銅と銅合金の金属組織学試料作製

銅は幅広い産業で一般的に使用されています。しかし、その極端な延性により、変形や傷が付きやすくなります。ここでは、いかなる金属組織検査用のアルミニウム試料作製方法も迅速かつ効果的に学ぶことができます。
アルミニウムとアルミニウム合金の主要特性
銅はしなやかな金属で簡単に加工成形したり、成型することができます。 魅力的な色、腐食抵抗性、高い電気と熱伝導率のために電子製品、自動車、建設、化学、食品と飲料などの産業で幅広く使用されています。
純度が高くなると、銅の電気と熱伝導率はさらに高まります。 純銅または無酸素の銅は特定の用途にしか使用されません。
銅の一般的な産業用途には以下が含まれます。
- 自動車産業におけるケーブル、開閉装置部品、変圧器、モーター巻線および発電機
- 化学、食品、飲料業界におけるチューブ、容器、熱交換器
- 建築業界における建物の外観、屋根、ポータブル送水管、暖房設備
- 低温技術とエアコン
- 電子産業における半導体、スイッチ、真空技術によるシーリングリング、および電子管
銅製造プロセス
金属銅は自然に発生するものもありますが、主に冶金製錬プロセスにおいて硫化鉱から抽出されています。 4つの主なステップがあります。
1. 最初の精錬プロセスで、銅精鉱が抽出され、銅マットが作られます(Cu 75 % )。
2. 転炉の中で液体マットに空気が吹き込まれ、硫化物が酸化されて粗銅が作られます(CU 96-98 % )。
3. 粗銅はアノード陽極炉で精製され、陽極銅が作られます(Cu 99 % )。
4. 電解精錬を通して不純物(Ni、Pb、Ag、Pd、およびAu)が取り除かれると、銅陰極が作られます(Cu 99.99 %)。
