Préparation métallographique de l'acier inoxydable

Les aciers inoxydables sont majoritairement tendres et sensibles aux déformations et aux rayures pouvant survenir lors de la préparation métallographique. Il est par conséquent essentiel d'appliquer une méthode de préparation des plus précises. Découvrez comment préparer l'acier inoxydable à l'examen métallographique et garantir des résultats reproductibles.
Les principales caractéristiques de l'acier inoxydable
Les aciers inoxydables sont des aciers résistants à la corrosion contenant au moins 11 % de chrome. Dans ce groupe d'aciers fortement alliés, quatre catégories principales peuvent être identifiées :
- L'acier ferritique
- L'acier martensitique
- L'acier austénitique
- L'acier austéno-ferritique (duplex)
Ces catégories décrivent la microstructure de l'alliage d'acier inoxydable à température ambiante, une microstructure largement influencée par la composition de l'alliage et le traitement thermique.
Haute résistance à la corrosion
La principale caractéristique des aciers inoxydables est leur résistance à la corrosion, pouvant être renforcée par l'ajout d'éléments d'alliage spécifiques. Ces éléments d'alliage exercent également un effet positif sur d'autres caractéristiques du matériau, telles que sa robustesse et sa résistance à l'oxydation.
Par exemple, le niobium et le titane augmentent la résistance à la corrosion intergranulaire car ils absorbent le carbone afin de former des carbures. Le soufre, quant à lui, améliore l'usinabilité car il forme de petits sulfures de manganèse donnant naissance à de petits copeaux d'usinage.
La métallographie de l'acier inoxydable
En raison de leur résistance à la corrosion et de leur finition de surface supérieure, les aciers inoxydables jouent un rôle majeur dans les industries aéronautique, chimique, médicale et agroalimentaire, les cuisines professionnelles, l'architecture et même la joaillerie. Les aciers inoxydables sont également couramment utilisés dans les applications automobiles.
La métallographie des aciers inoxydables est une partie importante du processus global de contrôle qualité dans de nombreux environnements de production. Les principaux tests métallographiques sont :
- La mesure de la granulométrie
- L'examen de la structure générale, y compris de la teneur en martensite, en ferrite, en perlite ou en austénite
- L'identification des phases delta ferrite et sigma
- L'évaluation des carbures et de leur répartition
- L'examen des soudures
La métallographie est également utilisée dans le cadre de l'analyse de défaut pour l'étude des mécanismes de corrosion/d'oxydation.
Fig. 1 :
Acier duplex attaqué par électrolyse avec une solution aqueuse d'hydroxyde de sodium à 40 %, montrant de l'austénite marron et de la ferrite bleue. Fond clair.
Préparation de l'acier inoxydable : Le prépolissage & le polissage
Les aciers inoxydables ferritiques sont tendres tandis que les aciers austénitiques sont ductiles. Ces deux types d'acier sont sujets aux déformations mécaniques lors de la préparation métallographique de l'acier inoxydable.
Le polissage final confère généralement à ces aciers une finition extrêmement réfléchissante.
Cependant, s'ils ne sont pas prépolis minutieusement, la déformation peut réapparaître après l'attaque. En raison de leur dureté, les aciers martensitiques sont relativement faciles à polir. Cependant, un soin particulier doit être apporté afin de préserver les carbures. Fig. 2 :
Acier austénitique insuffisamment poli présentant une déformation après un polissage de 3 µm et une attaque avec Beraha III. Fond clair.
Surmonter les difficultés lors du prépolissage & du polissage des aciers inoxydables
Durant le prépolissage et le polissage, la préservation des carbures et des inclusions peut s'avérer problématique. De plus, les aciers inoxydables austénitiques peuvent subir des déformations et des rayures.
La solution consiste à appliquer une méthode de polissage diamanté minutieuse et à réaliser le polissage final avec de la silice colloïdale ou de l'alumine.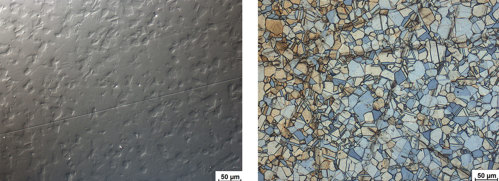
Acier inoxydable insuffisamment poli présentant encore une déformation visible au DIC, non attaqué
Fig 3.2 : 3,2 : Surface de l'acier inoxydable après le polissage final présentant une déformation due à un prépolissage ou à un prépolissage fin. Attaqué avec Beraha III. Fond clair
Le polissage électrolytique des aciers inoxydables
Pour des travaux de recherche ou une vérification rapide de la microstructure générale de l'acierinoxydable, le polissage et l'attaque électrolytique peuvent représenter des alternatives intéressantes au polissage mécanique car ils ne laissent aucune déformation mécanique.
