Schleifen und Polieren

Mechanische Präparation
Die mechanische Präparation ist das am häufigsten verwendete Verfahren für die Präparation materialographischer Proben für die mikroskopische Untersuchung. Die jeweiligen Anforderungen an die präparierte Oberfläche sind durch die nachfolgende Untersuchung bzw. Analyse vorgegeben. Proben können mit einer perfekten Endoberfläche, dem wahren Gefüge, präpariert werden, sie können aber auch nur soweit bearbeitet werden, bis die Oberfläche für eine bestimmte Untersuchung geeignet ist.
Ziele der Präparation
Unabhängig von den gewünschten Ergebnissen werden mit jeder Präparation immer folgende Ziele verfolgt:
- Erhalt aller Gefügebestandteile
- Oberfläche ohne Riefen und Verformungen
- Keine Fremdpartikeln in der Probenoberfläche
- Plane, hoch reflektierende Oberfläche
- Geringstmögliche Kosten pro Probe
- Vollständige Reproduzierbarkeit der Präparation
Der Grundprozess der mechanischen Probenpräparation ist der Materialabtrag, bei dem Schleifpartikel in aufeinanderfolgenden feineren Schritten Material von der Oberfläche entfernen, bis das gewünschte Ergebnis erreicht ist.
Es gibt drei Mechanismen für den Materialabtrag: Schleifen, Polieren und Läppen. Sie unterscheiden sich durch unterschiedlich starke Verformung der Probenoberflächen während der Bearbeitung.
Schleifen und Polieren in der Praxis
Das Ziel der materialographischen Probenpräparation ist die Darstellung des wahren Gefüges einer Probe, gleichgültig, ob es sich dabei um Metall, Keramik, Sinterkarbid oder einen anderen festen Werkstoff handelt.
Am einfachsten wird dies mit einer systematischen Präparationsmethode erreicht. Besteht die Aufgabe darin, denselben Werkstoff regelmäßig im selben Zustand zu untersuchen, sollte dabei immer dasselbe Ergebnis erzielt werden. Das bedeutet reproduzierbare Präparationsergebnisse.