湿式製錬法でも少量の銅を作ることができます。
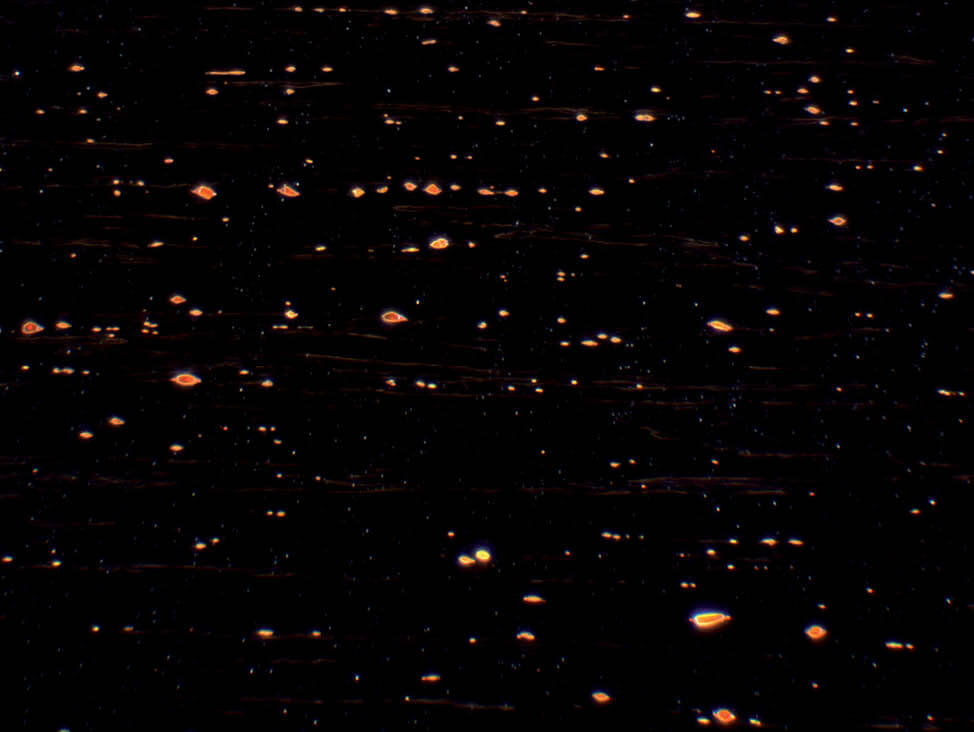
図1: 赤色酸化銅の銅、暗視野、500x
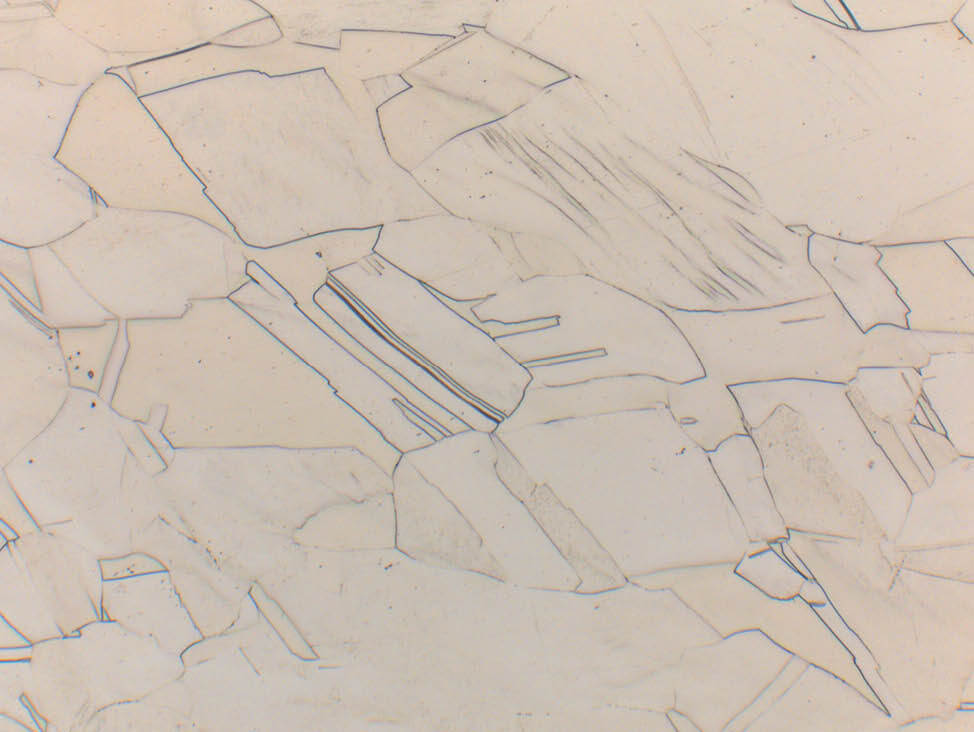
図2: ペルオキシ二硫酸アンモニウムでエッチング加工を施した無酸素銅、100x
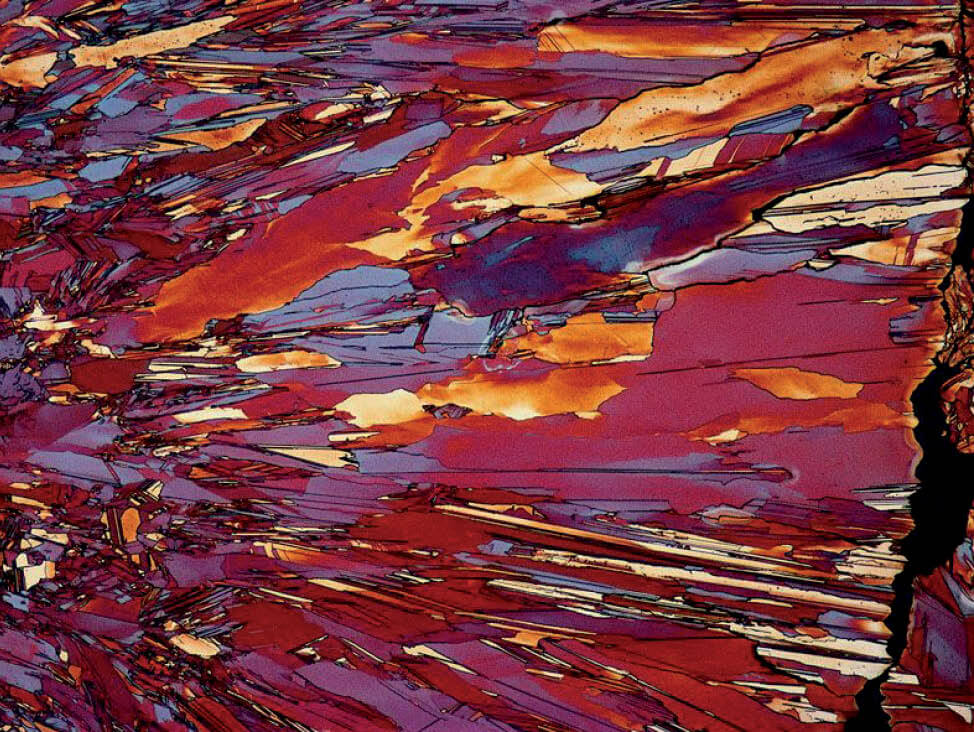
図3: 銅陰極、Klemmによるエッチング、100x
銅合金
銅合金には多くの種類があり、亜鉛(黄銅)やスズ(青銅)はその代表的な例です。
黄銅(銅亜鉛合金)
黄銅は5~45 %の亜鉛を含む銅合金です。 銅は亜鉛に溶けやすく、合金は均一性に富んでいます。 亜鉛の含有率が増加すると、赤銅色が黄銅の黄色に変化します。 黄銅は硬度がより高くなり、加工しやすいという特徴があります。
- 亜鉛の割合が28%未満になると、赤真鍮と呼ばれ、特に加工に適しています。
- 亜鉛を37%まで含有する合金はα固溶体から構成され、冷間鍛造に適しています。
- 亜鉛を38%以上含有する合金は、α-β相の微細構造を持つ二相組織を呈し、熱間鍛造に適しています。
アルミニウム、マンガン、鉄、ニッケル、スズ、または少量の鉛を加えることで、特定の化学的または機械的な特性を持つ特殊なタイプの黄銅が出来上がります。
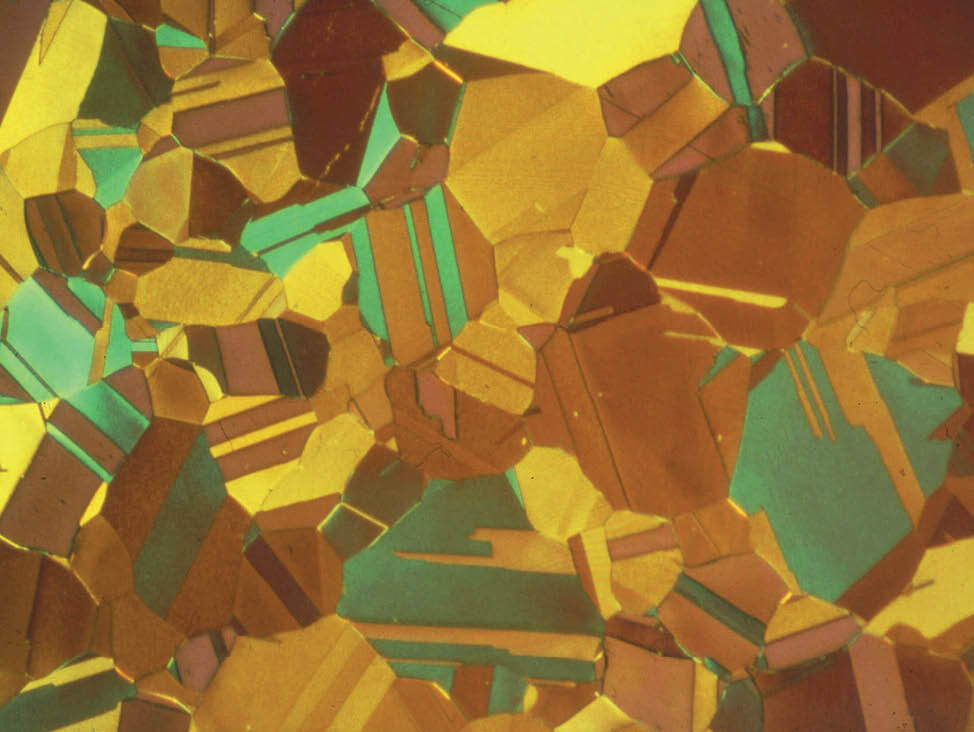
図4:α黄銅、カラーエッチング加工、 200x
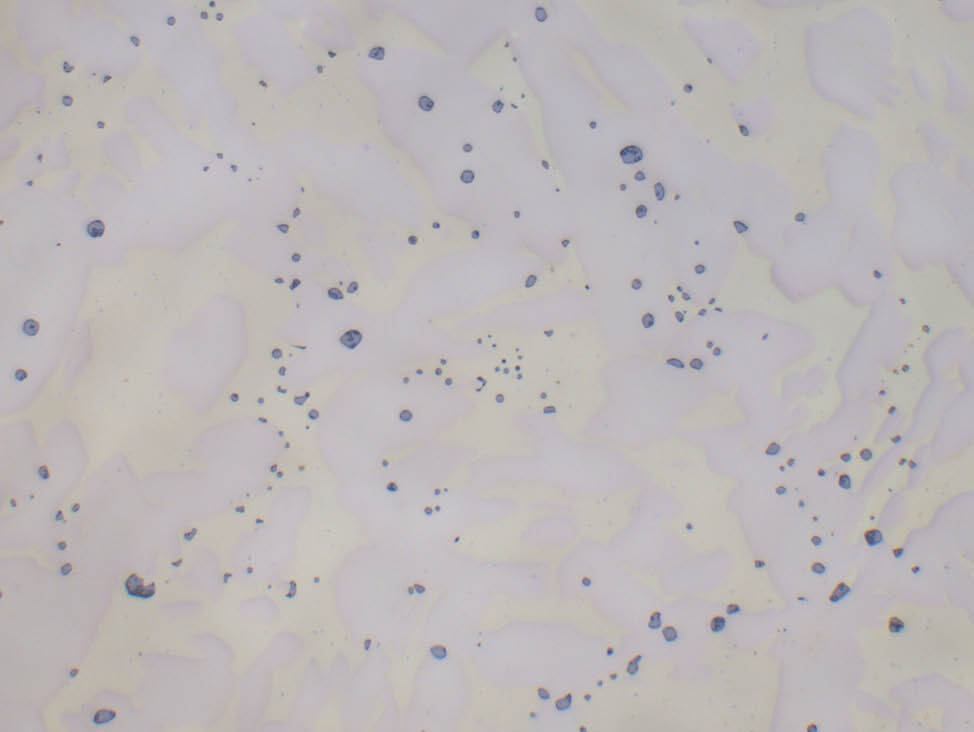
