Metallographische Präparation von rostfreiem Stahl

Die meisten rostfreien Stähle sind weich und neigen während der metallographischen Präparation zu Verformungen und Kratzerbildung. Deswegen ist unbedingt auf die Wahl einer geeigneten Präparationsmethode zu achten. Erfahren Sie mehr über die Präparation mit reproduzierbaren Ergebnissen für die metallographische Untersuchung von rostfreien Stählen.
Haupteigenschaften von rostfreiem Stahl
Rostfreier Stähle sind korrosionsbeständige Stähle, die mindestens 11 % Chrom enthalten. Diese Gruppe hochlegierter Stähle lässt sich in vier Hauptkategorien unterteilen:
- Ferritische Stähle
- Martensitische Stähle
- Austenitische Stähle
- Austenitisch-ferritische Stähle (Duplexstähle)
Diese Hauptkategorien beschreiben das Gefüge der verschiedenen Legierungen des rostfreien Stahls bei Raumtemperatur, das in erster Linie durch die Legierungszusammensetzung sowie die Wärmebehandlung bestimmt wird.
Hohe Korrosionsbeständigkeit
Die Haupteigenschaft von rostfreiem Stahl ist seine Korrosionsbeständigkeit, die durch den Zusatz bestimmter Legierungselemente weiter verbessert werden kann. Diese Legierungselemente zeigen weitere günstige Auswirkungen auf die Materialeigenschaften, wie Zähigkeit und Oxidationsbeständigkeit.
Niob und Titan beispielsweise erhöhen die Beständigkeit gegenüber interkristalliner Korrosion, da sie Kohlenstoff unter Ausbildung von Karbiden absorbieren; Schwefel verbessert die Zerspanbarkeit durch die Ausbildung von kleinen Mangansulfiden, die einen kurzen Span bewirken.
Metallographie von rostfreiem Stahl
Rostfreie Stähle spielen aufgrund ihrer Korrosionsbeständigkeit und ihrer herausragenden Oberflächengüte eine wichtige Rolle in der Luftfahrt-, Chemie-, Pharma-, Medizinprodukte- und Lebensmittelindustrie, aber auch in Großküchen, für Architektur und sogar bei der Schmuckherstellung. Edelstähle werden auch häufig in Automobilanwendungen verwendet.
Die Metallographie von Edelstählen ist in vielen Produktionsumgebungen ein wichtiger Teil des gesamten Qualitätskontrollprozesses. Zu den wichtigen metallographischen Tests gehören:
- Bestimmung der Korngröße
- Untersuchung des Gefüges, einschließlich des Anteils von Martensit, Ferrit, Perlit und Austenit
- Erkennung von Deltaferrit- und Sigma-Phasen
- Größe und Verteilung von Karbiden
- Untersuchung von Schweißnähten
Außerdem wird die Metallographie für Schadensfälle und zur Untersuchung von Korrosions-/Oxidationsvorgängen eingesetzt.
Abb. 1:
Duplexstahl, der elektrolytisch mit einer 40%igen wässrigen Natriumhydroxidlösung geätzt wurde, mit braunem Austenit und blauem Ferrit. Hellfeld.
Präparation von rostfreiem Stahl: Schleifen und Polieren
Ferritische rostfreie Stähle sind weich, austenitische rostfreie Stähle duktil. Beide neigen bei der metallographischen Präparation von rostfreiem Stahl zu mechanischen Verformungen.
Beim Endpolieren wird normalerweise eine hochreflektierende Oberfläche erreicht.
Ohne ein gründliches Vorpolieren können diese Verformungen jedoch nach dem Ätzen wieder sichtbar werden. Martensitische Stähle sind aufgrund ihrer Härte relativ leicht zu polieren. Generell muss darauf geachtet werden, die Karbide zu erhalten. Abb. 2:
Unzureichend mit 3 µm polierter austenitischer Stahl mit Verformungen nach Ätzen mit Beraha III. Hellfeld.
Problemlösung beim Schleifen und Polieren von rostfreien Stählen
Wichtig beim Schleifen und Polieren ist das Erhalten von Karbiden und Einschlüssen. Außerdem kann es bei ferritischen und austenitischen rostfreien Stählen zu Verformungen und Kratzern kommen. Diese Probleme werden durch ein gründliches Diamantpolieren mit anschließendem vollständigem Endpolieren mit einer kolloidalen Silizium- oder Aluminiumoxidsuspension gelöst.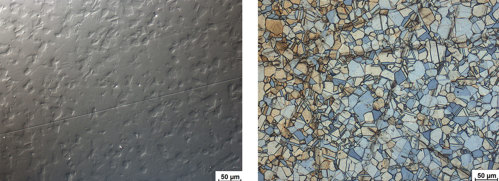
Unzureichend polierter rostfreier Stahl mit Restverformungen, DIC, nicht geätzt
Abb. 3.2: 3,2: Oberfläche von rostfreiem Stahl nach Endpolieren mit Verformungen nach Schleifen oder Feinschleifen. Ätzen mit Beraha III. Hellfeld.
