Kalteinbetten in der Praxis

Vor dem Einbetten sind unbedingt einige Dinge zu beachten, um gute Ergebnisse zu erzielen.
- Proben reinigen. Die Proben müssen vor dem Einbetten gereinigt werden, um die Haftung des Einbettmittels an der Probe zu verbessern. Am besten eignen sich dafür Aceton oder zumindest Ethanol. Auch die Reinigung in einem Ultraschallbad kann erforderlich sein. Anschließend werden die Proben sorgfältig getrocknet. Gereinigte Proben werden nur mit Handschuhen oder Pinzette berührt.
- Größe der Probe an die Größe der Einbettform anpassen.
Kalteinbettmittel
Für das Kalteinbetten stehen zwei Typen Einbettmittel zur Verfügung: Epoxid-Einbettmittel und Akryl-Einbettmittel

Epoxid-Einbettmittel
Epoxid-Einbettmittel eignen sich für alle Werkstoffe und besonders für die Vakuumimprägnierung. Sie haben die geringste Schrumpfung aller Kalteinbettmittel. Die Aushärtzeit ist relativ lang, die Haftung an den meisten Werkstoffen jedoch hervorragend. Nach dem Mischen der Komponenten in den korrekten Anteilen kommt es aufgrund einer chemischen Reaktion zu einer Polymerisation. Ausgehärtetes Epoxid ist duroplastisch und wird weder durch moderate Temperaturen noch Chemikalien angegriffen. Das Epoxidsystem von Struers besteht aus zwei Komponenten: einem Harz und einem Härter. Epoxide zeichnen sich durch einen niedrigen Dampfdruck, Transparenz, gute Haftung, geringe Viskosität und fehlendes Schrumpfen aus. Das stöchiometrische Verhältnis von Harz zu Härter ist für ein erfolgreiches Einbetten entscheidend. Deswegen müssen die Anteile sorgfältig abgemessen werden. Falls eine Volumenmessung nicht möglich ist, können Harz und Härter auch mithilfe von Kanülen mit festem Volumen zugegeben werden.
Aushärten
Das Aushärten von Epoxiden wird durch die Menge an Harz bestimmt. Bei kleinen Mengen kann der Prozess länger dauern, da die durch die chemische Reaktion erzeugte Wärme dank günstiger Bedingungen besser abgeführt wird. Größere Epoxidmengen speichern jedoch die Wärme aufgrund der schlechten Wärmeleiteigenschaften des Systems, was das Aushärten beschleunigt. Unter bestimmten Bedingungen können Spitzentemperaturen von etwa 150–200 °C/302–392 °F auftreten. Um dies zu vermeiden und gleichmäßigere Montageresultate zu erzielen, kann eine Trocknereinheit eingesetzt werden, um die Temperatur während des Aushärtungsprozesses zu steuern. Harz wird aufgrund einer Polymerisation hart. Die Polymerisation ist eine chemische Reaktion, bei der Wärme erzeugt wird. Die Wärmemenge hängt von der Art und Menge des Einbettmittels ab. Bei einigen Einbettmitteln können Temperaturen von deutlich über 100 °C auftreten.
Vakuumimprägnierung
Poröse Werkstoffe wie Keramik oder Spritzschichten können nur mit einer Vakuumimprägnierung eingebettet werden. Die Vakuumimprägnierung wird in einer Vakuumkammer bei etwa 0,1 bar bis 0,15 bar durchgeführt. Dabei werden alle Poren an der Oberfläche mit Einbettmittel gefüllt. Auf diese Weise kann Einbettmittel empfindliche Werkstoffe schützen. Präparationsartefakte, ausgebrochene Partikel, Risse und ungeöffnete Poren können so auf ein Minimum beschränkt werden. Für die Vakuumimprägnierung kommen aufgrund der geringen Viskosität und des geringen Dampfdrucks nur Epoxid-Einbettmittel infrage. Durch das Einmischen eines Fluoreszenzfarbstoffs lassen sich gefüllte Poren unter einer geeigneten Lichtquelle besser erkennen. Probe in die Mitte der Einbettform legen und diese in die Vakuumkammer stellen. Deckel schließen und die Kammer evakuieren. Die Evakuierung dauert einige Minuten, um sicherzustellen, dass in den kleinen Poren und Rissen keine Luft mehr enthalten ist. Ventil öffnen, damit das Epoxid in die Kammer gesaugt werden kann. Sobald die Probe vollständig mit Einbettmittel bedeckt ist, Ventil schließen und Vakuumpumpe ausschalten. Der Umgebungsdruck presst das Epoxid in die Poren und Risse.