図4:青灰色の鉛介在物を含むα-β黄銅鋳物 (CuZn40Pb2) 、エッチング加工なし、500x
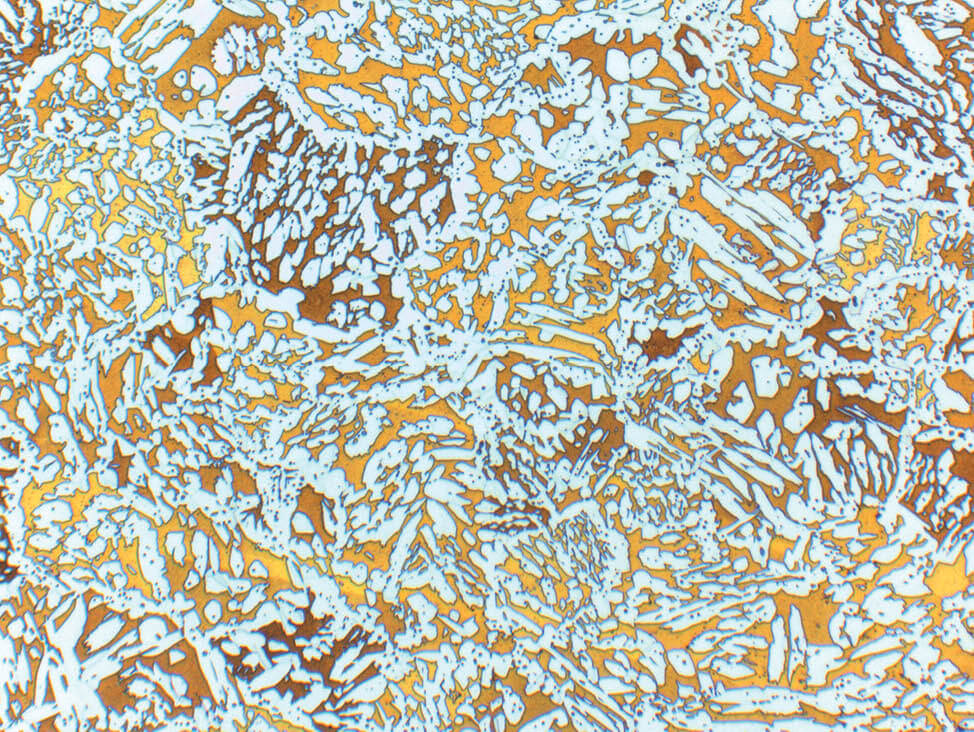
図6:α-β黄銅鋳物、Klemmによるエッチング、β-固溶体の暗いマトリックス中の明るいα-固溶体、 100x
青銅 (銅錫合金)
青銅は鍛造合金、鋳造合金、ベルキャストという3つのタイプに分かれています。 必要な特性に従って少量の亜鉛、リン、鉛、ニッケルまたは鉄を加えることができます。
| 特定の真鍮合金とその特性 | |
| ガンメタル(Cu-Sn-Zn) | 優れた耐食性と低摩擦係数 |
| アルミニウムブロンズ(最大 11 % のアルミニウム) | 高温での高い強度、非常に優れた耐食性 |
| ベリリウムブロンズ | 高い強度と硬度を持ち、他の金属にぶつかったり衝突したりしても火花を発生させません。 |
| 銅ニッケル合金 | 優れた耐腐食性 |
| 銅ニッケル亜鉛合金(ドイツ銀) | 高強度、優れた耐食性、成形が容易 |
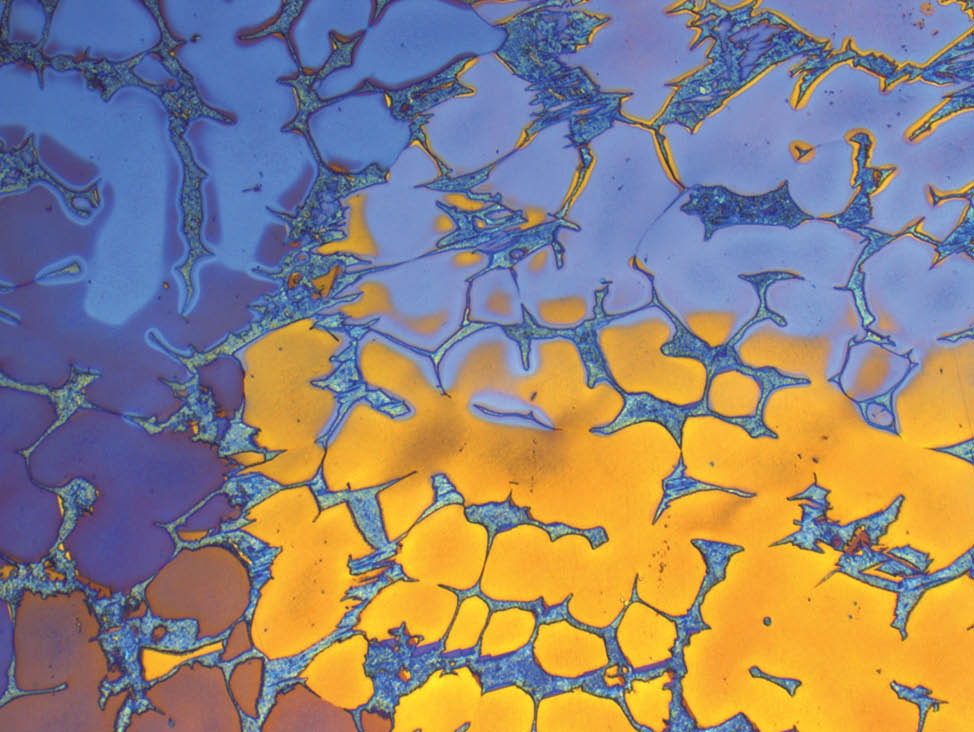
図7: アルミニウム青銅、Klemmによるカラーエッチング、偏光、 200x
アルミニウムとアルミニウム合金の金属組織学
銅と銅合金を取り扱う場合、一般的に粒径測定と純度検査には金属組織検査が使用され、含有酸化銅の定量または定性分析が行われます。
黄銅によっては、加工プロセスに影響するため、鉛の分布を調べる必要があります。
鋳造合金の場合、共晶または鉛の分布および引け空隙や気孔の存在を評価するために、一般的な構造評価に金属組織検査が使用されます。
