Metallographische Präparation von hochlegiertem Werkzeugstahl

Die Zahl der hochlegierten Werkzeugstähle, die ganz auf kundenspezifische Anwendungen abgestimmt sind, wächst stetig. Für die Qualitätssicherung bedeutet dies, dass die metallographische Präparation und Analyse von hochlegiertem Werkzeugstahl einen immer größer werdenden Anteil ihrer Zeit beansprucht. Was gilt es bei der metallographischen Präparation und Analyse von hochlegiertem Werkzeugstahl besonders zu beachten?
Die wichtigsten Eigenschaften von hochlegiertem Werkzeugstahl
Stähle lassen sich anhand ihrer chemischen Zusammensetzung grob in drei Kategorien einteilen:
- Kohlenstoffstähle
- Niedriglegierte Stähle mit einem geringen Anteil an Legierungselementen
- Hochlegierte Stähle mit >6 % Legierungselementen
Werkzeugstahl ist ein hochlegierter Stahl mit einem hohen Anteil an Legierungselementen, wie Chrom, Nickel, Vanadium, Wolfram oder Molybdän. Diese Legierungselemente verleihen dem Stahl eine höhere Verschleißfestigkeit, Zähigkeit, Festigkeit oder Härte – oder bestimmte Eigenschaften, wie Korrosions- und Wärmebeständigkeit, Härtebeständigkeit bei hohen Temperaturen, Festigkeitsbeständigkeit bei niedrigen Temperaturen usw.
Metallographische Analyse bei der Fertigung von hochlegiertem Werkzeugstahl
Bei der Fertigung von hochlegiertem Werkzeugstahl ist die metallographische Analyse unverzichtbar, um hohe Qualität zu gewährleisten. Die metallographische Analyse von hochlegiertem Werkzeugstahl dient in erster Linie folgenden Zwecken:
- Bestimmung der Verteilung und Größe von Karbiden im Werkzeugstahl
- Bestimmung von Randentkohlung bei gehärteten und vergüteten Stählen
- Erkennung von Mikroseigerungen und Bestimmung des Reinheitsgrades
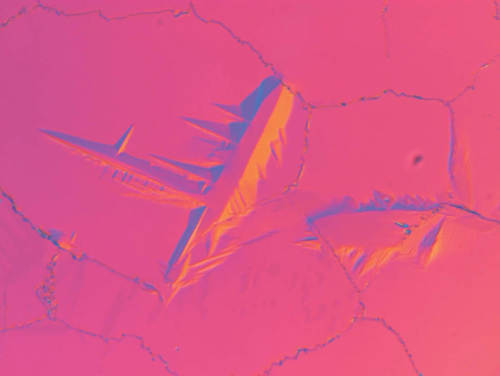
Abb. 1: Kunststoffformenstahl, geätzt mit 5%iger Pikrinsäure; bei hoher Vergrößerung sind in dem ansonsten amorphen Martensit einzelne Nadeln und Plättchen zu erkennen (Vergrößerung: 1000x, DIC)
Problemlösung bei der metallographischen Präparation von hochlegierten Werkzeugstählen
Vermeidung thermischer Beschädigung
Da Wärmebehandelbarkeit bei hochlegierten Werkzeugstählen eines der Qualitätskriterien ist, müssen Wärmeeinflüsse beim Trennen vermieden werden, um die Darstellung des wahren Gefüges sicherzustellen. Beim Trennen größerer Blöcke muss dieser Schritt der Präparation mit größter Sorgfalt durchgeführt werden.
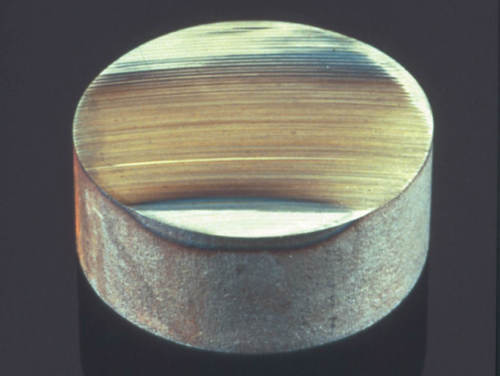
Abb. 2: Thermische Beschädigung aufgrund ungeeigneter Trennbedingungen
Erhaltung von Karbiden und Einschlüssen
Die größte Herausforderung beim Schleifen und Polieren von hochlegierten Werkzeugstählen ist der Erhalt von Karbiden und nichtmetallischen Einschlüssen. Die Primärkarbide in Kaltarbeitsstahl sind sehr groß und zerbrechen sehr leicht während des Schleifens. Im geglühten Zustand sind die Sekundärkarbide sehr fein und können leicht aus der weichen Matrix gerissen werden.