Acryl-Einbettmittel
Acryle sind einfach anzuwendende Einbettmittel mit kurzen Aushärtezeiten, geringer Schrumpfung und hervorragenden Einbetteigenschaften. Sie eignen sich besonders für die Serieneinbettung unregelmäßig geformter Proben sowie für Routine- und Einzelproben. Akryle sind mit und ohne mineralischen Füllstoff erhältlich. Ihnen können zur farblichen Kennzeichnung auch Farbstoffe beigemischt werden. Beim Mischen von Akrylen sollte immer das Pulver zur Flüssigkeit (Härter) gegeben werden. Dies ergibt eine besonders homogene Mischung.
Wahl der Einbettform
Wichtig sind Material und Größe der Einbettform.
Größe
Die Form muss groß genug sein, um zur Begrenzung des Risikos von radialen Rissen einen Abstand von 5 mm zwischen Probe und Rand der fertigen Einbettung zu gewährleisten. Bei einer im Verhältnis zur Probe zu großen Einbettform kommt es zu einer übermäßigen Wärmeentwicklung, die die Probe beschädigen kann. In diesem Fall ist auch das Risiko einer Schrumpfung des Einbettmittels größer.
Werkstoff
Epoxidhärter greifen Silikonform an und verkürzen die Lebensdauer und Transparenz von Einbettungen. Bei der Verwendung von Akryl-Einbettmitteln muss darauf bei der Wahl des Materials für die Einbettfrom nicht geachtet werden.
Einbettverfahren
Einbettform wählen und eine saubere, trockene Probe hineinlegen. Korrektes Gewicht bzw. Volumen der Komponenten abmessen. Komponenten sorgfältig vermischen, die Mischung über die Probe gießen und die gefüllte Einbettform zum Aushärten stehenlassen. Mischen und Aushärtzeit sind wichtige Parameter für die Qualität der Einbettung. Deswegen unbedingt die Empfehlungen im jeweiligen Handbuch beachten.
Beständigkeit gegenüber üblichen Chemikalien
Kalteinbettmittel sind gegenüber üblichen Ätzmitteln beständig. Einige Kalteinbettmittel reagieren mit organischen Lösungsmitteln, wie Aceton, Ethanol usw.



Fixierung von Proben
Einbettfedern aus Kunststoff oder Metall halten dünne Scheiben, Folien und Drähte aufrecht. Zum Stützen von unregelmäßig geformten Proben kann doppelseitiges Klebeband verwendet werden. Flüssige Haftmittel können mit einigen Kalteinbettmitteln reagieren. Proben, die für ein Fixieren mit einer Feder zu klein sind, beispielsweise elektronische Komponenten, können beim Einbetten dadurch aufrecht gehalten werden, dass sie mit etwas Schnellkleber auf dem Boden der Form festgeklebt werden.
Wahl des Einbettmittels/Auswahlhilfe
Die Wahl des Einbettmittels ist für den Erhalt der gewünschten Ergebnisse und die Erfüllung der Einbettanforderungen sehr wichtig.