Elektrolytisches Polieren von rostfreien Stählen
Das elektrolytische Polieren kann bei wissenschaftlichen Arbeiten oder für eine schnelle Gefügebeurteilung von rostfreiem Stahl eine gute Alternative zum mechanischen Polieren sein, da es keine mechanischen Verformungen verursacht.
Elektrolytisches Polieren zeigt bei der Gefügebeurteilung von rostfreien Stählen hervorragende Ergebnisse.
Allerdings können bei diesem Verfahren bestimmte Phasen, wie kleine Karbide, gelöst werden, weswegen Vorsicht angeraten ist.
Vor dem elektrolytischen Polieren müssen Proben mit Siliziumkarbidfolie/-papier Körnung 500 oder feiner geschliffen werden.
Je geringer die Oberflächenrauheit vor dem elektrolytischen Polieren, desto besser die Ergebnisse.
Laserschweißnaht in rostfreiem Stahl, nicht eingebettet, mit A2 elektrolytisch poliert und mit 10 %iger wässriger Oxalsäure geätzt. Hellfeld.
Präparationsmethode
Elektrolytisches Polieren und Ätzen von rostfreiem Stahl (Schleifen mit Siliziumkarbidfolie/-papier Nr. 220, Nr. 500 und Nr. 1000):
Elektrolyt: A2
Fläche: 5 cm2
Spannung: 35 V
Durchflussgeschwindigkeit: 13
Dauer: 25 s
Externes Ätzen in Ätzschale aus rostfreiem Stahl::
10%ige wässrige Oxalsäure
Spannung: 15 V
Dauer: 60 s
Empfehlungen zum Schleifen und Polieren von rostfreien Stählen
Schleifen
- Zum Schleifen von weichen und duktilen rostfreien Stählen empfehlen wir ausdrücklich, auf Schleiffolie/-papier mit grober Körnung und hohe Schleifdrücke zu verzichten, da dies zu tiefen Verformungen führen kann.
- Generell gilt, beim Planschleifen die feinstmögliche Körnung zu wählen, die für die Probenfläche und Oberflächenrauheit geeignet ist.
Polieren
- Jede beim ersten Schleifen verursachte Verformung, die durch das Feinschleifen nicht entfernt wird, hinterlässt Spuren. Diese Spuren können zwar durch ein Endpolieren entfernt werden, dies ist jedoch sehr zeitaufwendig.
- Beim Feinschleifen sollte Diamant auf einer starren Scheibe (MD-Largo) oder (als Alternative für bestimmte Edelstahlsorten) auf einem MD-Plan oder MD-Sat Tuch verwendet werden.
- Zwischen dem Feinschleifen und dem Endpolieren mit kolloidalem Siliziumdioxid (z. B. OP-S) oder Aluminiumoxid (OP-A) sollte ein gründliches Diamantpolieren mit einem mittelharten Tuch durchgeführt werden, um feine Kratzer zu entfernen. Die Endpolierstufe sollte sehr sorgfälltig durchgeführt werden, was mehrere Minuten dauern kann. Ein gutes Endpolieren erhöht die Chancen für einen besseren Kontrast.
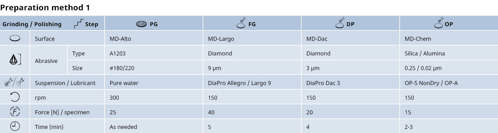
Präparationsmethode für Edelstahlproben, 30 mm Durchmesser, montiert auf dem halbautomatischen Tegramin, 300 mm Durchmesser.Alternativ zu DiaPro kann polykristallines P mit grünem/blauem Gleitmittel verwendet werden.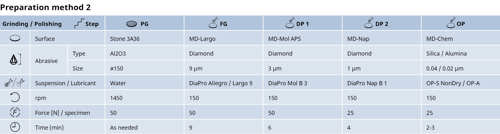
Präparationsmethode für Edelstahlproben, 65x30 mm, kalt eingebettet oder nicht eingebettet, auf MAPS oder AbraPlan/AbraPol, Durchmesser 350 mm, mit Steinschleifen. Als Alternative zu DiaPro kann polykristallines P zusammen mit grünem/blauem Schmiermittel verwendet werden.