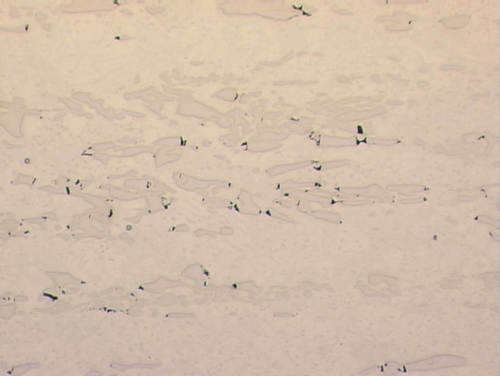
Abb. 3: Zerbrochene Primärkarbide (Vergrößerung: 200x)
Verarbeitung von hochlegierten Werkzeugstählen mit hohem Durchsatz
Die Qualitätssicherung von hochlegierten Werkzeugstählen während der Fertigung verlangt aufgrund der Verarbeitung hoher Probendurchsätze eine hocheffiziente Organisation des Arbeitsablaufs, die Automatisierung der Ausrüstung und standardisierte Verfahren.
Empfehlungen für das Trennen und Einbetten von hochlegierten Werkzeugstählen
Trennen
Die meisten Proben aus hochlegiertem Werkzeugstahl werden grobmechanisch von Brammen und anderen Produkten eines Blockwalzwerks in Standardgrößen abgetrennt. Wichtige Trennschnitte bei Proben für die Untersuchung der Wärmebeständigkeit oder Fehleranalyse werden immer mit einer metallographischen Trennmaschine durchgeführt.
Hochlegierte Werkzeugstähle sind thermischer Beschädigung gegenüber ausgesprochen empfindlich:
- Deswegen muss die passende Trennscheibe mit großer Sorgfalt ausgewählt werden.
- Beim Trennen ist auf eine ausreichende Kühlung zu achten, um thermische Beschädigungen zu vermeiden.
- Weiche Aluminiumoxidscheiben oder kunstharzgebundene Bornitridscheiben werden zum Trennen empfohlen.
Einbetten
Proben aus hochlegiertem Werkzeugstahl können nicht eingebettet, kalt- oder warmeingebettet untersucht werden.
- Oberflächenbehandelte Proben, bei denen eine gute Randschärfe erforderlich ist, sollten mit einem faserverstärkten Einbettmittel (DuroFast) warmeingebettet werden.
- Proben, bei denen eine gute Randschärfe weniger wichtig ist, können nicht eingebettet untersucht werden, wenn ihre Abmessungen das Einspannen in einen Probenhalter zulassen.
- Bei der Arbeit mit hohen Durchsätzen sind standardisierte Probengrößen vorteilhaft. In diesem Fall sind rechteckige Einbettformen aus Silikonkautschuk (FlexiForm) empfehlenswert. Wichtig ist auch die Wahl eines Kalteinbettmittels mit geringer Schrumpfung, um Reinigung und Ätzung zu vereinfachen.
Weitere Informationen
- Mehr Informationen, Expertenwissen und Erfahrungen finden Sie in unserem Abschnitt über Trennen und Einbetten
- Hier finden Sie einen Überblick über Trenn- und Einbettgeräte.
- Bestellen Sie Verbrauchsmaterialien und Zubehör zum Trennen sowie Verbrauchsmaterialien und Zubehör zum Einbetten.
Empfehlungen für das Schleifen und Polieren von hochlegierten Werkzeugstählen
Bei der Präparation von hochlegierten Werkzeugstählen für die metallographische Analyse müssen Form, Größe und Menge von Karbiden korrekt repräsentiert sein. Außerdem müssen nichtmetallische Einschlüsse in einer Matrix ohne Verformungen erhalten bleiben.
- Hohe Durchsätze werden am besten auf vollautomatischen Schleif- und Poliermaschinen verarbeitet, was einen schnellen, effizienten Arbeitsablauf und reproduzierbare Ergebnisse gewährleistet.
- Eine wichtige Eigenschaft von Werkzeugstahl ist dessen Härte. Deswegen ist ein Feinschleifen mit Diamant effizienter und wirtschaftlicher als das Schleifen mit SiC-Folie.
- In einigen Fällen ist ein abschließendes Oxidpolieren für die Kontrastgebung und zum Erkennen von Karbiden nützlich.

Tabelle 1: Präparationsmethode für hochlegierten Werkzeugstahl auf automatischen Geräten.