Diese Auswahlhilfe enthält ausführliche Informationen, Ratschläge und Tipps zu den verschiedenen Kalteinbettmitteln. Zur Anwendungshilfe Kalteinbetten
Acrylharz
| Sonderanwendungen | Randschärfe/allgemeine Verwendung | ||||
| Name des Einbettmittels |
ViaFix*
|
ClaroCit
|
LevoCit
|
VersoCit-2
|
DuroCit-3
|
| Application |
Vias und Microvias Ausgezeichnete Eigenschaften für das Befüllen von Vias und Microvias aufgrund der niedrigen Viskosität. |
Außergewöhnlich klar Kristallklare Einbettmittel für den universellen Einsatz. Verwendbar für die Zielpräparation und das Aushärten unter Druck verbessert die Transparenz. |
Randschärfe und niedrige Temperatur Hervorragend geeignet für Nichteisenmetalle und weiche Eisenmetalle sowie hitzeempfindliche Proben. |
Schnelle Routineuntersuchungen Routineuntersuchung von weichen bis mittelharten Materialien. |
Randschärfe Minimaler Schrumpf und sehr gute Kantenstabilität auf mittelharten und harten Eisenmetallen sowie Keramiken, Karbiden usw. |
| Schrumpfungsgrad | Mittel | Mittel | Niedrig | Hoch | Sehr niedrig |
| Randschärfe | Mäßig | Mäßig | Gut | Mäßig | Gut |
| Abtragsrate | Hoch | Hoch | Mittel | Hoch | Niedrig |
| Härte der Einbettung | 83 Shore D | 85 Shore D | 84 Shore D | 82 Shore D | 85 Shore D |
| Aushärtezeit** | 20 min | 20 min | 20 min | 10 min | 30 min |
| Aushärtetemperatur | 115 °C / 239 °F | 90 °C / 194 °F | 75 °C / 167 °F | 100 °C / 212 °F | 138 °C / 280 °F |
| Viskosität | Niedrig | Mittel | Mittel | Mittel | Mittel |



Epoxidharz:
| Randschärfe/allgemeine Verwendung | Für Schnelligkeit optimiert | ||||
| Name des Einbettmittels |
EpoFix
|
SpeciFix-40
|
CaldoFix-2
|