Le polissage électrolytique donne d'excellents résultats pour l'examen de la microstructure de l'acier inoxydable.
Cependant, ce processus peut avoir pour effet de dissoudre certains éléments, comme les petits carbures, et doit donc être réalisé avec précaution.
Avant le polissage électrolytique, les échantillons doivent être prépolis au grain 500# ou à un grain plus fin sur une feuille/un papier de carbure de silicium.
Plus la surface initiale est fine, plus le polissage électrolytique sera efficace.
Soudure au laser dans de l'acier inoxydable, non enrobée, polie par électrolyse avec A2 et attaquée avec de l'acide oxalique dans de l'eau à 10 %. Fond clair.
Méthode de préparation
Polissage et attaque par électrolyse de l'acier inoxydable (prépolissage sur une feuille/un papier Sic 220#, 500# et 1000#) :
Electrolyte : A2
Zone : 5 cm2
Tension : 35 V
Flux : 13
Temps : 25 s
Attaque externe avec support d'attaque pour acier inoxydable :
Solution aqueuse d'acide oxalique à 10 %
Tension : 15 V
Temps : 60 s
Recommandations pour le prépolissage et le polissage des aciers inoxydables
Prépolissage
- Pour les aciers inoxydables tendres et ductiles, il est vivement recommandé d'éviter d'utiliser des films/papiers de prépolissage à grains grossiers et d'exercer de fortes pressions car cela pourrait entraîner de profondes déformations.
- En règle générale, il convient d'utiliser le grain le plus fin possible adapté à la zone de l'échantillon et à la rugosité de la surface.
Polissage
- Toute déformation issue de la première étape de prépolissage et qui n'est pas éliminée par un prépolissage fin laissera des traces. Ces traces peuvent être éliminées dans le cadre du polissage final mais ce processus prendra plus de temps.
- Le prépolissage fin doit être effectué avec un diamant sur un disque rigide (MD-Largo) ou (comme alternative pour certains types d'aciers inoxydables) sur un drap MD-Plan ou MD-Sat.
- Le prépolissage fin doit être suivi d'un polissage diamanté minutieux sur un drap moyennement dur puis d'un polissage final avec de la silice colloïdale (ex. OP-S) ou de l'alumine (OP-A) afin d'éliminer toutes les rayures fines. Cette dernière étape doit être réalisée avec minutie et peut prendre plusieurs minutes. Un bon polissage final augmente les chances d'obtenir un meilleur contraste.
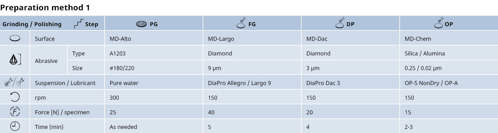
Méthode de préparation pour échantillons en acier inoxydable, diamètre 30 mm, montés sur Tegramin semi-automatique, diamètre 300 mm. Au lieu de DiaPro, ; le polycristallin P peut être utilisé avec un lubrifiant vert/bleu.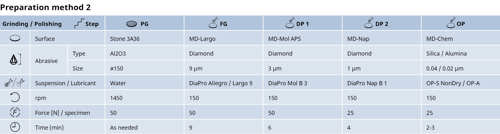
Méthode de préparation pour échantillons d'acier inoxydable de 65x30 mm enrobés à froid ou non enrobés à l'aide de l'équipement MAPS ou AbraPlan/AbraPol de Struers, 350 mm de diamètre avec prépolissage à la pierre.