Weitere Informationen
- Mehr Informationen, Wissen und Know-how finden Sie in unserem Abschnitt über Schleifen und Polieren
- Hier finden Sie unser Angebot an Schleif- und Poliermaschinen und -geräten
- Bestellen Sie Verbrauchsmaterialien und Zubehör für das metallographische Schleifen und Polieren
Laden sie die application note mit präparationsmethoden herunter
Ätzen von rostfreiem Stahl
Das Ätzen von rostfreiem Stahl verlangt neben einiger Erfahrung auch Geduld. Die Literatur zu Ätzmitteln ist sehr umfangreich. Deswegen empfehlen wir, mehrere Ätzmittel zu testen, um für die regelmäßig in Ihrem Labor verarbeiteten Werkstoffe die Ätzlösungen zu definieren, die am besten geeignet sind.
Die Voraussetzung für gute Ätzergebnisse ist eine gute Endpolitur durch abschließendes Oxidpolieren.
Hier erfahren Sie mehr darüber, wie Sie Ätzen nutzen können, um die Mikro- oder Makrostruktur Ihrer Probe besser zu visualisieren.
Im Folgenden finden Sie einige Ätzmittel, die sich in der täglichen Routine bewährt haben.
Chemisches Ätzen
Vorsicht: Bei der Arbeit mit Chemikalien sind immer alle empfohlenen Sicherheitsvorschriften zu beachten.
Martensitischer Stahl
1) V2A Ätzmittel:
100 ml Wasser
100 ml Salzsäure
10 ml Salpetersäure
Ätzen bei Raumtemperatur oder bis 50 °C
2)
33 ml Wasser
33 ml Ethanol
33 ml Salzsäure
1,5 g Kupfer(II)chlorid (Kalling I)
3)
100 ml Wasser
100 ml Salzsäure
5 g Kupfer(II)chlorid (Kalling II)
von nicht-austenitischen Stählen
1) V2A Ätzmittel:
100 ml Wasser
100 ml Salzsäure
10 ml Salpetersäure
Ätzen bei Raumtemperatur oder bis 50 °C
2) Adler Ätzmittel:
25 ml destilliertes Wasser
50´ ml Salzsäure
15 g Eisen(III)chlorid
3 g Diammoniumtetrachlorcuprat (II)
Unverdünnt oder mit Wasser oder Ethanol in einem Verhältnis bis zu 1:1 gemischt für rostfreie Stähle geeignet
3)
100 ml Wasser
300 ml Salzsäure
15 ml Wasserstoffperoxid (30 %)
Farb-Ätzmittel Beraha II:
Stammlösung:
800 ml destilliertes Wasser
400 ml Salzsäure
48 g Ammoniumhydrogendifluorid
Zum Ätzen Zugabe von 1-2 g Kaliummetabisulfit zu 100 ml Stammlösung
Farb-Ätzmittel Lichtenegger & Bloech:
100 ml destilliertes Wasser
20 g Ammoniumhydrogendifluorid
0,5 g Kaliummetabisulfit
Geeignet für austenitische und Duplexstähle
Elektrolytisches Ätzen
Elektrolytisches Ätzen
Für austenitisch-ferritische Stähle (Duplexstähle):
20-40%ige wässrige Natriumhydroxid-Lösung
Alle rostfreien Stähle:
10%ige wässrige Oxalsäure
Für automatische Korngrößenmessungen austenitischer Stähle:
60 % destilliertes Wasser
40 % Salpetersäure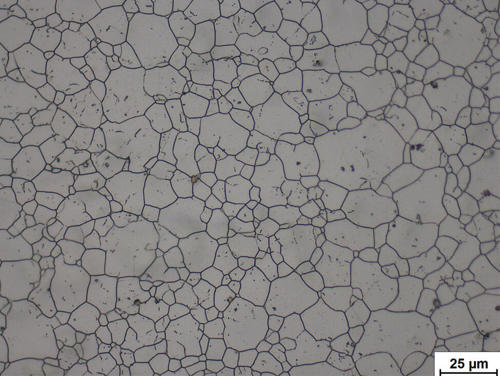
Abb. 5: Austenitischer Stahl, elektrolytisch geätzt mit wässriger Salpetersäure, nur Korngrenzen deutlich sichtbar, keine Zwillinge. Ideal für die automatische Messung der Korngröße
Gefügeinterpretation von rostfreiem Stahl
Ferritische rostfreie Stähle lassen sich nur schwer härten. Die Eigenschaften können jedoch durch Kaltverformung beeinflusst werden. Bei Raumtemperatur sind sie magnetisch. Das Gefüge im geglühten Zustand besteht aus ferritischem Korngefüge mit feinen Karbiden. Ferritische Stähle, die zur spanabhebenden Bearbeitung verwendet werden, enthalten große Mengen von Mangansulfiden um das Freischneiden zu fördern. Martensitische rostfreie Stähle sind für Wärmebehandlungen geeignet.