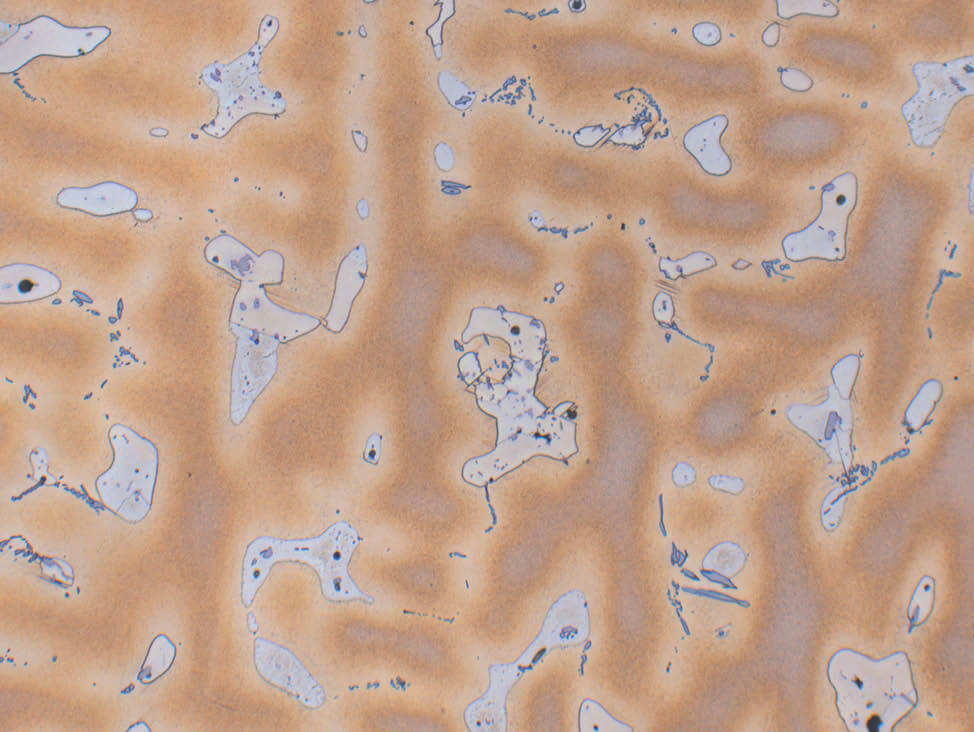
図8: 青銅鋳物 (CuSn10)、塩化鉄(III)によるエッチング加工、樹枝状構造、α-δ共析晶、200x
アルミニウムとアルミニウム合金の金属組織学の課題
純銅は柔らかく、展延性があるため変形しやすく傷がつきやすい特徴があります。 青銅やより硬いの黄銅でもひどい傷がつくことがあります。 これはメタログラファーに問題を生じます。 しかしこれには以下のシンプルなソリューションがあります:
- 粗粒研磨材を避ける
- 軟質布でダイアモンド琢磨を十分に施す
- 化学機械研磨を使用する
銅と銅合金を傷や変形をつけずに迅速かつ正確に金属組織検査用に作製する方法については、詳細の記述をお読みください。
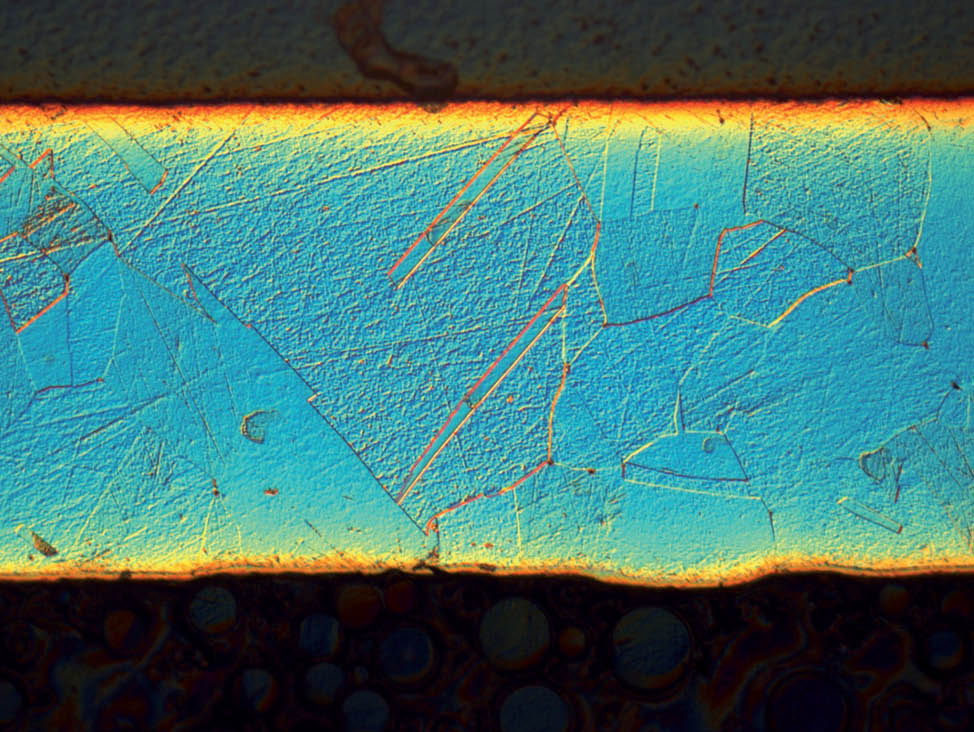
図9: 純銅の銅線、OP-Sの最終琢磨、DIC、200x
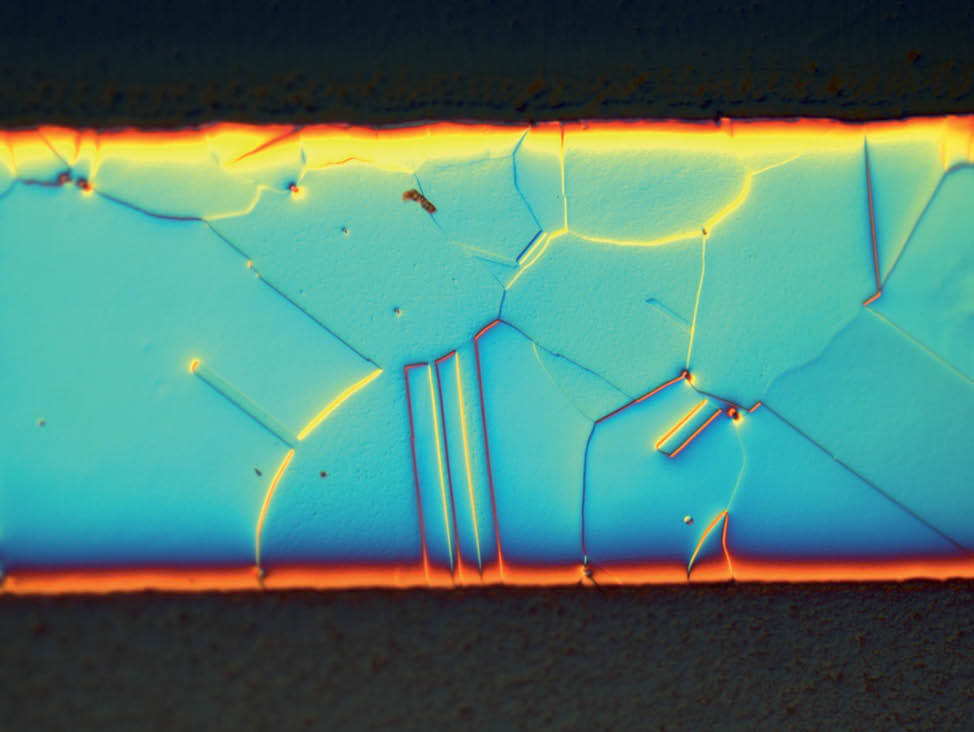
図10: 図9と同じ試料、OP-S-アンモニア/水/過酸化水素混合液の最終琢磨、 DIC、200x
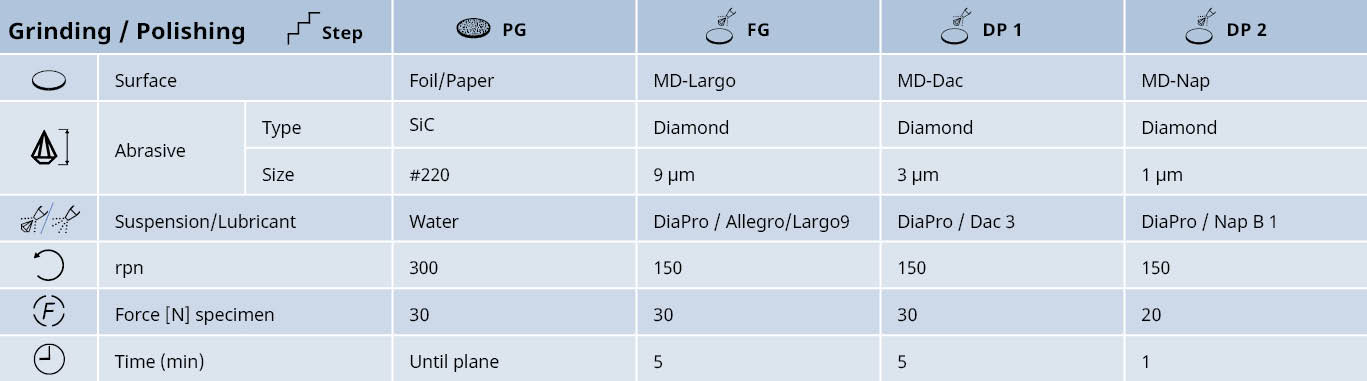
アルミニウムとアルミニウム合金の試料作製機械的な研磨とダイヤモンド琢磨
純度が高くなるにつれ、銅は柔らかくなり、機械的な変形や傷がつきやすくなります。 結果、純度の高い銅では研磨の際、研磨材が表面に押し付けられると著しい変形を起こすことがあります。
多少硬度が高い 銅合金でも、傷つきやすい傾向にあります。 青銅によっては、これらの傷はある個別の結晶粒にのみ起こります。