Für die Probenpräparation der meisten Werkstoffe gelten bestimmte Grundregeln. Unterschiedliche Materialien mit vergleichbaren Eigenschaften wie Härte oder Duktilität reagieren ähnlich, sodass sie mit denselben Verbrauchsmaterialien präpariert werden können. Aus diesem Grund werden alle Werkstoffe anhand ihrer Eigenschaften in das Metalogram aufgenommen und nicht entsprechend ihrer Werkstoffgruppe.
Präparationszeit von 60 auf 11 Minuten verkürzt
Wahl der Präparationsmethode
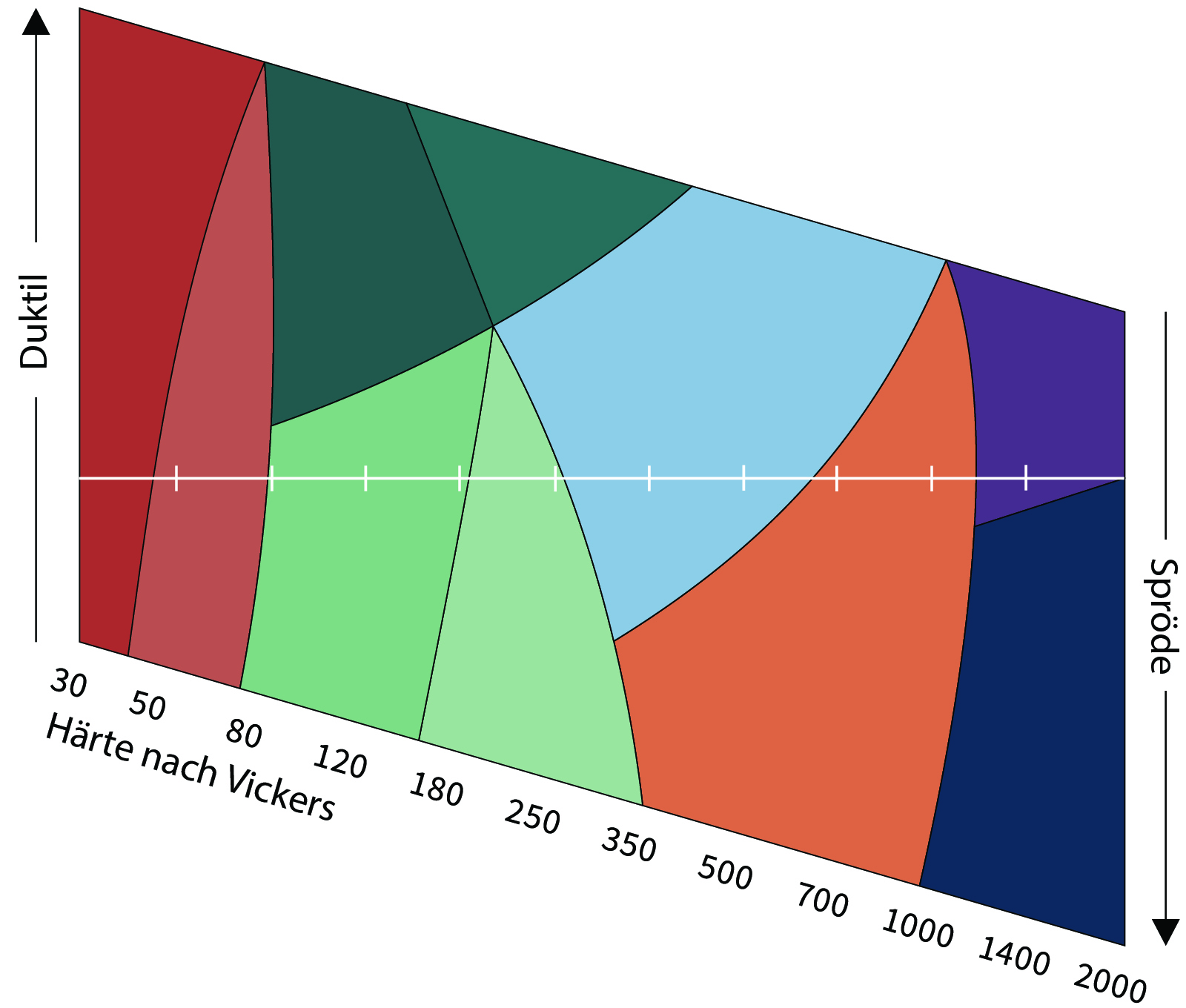
Im Metalogram sind Werkstoffe anhand ihrer physikalischen Eigenschaften, genauer gesagt Härte und Duktilität, dargestellt.
- Härte: Härte ist die am einfachsten zu bestimmende Eigenschaft, ist aber für die Wahl der geeignetsten Präparationsmethode nicht aussagekräftig genug.
- Duktilität: Die plastische Verformung eines Werkstoffs ist ein wichtiger Parameter beim Schleifen und Polieren. Anhand der Duktilität ist eine Aussage über die Reaktion eines Werkstoffs auf einen mechanischen Abtrag möglich.
Die X-Achse repräsentiert die Härte nach Vickers (HV). Die Werte sind nicht linear dargestellt, da die Auswahl an Präparationsmethoden für weichere Werkstoffe größer ist als für härtere. Die Form des Metalograms ergibt sich aus der Tatsache, dass weichere Werkstoffe im Allgemeinen zäher und härtere Werkstoffe im Allgemeinen spröder sind.
Wahl der Präparationsmethode
1. Zunächst wird die Härte auf der X-Achse gesucht.
2. Dann wird die entsprechende Duktilität darüber oder darunter auf der Y-Achse gefunden. Im Gegensatz zur Härte lässt sich die Duktilität nicht ohne Weiteres mit einem bestimmten Wert angeben.
3. Deswegen sollte die Duktilität anhand eigener, zurückliegender Erfahrungen auf der Y-Achse gefunden werden, was eine gewisse Erfahrung mit dem Werkstoff voraussetzt.
Metalogram-Methoden
Das Metalogramm ist in 10 farbige Bereiche unterteilt, die jeweils eine Präparationsmethode für Werkstoffe mit ähnlichen Eigenschaften darstellen. Wenn die spezifischen Werkstoffeigenschaften nicht bekannt sind, kann die Präparationsmethode anhand der Bezeichnung der Methodengruppe ausgewählt werden.