Das martensitische Gefüge entsteht durch rasches Abkühlen. Die Eigenschaften können dann durch anschließende Wärmebehandlung verbessert werden. Diese Legierungen sind magnetisch. Abhängig von der Wärmebehandlung kann das Gefüge rein martensitisch sein oder eine sehr feine, vergütete Struktur aufweisen. Die verschiedenen Legierungen und Halbzeuge in unterschiedlichen Abmessungen erfordern für die Wärmebehandlung sehr komplexe Temperatur- und Zeiteinstellungen.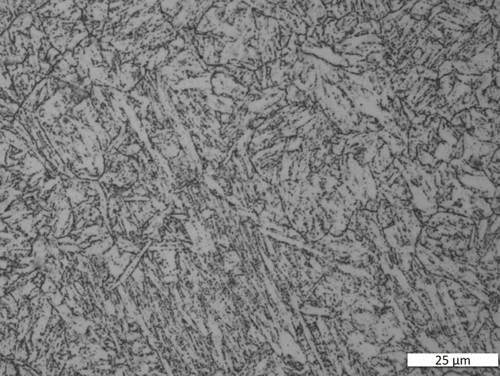
Martensitischer Chromstahl, elektrolytisch poliert und geätzt mit A2.
In einigen Schweißnähten aus korrosionsbeständigem Stahl muss ein gewisser Anteil an Deltaferrit vorhanden sein, um die Warmrissbeständigkeit zu verbessern.
Deltaferrit ist aber in der Regel eine unerwünschte Phase, da Deltaferrit bei langem Glühen von Stahl mit einem hohen Chromanteil in die harte, spröde intermetallische Eisen-Chrom-Sigma-Phase umgewandelt wird. Durch Erhitzen auf 1.050 °C und anschließendes Abschrecken wird die Sigmaphase und damit die Versprödung entfernt.
Austenitische Edelstähle reagieren nicht auf die Wärmebehandlung. Stattdessen führt ein rasches Abkühlen während der Fertigung zu weichem Material. In diesem Zustand sind sie nicht magnetisch, Eigenschaften lassen sich durch Kaltverformung verändern. Das Korngefüge dieser Stähle kann Zwillinge aufweisen.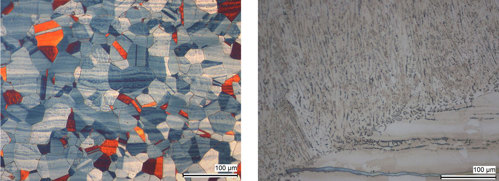
Austenitischer Stahl mit Zwillingen und Seigerungen. Farbgeätzt mit Lichtenegger und Bloech. DIC.
Fig. 8: Deltaferrit in einer Schweißnaht in austenitischem Stahl (kleine, dunkle Nadeln) mit größeren Deltaferrit-Linien im geschweißten Teil (blau-grau); elektrolytisch geätzt mit einer 40%igen wässrigen Natriumhydroxid-Lösung. Hellfeld.
Werden diese Stähle höheren Temperaturen im Bereich von 600-700 °C ausgesetzt, kann dies zur Bildung von komplexen Karbiden innerhalb der Austenit-Körner führen.
Dies wiederum führt zu einer Verarmung von Chrom im Austenit, was die Neigung zur interkristallinen Korrosion oder Oxidation fördert.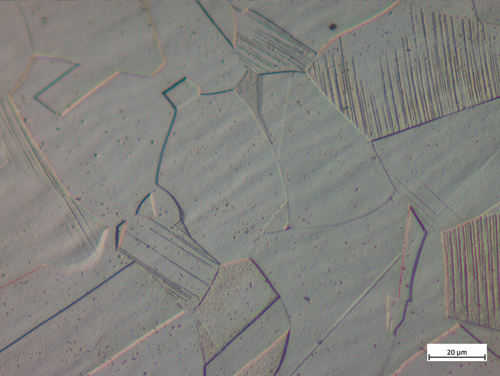
Austenitisches Stahlrohr mit Zwillingen und Verformung durch Kaltverformung; geätzt mit 10%iger Oxalsäure, DIC
Durch Verringern des Kohlenstoffanteils auf unter 0,015 % und Zugabe geringer Mengen an Titan, Niob oder Tantal wird das Risiko einer interkristallinen Korrosion verringert, da diese Elemente statt Chrom als Karbidbildner wirken.