注記: 下記の作製データは径30㎜の6つの埋込試料をホルダーでクランプして自動研磨と琢磨を実施して取得したものです。
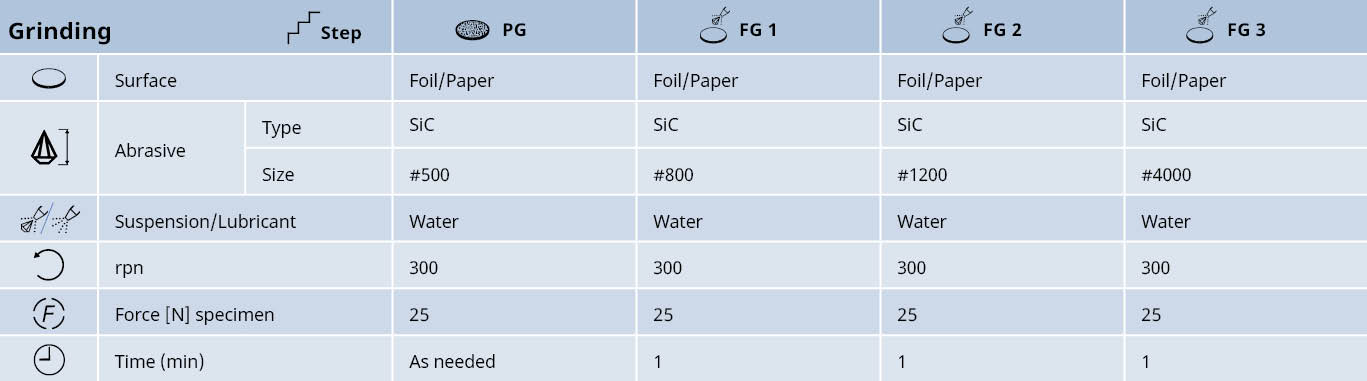
機械研磨
過剰な機械的変形を避けるには、最も微細な砥粒で面出し研磨を実施します。
- 硬度、サイズ、試料の数などを考慮にいれます。 しかし、大きな純銅の試料でも、通常、#500 番手のSiC フォイル/研磨紙 で行う面出し研磨で十分です。
- 大きな銅合金の鋳造部品の場合、#220 または#320の番手で研磨できますが、著しい変形を避けるためには低い加圧力を使うことが重要です。
- 軟質銅合金は微細な砥粒(#4000までの番手)のSiC フォイル/研磨紙 を使って研磨します。
- より硬い合金には、良好な平坦度と端部を保持するために、ダイアモンド砥粒を滴下したMD-Largo を使用します。
純銅と合金含有率の低い銅合金
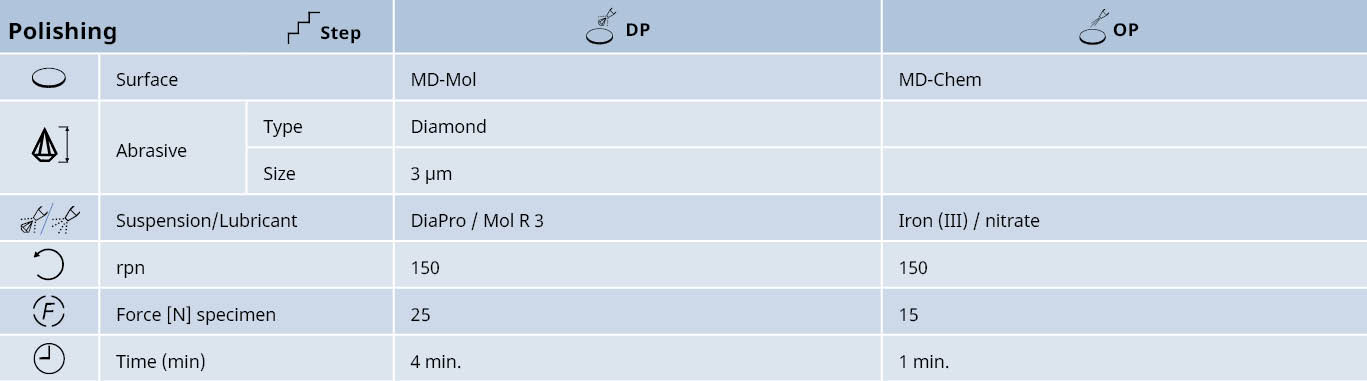
ダイヤモンド琢磨
銅と銅合金は、全ての変形と機械研磨からの埋没した砥粒が取り除かれるまでダイアモンド琢磨を施します。 二酸化珪素による化学機械研磨を使用すれば、ほとんど研磨傷のない表面を作ることができます。
- 純銅には硝酸鉄を含む溶液で最終的なダイアモンド琢磨を施します。
- 銅合金にはOP-S ノンドライ懸濁液 と過酸化水素とアンモニア水の混合液をおすすめします。
純銅と銅合金の最終琢磨: 琢磨/チェックの順序
- 琢磨を始めます。 1分後、顕微鏡で試料をチェックします
- 必要な場合、もう1分琢磨を続け、試料を再度チェックします