Comme alternative au DiaPro, le polycristallin P peut être utilisé avec le lubrifiant vert/bleu
Pour en savoir plus
- Pour enrichir vos connaissances et votre expertise dans ce domaine, veuillez vous reporter à notresection consacrée au prépolissage et au polissage
- Découvrez notre gamme de machines et d'équipements de prépolissage et de polissage
- Procurez-vous des consommables et des accessoires pour le prépolissage et le polissage métallographiques
Téléchargez la note d'application incluant les méthodes de préparation
L'attaque d'aciers inoxydables
Attaquer des aciers inoxydables nécessite un certain niveau d'expérience et de la patience. Il existe une multitude de réactifs d'attaque sur le marché, alors nous vous recommandons d'essayer plusieurs réactifs d'attaque afin de vous concocter un panel de solutions adaptées aux matériaux que vous préparez régulièrement dans votre laboratoire.
Pour obtenir de bons résultats, il est important de terminer par un polissage suffisant aux oxydes.
Vous pouvez en savoir plus sur l’utilisation de l’attaque pour mieux visualiser la microstructure ou la macrostructure de votre échantillon ici.
Voici quelques réactifs d’attaque qui se sont avérés efficaces dans les applications quotidiennes de routine.
L'attaque chimique
Précaution : Pour travailler avec les réactifs chimiques, toujours suivre les précautions de sécurité préconisées.
Acier martensitique
1) Réactif d'attaque V2A :
100 ml d'eau
100 ml d'acide chlorhydrique
10 ml d'acide nitrique
Attaquez à température ambiante ou jusqu'à 50 °C
2)
33 ml d'eau
33 ml d'éthanol
33 ml d'acide chlorhydrique
1,5 g de chlorure de cuivre II (Kalling I)
3)
100 ml d'eau
100 ml d'acide chlorhydrique
5 g de chlorure de cuivre II (Kalling II)
Acier austénitique
1) Réactif d'attaque V2A :
100 ml d'eau
100 ml d'acide chlorhydrique
10 ml d'acide nitrique
Attaquez à température ambiante ou jusqu'à 50 °C
2) Réactif d'attaque Adler :
25 ml d'eau distillée
50 ml d'acide chlorhydrique
15 g de chlorure de fer III
3 g de tétrachlorocuprate de diammonium (II)
Peut être utilisé pour les aciers inoxydables non dilué ou mélangé à de l'eau ou de l'éthanol jusqu'à un rapport 1:1
3)
100 ml d'eau
300 ml d'acide chlorhydrique
15 ml de peroxyde d'hydrogène (30 %)
Réactif d'attaque colorante II :
Solution mère
800 ml d'eau distillée
400 ml d'acide chlorhydrique
48 g de bifluorure d'ammonium
Pour l'attaque, ajoutez 1-2 g de métabisulfite de potassium à 100 ml de cette solution mère
Réactif d'attaque colorante Lichtenegger & Bloech :
100 ml d'eau distillée
20 g de bifluorure d'ammonium
0,5 g de métabisulfite de potassium
Peut être utilisé pour les aciers austénitiques et duplex
Attaque électrolytique
Attaque électrolytique
Pour les aciers austéno-ferritiques (duplex) :
Solution aqueuse d'hydroxyde de sodium à 20-40 %
Tous les aciers inoxydables :
Solution aqueuse d'acide oxalique à 10 %
Pour les mesures automatiques de la granulométrie des aciers austénitiques :
60 % d'eau distillée
40 % d'acide nitrique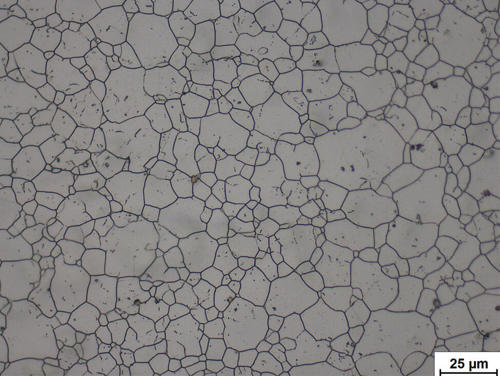
Fig. 5: Acier austénitique, attaqué électrolytiquement avec de l'acide nitrique dans de l'eau, présentant uniquement des joints de grains et pas de macles. Idéal pour les mesures automatiques de la granulométrie
Interpréter les microstructures de l'acier inoxydable
Les aciers inoxydables ferritiques ne réagissent pas au durcissement. Cependant, leurs propriétés peuvent être influencées par le travail à froid. Ils sont magnétiques à température ambiante. À l'état recuit, la microstructure se compose de grains de ferrite dans lesquels de fins carbures sont intégrés. Les aciers ferritiques utilisés pour l'usinage contiennent une grande quantité de sulfures de manganèse afin de faciliter la coupe. Les aciers inoxydables martensitiques réagissent au traitement thermique.