DiaPro Diamantsuspensionen können wie folgt durch DP-Diamantsuspension P ersetzt werden: FG wird mit 9 μm, DP 2 mit 1 μm ersetzt, zusammen mit DP-Schmiermittel Blau/Grün.

Tabelle 2: Präparationsmethode für hochlegierten Werkzeugstahl auf halbautomatischen Tischgeräten.
DiaPro Diamantsuspensionen können wie folgt durch DP-Diamantsuspension P ersetzt werden: FG wird mit 9 μm, DP 1 mit 3 μm und DP 2 mit 1 μm ersetzt, zusammen mit DP-Schmiermittel Blau/Grün.
Weitere Informationen
- Mehr Informationen, Wissen und Know-how finden Sie in unserem Abschnitt über Schleifen und Polieren.
- Hier finden Sie unser Angebot an Schleif- und Poliergeräten.
- Bestellen Sie Verbrauchsmaterialien und Zubehör für das metallographische Schleifen und Polieren.
Empfehlungen für das Ätzen von hochlegierten Werkzeugstählen
Proben aus hochlegierten Werkzeugstählen werden zunächst ungeätzt untersucht, um Größe, Form und Verteilung von Einschlüssen und Karbiden zu beurteilen. Zur Sichtbarmachung des Gefüges werden Nital- oder Pikrinsäureätzungen in unterschiedlichen Konzentrationen eingesetzt.
Um beispielsweise die Karbidverteilung in Kaltarbeitsstahl darzustellen, ist mit 10%igem Nital gewährleistet, dass die Matrix dunkel ist und die weißen Primärkarbide deutlich sichtbar sind. Bei feinem, globularem Perlit wird durch kurzes Eintauchen in Pikrinsäure und anschließende Ätzung mit 2%iger Nital ein guter Kontrast ohne Verfärbung erreicht.
Nital-Ätzlösung:
100 ml Ethanol
2-10 ml Salpetersäure (Vorsicht: Die Konzentration der Lösung darf höchstens 10 % betragen, da sie sonst explosiv ist!)
Pikrinsäure:
100 ml Ethanol
1-5 ml Salzsäure
1-4 g Pikrinsäure
Abb. 5: Kaltarbeitsstahl, geätzt mit 10%igem Nital, Primärkarbide deutlich als weiße Stellen erkennbar

Abb. 6: Warmarbeitsstahl, geätzt mit Pikrinsäure und Nital, Gefüge aus globularem Perlit (Vergrößerung: 500x)
LADEN SIE DIE APPLICATION NOTE MIT PRÄPARATIONSMETHODEN HERUNTER
Interpretation der Gefüge von hochlegiertem Werkzeugstahl
Im Allgemeinen weisen hochlegierte Werkzeugstähle dieselben Gefügephasen auf wie Eisen-Kohlenstoff-Legierungen: Ferrit, Perlit, Martensit und Austenit. Jedoch kann der Mischkristall eine gewisse Menge der Legierungselemente aufnehmen.
Kohlenstoffverteilung
Kohlenstoff bildet mit einigen Legierungselementen, wie Chrom, Wolfram und Vanadium komplexe Karbide. Außerdem ändert sich die Löslichkeit von Kohlenstoff in Eisen.
- Die Zugabe von Legierungselementen, wie Silizium, Chrom, Wolfram, Molybdän und Vanadium, vergrößert die Alpha-Phase im Eisen-Kohlenstoff Diagramm.
- Die Zugabe von Nickel und Mangan wiederum vergrößert die Gamma-Phase.
Diese Eigenschaften wirken sich auf die Zeit-Temperatur-Umwandlung aus, was gerade für die Wärmebehandlung von hochlegierten Werkzeugstählen wichtig ist.
Eine gleichmäßigere Verteilung von Karbiden in hochlegiertem Werkzeugstahl lässt sich durch pulvermetallurgische Verfahren und heißisostatisches Pressen erreichen. Dies ergibt einen homogenen Stahl ohne Entmischungen, der sich insbesondere für ungewöhnliche Werkzeuggeometrien eignet, deren mechanische Herstellung sehr teuer wäre.