- 必要な品質が得られるまで、この順序を続けます
- 作用が早すぎる、または強すぎる場合、この混合物を水で薄めます
- 琢磨の終了約30秒前に水を研磨布にかけ、試料と布をリンスします
- 最後に試料を再度きれいな水で洗い、乾燥します
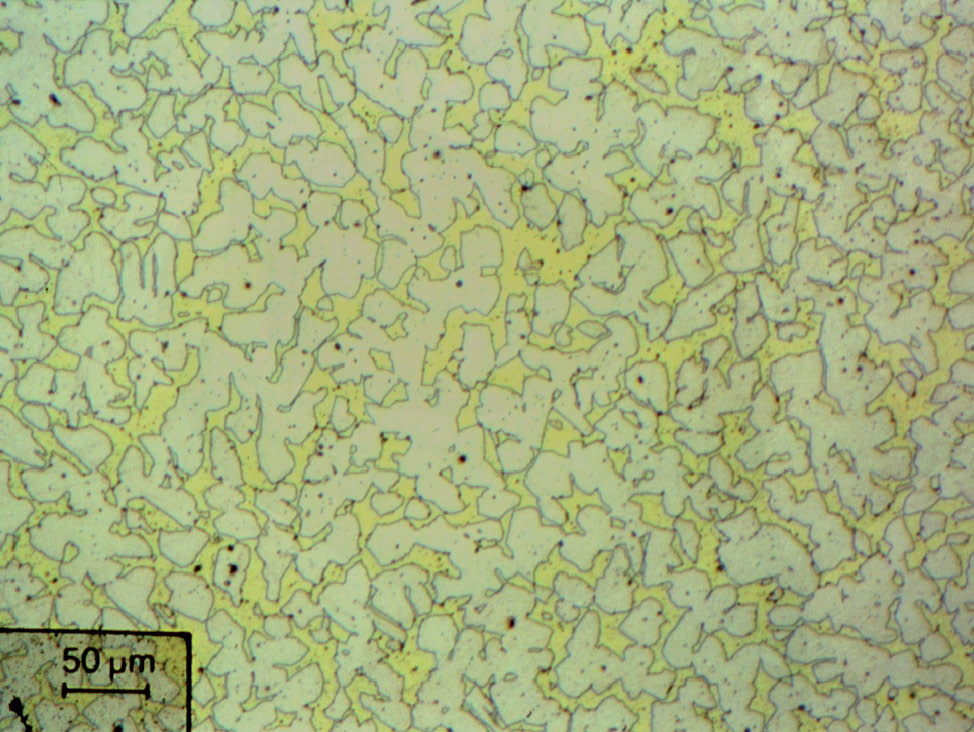
図11: α-β 黄銅鋳物、機械研磨、エッチング加工なし、200x
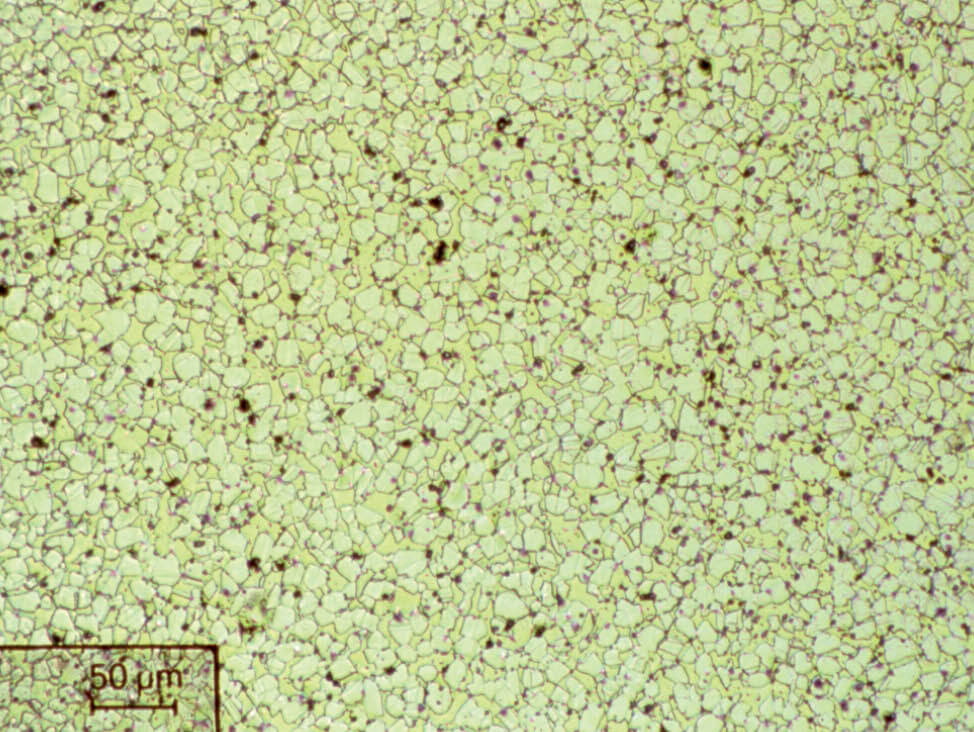
図12: 図11と同じ試料、電解研磨、エッチング加工なし、 200x。 鉛の介在物が脱落されたため、より大きく多量に見えます
銅合金
電解研磨
電解研磨は純銅とα-展伸用黄銅合金に適しています。 二相α-β黄銅も電解研磨できますが、特に合金に鉛が含有されていると、定量分析に適しません。 相が異なるために、鋳造合金は電解研磨に適していません。
電解研磨の前に、#2400または#4000番手のSiCフォイル/研磨紙で精研磨を行います。
弊社のアプリケーションノートで銅の電解研磨のパラメーターをご覧ください
- 弊社の研磨と琢磨セクションでさらに多くの情報、専門知識、知見を入手してください
- 弊社の研磨および琢磨装置と製品ラインアップをご覧ください
- 金属組織検査用の研磨と琢磨用消耗品 とアクセサリー を入手してください。
アルミニウムとアルミニウム合金のエッチング
比較的簡単に塗布することができる銅と銅合金のエッチング液は多数あります。 ほとんどの鋳造合金はエッチング加工を施すことは難しくありません。 しかし特に大幅な冷間加工を実施した展伸用合金には、適切なエッチング液を探すのが困難です。 これらの場合、カラーエッチング加工が役立ちます。