ProntoFix Standard
|
ProntoFix mit Beschleuniger
|
| Application |
Vakuum und Niedertemperatur Sehr geringe Schrumpfung und ideal zur Vakuumimprägnierung von Poren und Rissen. Ideal für hitzeempfindliche Proben und zur Abdeckung aller Materialien. |
Extreme Haftung Sehr klare Einbettungen, die relativ schnell aushärten. Härtet im Ofen oder in der Drybox bei geringer Schrumpfung aus. |
Allround-Vakuum Kurze Aushärtezeit und niedrige Viskosität für optimale Imprägnierung. Die härteste Epoxid-Einbettung von Struers. |
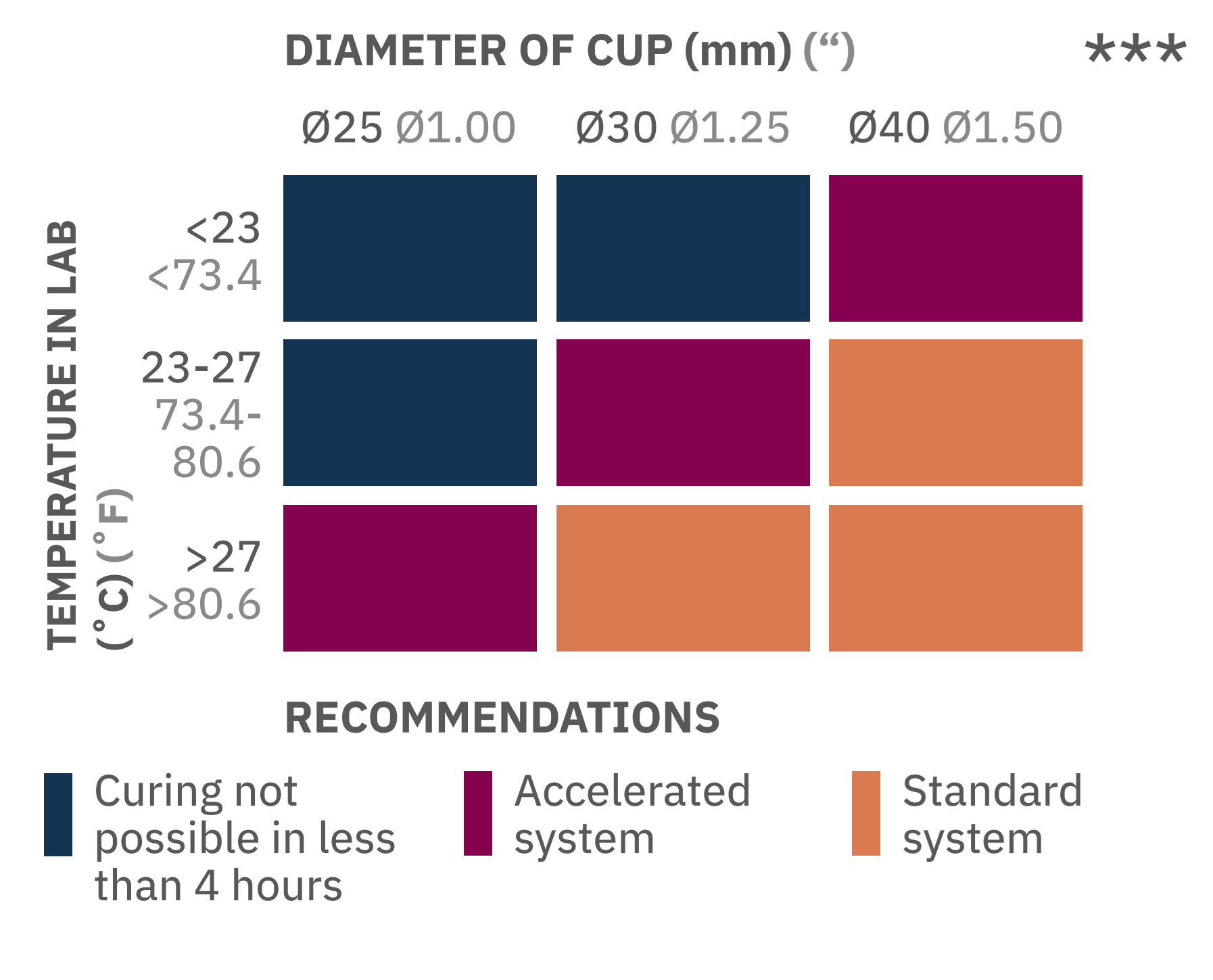
Schnell ohne Ofen Geschwindigkeitsoptimiertes Epoxidharz. Ausgezeichnete Haftung und hervorragende Durchdringung von Rissen und Poren bei der Vakuumimprägnierung. Die Verwendung der Standard- und der beschleunigten Version hängt vom Durchmesser der Einbettform und der Labortemperatur ab – siehe Tabelle: |
|
| Schrumpfungsgrad | Sehr niedrig | Sehr niedrig | Sehr niedrig | Sehr niedrig | |
| Randschärfe | Gut | Gut | Gut | Gut | |
| Abtragsrate | Hoch | Hoch | Hoch | Hoch | |
| Härte der Einbettung | 78 Shore D | 82 Shore D | 85 Shore D | 83 Shore D | |
| Aushärtezeit | 12 Stunden* | 3½ Stunden* (im Ofen bei 50 ° C / 122 °F) |
90 min* (im Ofen bei 75 °C/167 °F) |
90 Minuten** | 90 Minuten*** |
| Aushärtetemperatur | 40 °C / 104 °F | 100 °C / 212 °F | 170 °C / 338 °F | 140 °C / 284 °F | 140 °C / 284 °F |
| Viskosität | Niedrig | Niedrig | Niedrig | Sehr niedrig |




Fehlersuche und -behebung, Kalteinbetten: Epoxid-Einbettmittel
Fehlersuche und -behebung, Kalteinbetten: Acryl-Einbettmittel
Benötigen Sie Verbrauchsmaterial?
Bestellen Sie Ihre Verbrauchsmaterialien direkt in unserem Webshop.