Préchauffage
En présence d’échantillons poreux et/ou sensibles à la pression tels que les minéraux ou les éléments électroniques, il peut s’avérer utile de faire fondre la résine en la chauffant avant d’appliquer la pression. Le préchauffage est également efficace lors de l'utilisation de résines thermoplastiques.
Le Mode Sensible divise le temps de chauffage en deux phases (préchauffage et chauffage), la force étant appliquée uniquement pendant la phase de chauffage et non pendant la phase de préchauffage.
Échantillons sensibles à la température
La temperature d’enrobage peut être réduite à 150 °C pour tous les types de résine. Il peut s’avérer utile de procéder de la sorte en présence de matériaux sensibles à la température. Lorsque la température est réduite, le temps de chauffage recommandé doit être augmenté en conséquence.
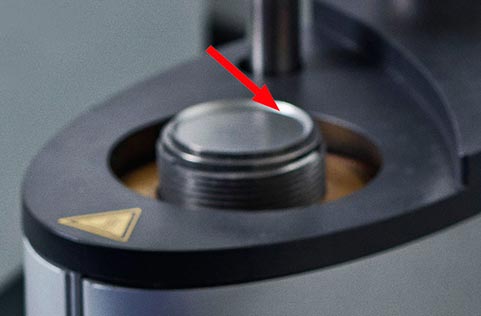
Piston chanfreiné
Un échantillon enrobé peut présenter des arêtes vives qui pourraient abîmer le support de polissage. Pour éviter ce problème, on optera pour un piston aux bords chanfreinés. Le piston chanfreiné permet d’éliminer tout risque d’endommagement du cylindre de l'unité d’enrobage par des échantillons durs.