鉛はエッチング液による腐食が起こり、エッチング後、黒色のボイドのみが残ることにご注意ください。 このため、エッチング加工前に顕微鏡写真を撮り、鉛の量と分布を記録する必要があります。 純鉛は青灰色をしています。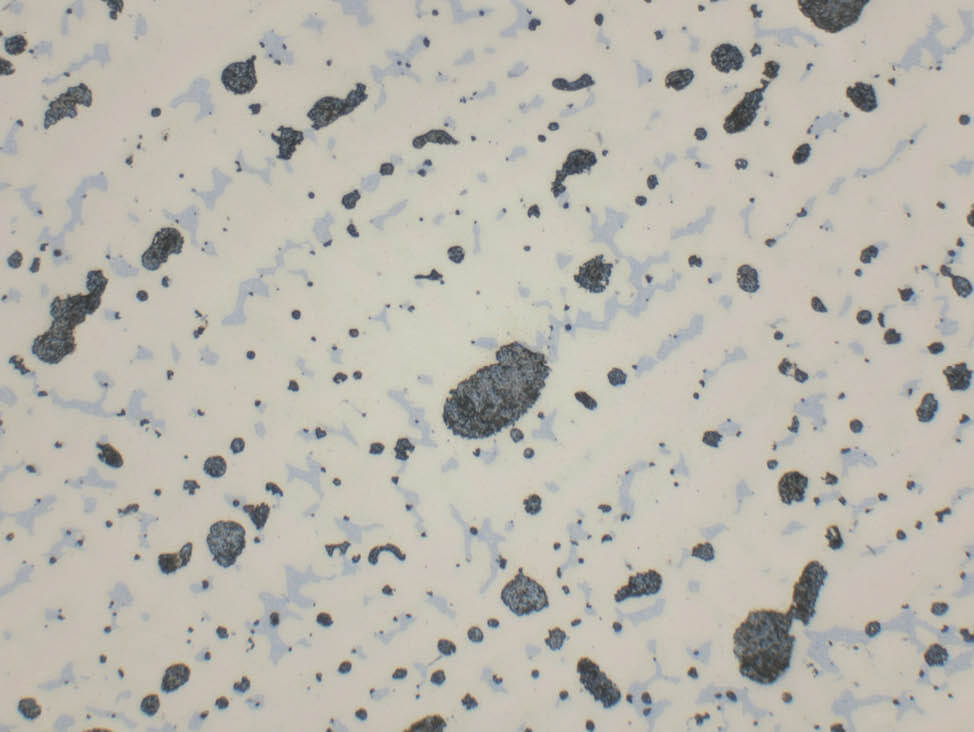
図13: 青銅鋳物 (CuSn8Pb)、エッチング加工なし、大小の青灰色の鉛の介在物を呈する、薄青色のα-δ共析晶が識別できる、500x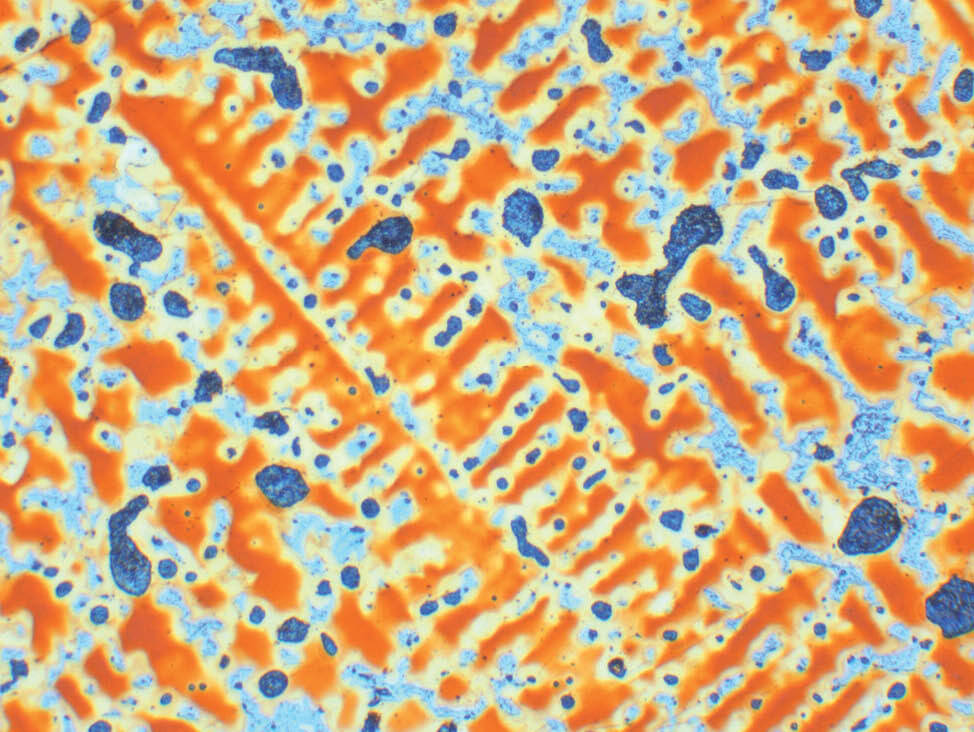
図14: 図13と同じ試料、Klemmによるカラーエッチング。 薄青色の共析晶と樹枝状構造と青色の鉛の介在物が見えるが、小さな鉛の介在物は明確に区別できない、500x
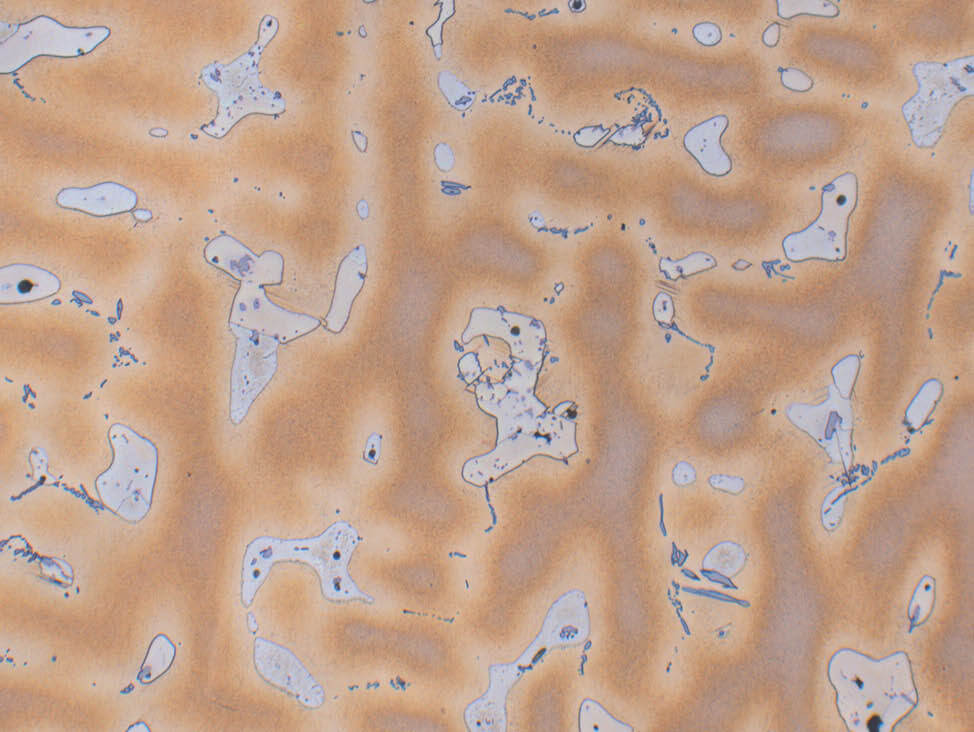
図15: 青銅鋳物 (CuSn10)、塩化鉄(III)によるエッチング加工、樹枝状構造、α-δ共析晶、200x
| アプリケーション | エッチング液 |
| 銅、真鍮、青銅の粒度領域エッチング | 水 100 mlペルオキソ二硫酸アンモニウム10g新鮮なものを使用してください! |
| あらゆる種類の銅 | 水またはエタノール100-120 ml塩酸 20-50 ml 5-10 g の塩化鉄(III) (濃度は変動します) |
粒界 粒領域 |
蒸留水 25 ml アンモニア水 25 ml 5-25 ml の過酸化水素、3% 過酸化水素を減らす 過酸化水素を増やす |