La martensite se forme suite à un refroidissement rapide. Les propriétés de ces aciers peuvent être optimisées à l'aide d'un traitement de trempe. Les alliages sont magnétiques. Selon le traitement thermique utilisé, la microstructure peut varier d'une structure martensitique pure à une martensite finement trempée. Certains alliages et certaines dimensions de produits semi-finis nécessitent des températures et des temps de traitement thermique complexes.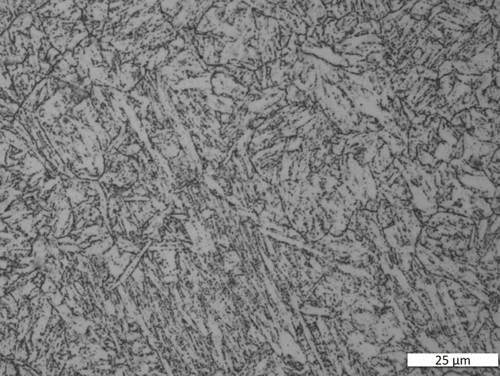
Acier chromé martensitique, poli et attaqué électrolytiquement avec A2.
Dans certaines soudures en acier résistantes à la corrosion, une certaine quantité de ferrite delta est nécessaire afin d'améliorer la résistance aux fissures à chaud.
Cependant, la ferrite delta est généralement une phase indésirable car les longs temps de recuit avec une haute teneur en chrome peuvent transformer la ferrite delta en phase intermétallique fer-chrome, particulièrement dure et friable. Le chauffage jusqu’à 1 050 °C et la trempe ultérieure éliminent la phase sigma et donc la fragilisation.
Les aciers inoxydables austénitiques ne répondent pas au traitement thermique. Par contre, un refroidissement rapide permet de les attendrir au maximum. Dans cet état, ils ne sont pas magnétiques et leurs propriétés sont influencées par le travail à froid. La microstructure de ces aciers se compose de grains d'austénite pouvant présenter un maclage.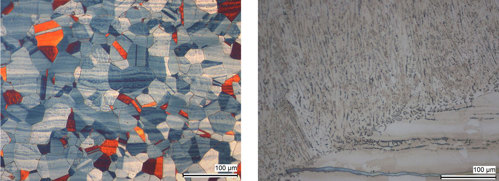
Acier austénitique avec macles et ségrégations. Soumis à une attaque colorante avec Lichtenegger and Bloech. DIC.
Fig. 8 : Ferrite delta dans une soudure en acier austénitique (petits cordons foncés) et lignes de ferrite delta dans la partie soudée (gris-bleu) ; attaque électrolytique avec une solution aqueuse d'hydroxyde de sodium à 40 %. Fond clair
Exposer ces aciers à des températures élevées comprises entre 600 et 700 °C peut entraîner la formation de carbures complexes à l'intérieur des grains d'austénite.
Ce phénomène conduit à un appauvrissement du chrome dans la solution solide d'austénite qui a pour effet d'accroître la sensibilité à la corrosion ou à l'oxydation intergranulaire.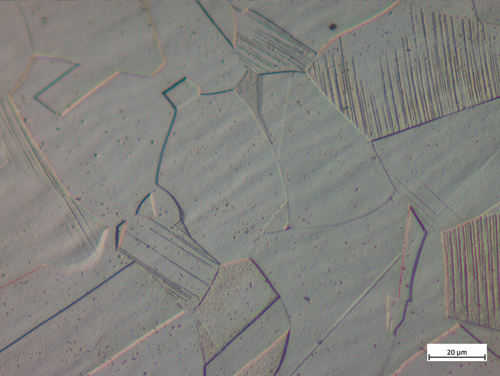
Tube en acier austénitique avec des macles et une déformation dues à un travail à froid ; attaqué avec une solution d'acide oxalique à 10 %, DIC
La réduction de la teneur en carbone à un niveau inférieur à 0,015 % et l'ajout de petites quantités de titane, de niobium ou de tantale permettent de réduire le risque de corrosion intergranulaire car ces éléments forment des carbures plutôt que du chrome.