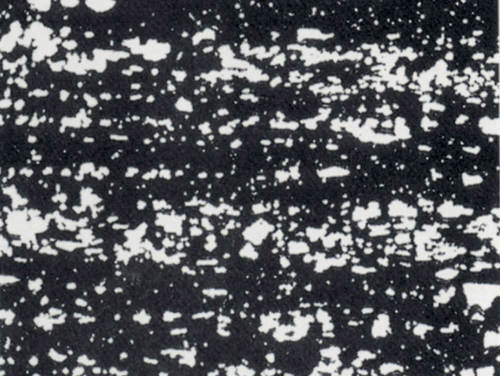
Abb. 7: Karbidverteilung in herkömmlich hergestelltem Stahl
Fig. 8: Karbidverteilung in mittels Pulvermetallurgie hergestelltem Stahl
Kaltarbeitsstahl, hochlegierter Werkzeugstahl
Das primäre Gefüge von Kaltarbeitsstahl ist Ledeburit. Das Grobgefüge wird durch Heißwalzen oder Schmieden in eine Ferrit-Perlit-Matrix mit großen Primärkarbiden umgewandelt. Das anschließende vollständige Glühen unterstützt die Bildung der kleinen Sekundärkarbide.
Abb. 9: Kaltarbeitsstahl nach der erstem Warmumformung, leicht kontrastiert durch kurzes abschließendes Oxidpolieren, mit großen Primärkarbiden in einer Ferrit-Perlit-Matrix (Vergrößerung: 200x)
Abb. 10: Vollständig wärmebehandelter Kaltarbeitsstahl mit fein verteilten Sekundärkarbiden und kleinen weißen Primärkarbiden (Vergrößerung: 200x)
Warmarbeitsstahl
Vollständig wärmebehandelter Warmarbeitsstähle zeigen im Idealfall eine gehärtete Martensit-Matrix mit sehr kleinem globularem Perlit. Eine ungleichmäßige chemische Zusammensetzung kann zu Korrosionsproblemen führen. Aus diesem Grund ist es wichtig, Entmischungen im primären Gefüge durch Wärmebehandlung so weit wie möglich zu entfernen.
Abb. 11: Warmarbeitsstahl mit Entmischungen (Vergrößerung: 100x)
Kunststoffformenstahl
Kunststoffformenstahl ist ein korrosionsbeständiger Werkzeugstahl mit „amorphem“ Martensit und Karbidzeilen vor der Wärmebehandlung. Nach dem Glühen sind die Karbide fein verteilt.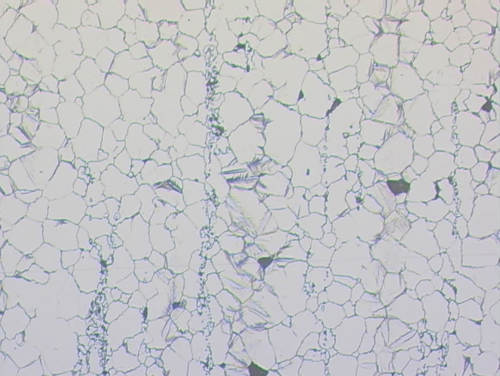
Abb. 12: Kunststoffformenstahl, geätzt mit 5%iger Pikrinsäure, amorpher Martensit mit Zeilen von Primärkarbiden (Vergrößerung: 100x)
Abb. 13: Kunststoffformenstahl nach dem Glühen mit fein verteilten Karbiden (Vergrößerung: 500x)
LADEN SIE DIE APPLICATION NOTE MIT PRÄPARATIONSMETHODEN HERUNTER
Zusammenfassung
Die metallographische Untersuchung, angefangen mit dem ursprünglichen Gussstück bis hin zum endgültigen, wärmebehandelten Endprodukt ist ein wichtiges Instrument zur Steuerung der Herstellungs- und Wärmebehandlungsprozesse von hochlegierten Werkzeugstählen.
Die größten Herausforderungen bei der metallographischen Präparation sind die hohen Probendurchsätze und das Erzeugen einer einheitlich guten Schliffqualität. Da Größe, Form und Verteilung von Karbiden und Einschlüssen die wichtigsten Qualitätskriterien bei hochlegiertem Werkzeugstahl sind, ist deren Erhalt während der Präparation von ausschlaggebender Bedeutung.
- Das automatische Schleifen und Polieren mit Diamant zum Feinschleifen und Polieren führt zu guten, reproduzierbaren Ergebnissen.
- Die Verwendung einer Präparationsmethode für die verschiedensten Werkzeugstähle vereinfacht die Handhabung und macht sie effizienter.
Erfahren Sie mehr über andere Werkstoffe
Wenn Sie mehr über die Materialographie anderer Metalle und Werkstoffe erfahren möchten, können Sie sich auf unserer Seite über Werkstoffe informieren.
Hier finden Sie die vollständige Application Note
Möchten Sie die vollständige Application Note über die metallographische Präparation von hochlegiertem Werkzeugstahl lesen? Hier geht es zum Download.
Alle Abbildungen von Kelsey Torboli, Anwendungsspezialistin, USA
Detailliertere Informationen über die metallographische Präparation von Edelstahl erhalten Sie von unseren Anwendungsspezialisten.