| α-β 真鍮 | 水 120 ml塩化銅(II)アンモニウム10 gアンモニア水を沈殿物が溶解するまで加えます。 |
| 純銅用の高速かつ良好な琢磨 | 水 100 ml100 ml エタノール硝酸鉄(III)19 g |
| Klemm法によるカラーエッチング | チオ硫酸ナトリウム(冷飽和)100 mlピロ亜硫酸カリウム 40 g |
まとめ
銅はその優れた成形性、高い導電性と熱伝導性、および耐食性により、電気工学、食品・飲料などの幅広い産業と用途に使用されています。
銅および銅合金の金属組織は、品質管理における純度検査および結晶粒サイズ判定に使われます。 また、鋳造合金は全体の構造が検査されます。 銅は柔らかく展延性があるため、機械的な変形が起こることがあります。 このため最初の機械研磨ステップには、最も微細な砥粒を使用する必要があります。
機械的研磨による銅と銅合金の試料作製を成功させるために、以下のことが提案されています:
- 研磨中、粗い研磨剤の使用は避ける。
- ダイアモンド琢磨には柔らかい、またはやや柔らかい布を使う。
- 最終的な化学機械研磨は、確実に傷のない表面を取得するために重要です。
アプリケーションノートを入手
金属組織検査用の銅と銅合金試料作製に関するアプリケーションノートをお読みになりますか? ここからダウンロードしてください
その他の材料に関する見識を得てください
その他の金属と材料の微細構造に関する詳細については、、当社の材料ページをご覧ください。
全画像の提供:デンマークのアプリケーションスペシャリスト、 Birgitte Nielsen
金属組織検査用の銅試料作製に関する詳しい情報については、弊社のアプリケーションスペシャリストにお問合せください。