La ferrite delta peut apparaître suite à un traitement thermique extrême dans des aciers martensitiques ou un travail à froid d'aciers austénitiques.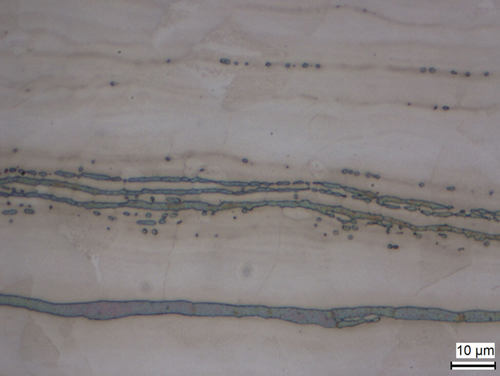
Cordons de ferrite delta dans une matrice d'acier austénitique, attaqués électrolytiquement avec de l'hydroxyde de sodium dans de l'eau (20 %) Les aciers inoxydables austéno-ferritiques (duplex) se composent de ferrite et d'austénite.
Une attaque électrolytique dans une solution de soude caustique à 20…40 % révèle la structure, et le pourcentage exact de chaque phase peut être estimé. Ces aciers sont ductiles et sont particulièrement utilisés dans les industries agroalimentaire, papetière et pétrolière.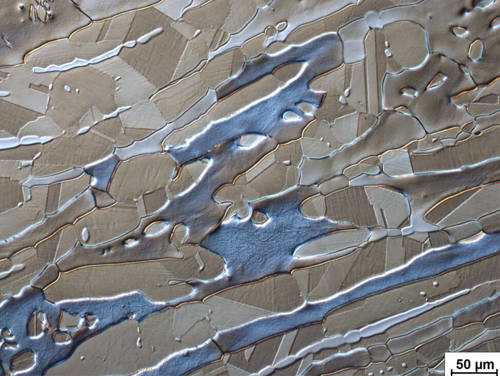
Acier duplex forgé présentant de la ferrite bleue et de l'austénite marron clair à marron foncé. Double attaque électrolytique ; première attaque avec une solution d'acide oxalique dans de l'eau à 10 % et deuxième attaque avec une solution d'hydroxyde de sodium dans de l'eau à 20 %; DIC
Résumé
Les aciers inoxydables sont des aciers résistants à la corrosion avec des teneurs élevées en chrome et nickel. Les aciers ferritiques et austénitiques sont plus tendres que les aciers inoxydables martensitiques et présentent une ductilité supérieure. La dureté et la ductilité peuvent varier en fonction de l'alliage et du traitement thermique. Cependant, ces deux types d'acier sont sujets aux déformations mécaniques et rayures lors de la préparation métallographique mécanique. Par conséquent, la préparation électrolytique représente une bonne alternative aux processus de prépolissage et de polissage mécaniques.
Afin de préparer au mieux l'acier inoxydable avec un polissage mécanique, il convient de suivre les recommandations suivantes :
- Éviter les grains abrasifs grossiers pour le prépolissage plan.
- Réaliser un prépolissage fin et un polissage diamanté minutieux afin de garantir l'élimination de toutes les déformations dues au prépolissage plan.
- Réaliser un polissage final aux oxydes avec de la silice colloïdale ou de l'alumine afin d'obtenir une surface exempte de déformations.
Une procédure en quatre étapes, réalisée sur un équipement de préparation automatique, produit des résultats satisfaisants et reproductibles.
Les aciers inoxydables sont difficiles à attaquer chimiquement et les réactifs d'attaque recommandés sont très corrosifs et nécessitent d'être manipulés avec précaution.
Il est recommandé d'opter pour un polissage et une attaque électrolytiques car ces processus permettent d'obtenir une surface exempte de déformations. Cependant, ils ne permettent pas toujours de préserver les carbures.
Apprenez-en davantage sur d'autres matériaux
Pour en savoir plus sur la matérialographie d'autres métaux et matériaux, veuillez vous reporter à notre page consacrée aux matériaux.

Toutes les images ont été fournies par Holger Schnarr, spécialiste application, Allemagne
Pour de plus amples informations sur la préparation métallographique de l'acier inoxydable, veuillez contacter nos spécialistes application.