Deltaferrit kann durch kritische Bedingungen während der Wärmebehandlung von martensitischen rostfreien Stählen auftreten oder durch die Kaltverformung von austenitischen Stählen.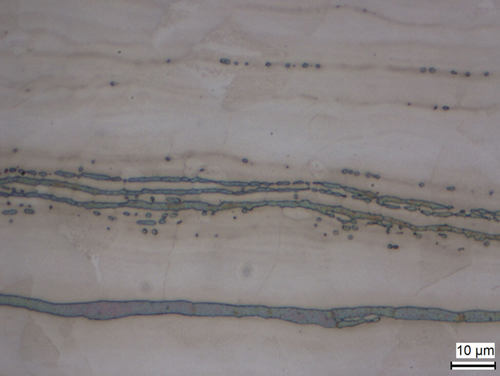
Deltaferrit-Nadeln in einer austenitischen Stahlmatrix, elektrolytisch geätzt mit 20 %iger wässriger Natriumhydroxid-Lösung Austenitisch-ferritische rostfreie Stähle (Duplexstähle) aus Ferrit und Austenit.
Elektrolytisches Ätzen mit einer 20-40%igen Natronlauge macht das Gefüge sichtbar, sodass der korrekte prozentuale Anteil jeder Phase ermittelt werden kann. Diese Stähle sind duktil und werden insbesondere in der Lebensmittel-, Papier- und Erdölindustrie verwendet.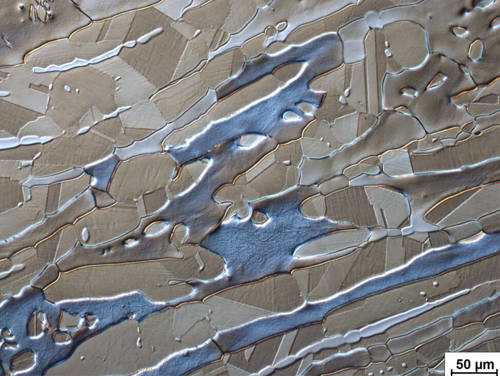
Geschmiedeter Duplexstahl mit blauem Ferrit und hell- bis dunkelbraunem Austenit. Zweifaches elektrolytisches Ätzen; erst mit 10%iger Oxalsäure in Wasser und dann mit 20%igem Natriumhydroxid in Wasser; DF
Zusammenfassung
Rostfreie Stähle sind korrosionsbeständige Stähle mit hohen Chrom- und Nickelanteilen. Ferritische und austenitische Stähle sind weicher als martensitische rostfreie Stähle und haben eine höhere Duktilität. Härte und Duktilität sind, je nach Legierungszusammensetzung und Wärmebehandlung, unterschiedlich. Beide neigen zur mechanischen Verformung und Kratzerbildung während der mechanischen metallographischen Präparation. Aus diesem Grund ist die elektrolytische Präparation eine gute Alternative zum mechanischen Schleifen und Polieren.
Für eine erfolgreiche Präparation von rostfreiem Stahl durch mechanisches Polieren gelten folgende Empfehlungen:
- Vermeiden Sie beim Planschleifen grobkörnige Schleifmittel.
- Feinschleifen und -polieren mit Diamanten verlangen sorgfältiges Arbeiten, um alle beim Planschleifen erzeugten Verformungen mit Sicherheit zu entfernen.
- Um eine verformungsfreie Oberfläche zu erreichen, sollte ein abschließendes Oxidpolieren mit kolloidalem Silizium- oder Aluminiumoxid durchgeführt werden.
Eine vierstufige Präparationsmethode auf einem automatischem oder halbautomatischem Präparationsgerät ergibt gute, reproduzierbare Ergebnisse.
Rostfreie Stähle lassen sich nur schwer chemisch ätzen, die empfohlenen Ätzmittel sind hochkorrosiv und verlangen bei der Arbeit große Vorsicht.
Stattdessen wird ein elektrolytisches Polieren und Ätzen empfohlen, das verformungsfreie Oberflächen ergibt, aber nicht immer alle Karbide erhält. Erfahren Sie mehr über andere Werkstoffe
Wenn Sie mehr über die Materialographie anderer Metalle und Werkstoffe erfahren möchten, können Sie sich auf unserer Seite über Werkstoffe informieren.

Alle Abbildungen von Dr. Holger Schnarr, Anwendungsspezialist, Deutschland
Detailliertere Informationen über die metallographische Präparation von rostfreiem Stahl erhalten Sie von unseren Anwendungsspezialisten.