Präparationsparameter
Jede Präparationsmethode umfasst einen sorgfältig abgestimmten Satz Parameter für ein Schleif- oder Polierverfahren. Diese Parameter sind nachstehend kurz erläutert.

Unterlage
Die Unterlage wird entsprechend dem verwendeten Gerät, dem Probenmaterial und den Anforderungen an die Präparation gewählt. Jede Unterlagengruppe, d. h. Schleifstein, Schleif- oder Polierpapier, Scheiben oder Tücher zum Schleifen oder Polieren, zeichnet sich durch bestimmte Eigenschaften wie Bindung und Art des Schleifmittels, Härte, Stoßelastizität, Oberflächenmuster und Faserlänge aus.

Körnung/Korngröße
Eine Präparation beginnt immer mit der kleinstmöglichen Korngröße, um eine übermäßige Beschädigung der Proben zu vermeiden. In den anschließenden Präparationsschritten wird immer die nächste höchstmögliche Körnung gewählt, um die Präparationszeit so kurz wie möglich zu halten.
Schleifmittel
Die Abtragsrate beim Schleifen und Polieren ist in erster Linie von dem verwendeten Schleifmittel abhängig. Diamanten gehören zu den härtesten bekannten Werkstoffen, da sie eine Härte von etwa 8.000 HV haben. Das bedeutet, dass er mühelos alle Materialien und Phasen durchschneiden kann. Es stehen unterschiedliche Diamanttypen zur Verfügung. Zahlreiche Tests haben gezeigt, dass die hohe Abtragsrate und die geringe Kratzertiefe auf die zahlreichen kleinen Schneidkanten zurückzuführen sind, die polykristalline Diamanten aufweisen. Siliziumkarbid, SiC, mit einer Härte von etwa 2.500 HV ist ein weitverbreitetes Schleifmittel für Schleifpapiere in erster Linie für Nichteisenmetalle. Aluminiumoxid mit einer Härte von etwa 2.000 HV wird vorzugsweise als Schleifmittel für Schleifsteine verwendet, die hauptsächlich bei der Präparation von Eisenmetallen zum Einsatz kommen. Aluminiumoxid war früher auch ein beliebtes Poliermittel, seit der Einführung von Diamanten für diese Technik hat es jedoch deutlich an Bedeutung verloren. Kolloides Silizium wird zum Herstellen kratzerfreier Oberflächen beim Oxidpolieren verwendet. Generell sollte die Härte eines Schleifmittels die 2,5- bis 3.0-fache Härte des zu präparierenden Werkstoffs aufweisen. Verwenden Sie nie weichere Schleifmittel, das könnte zu unerwünschten Präparationsartefakten führen. Die Menge an aufzubringendem Schleifmittel hängt von der Schleif-/Polierunterlage und der Härte der Probe ab. Ein Schleif- oder Poliertuch mit geringer Stoßelastizität für harte Proben verlangt mehr Schleifmittel als ein entsprechendes Tuch mit höherer Stoßelastizität für weichere Proben, da das Schleifmittel schneller verbraucht wird.

Schmiermittel
Schmiermittel werden in Abhängigkeit von der Art des Werkstoffs und der Präparationsstufe eingesetzt. Je nach Flüssigkeitseigenschaften zeigen sie eine unterschiedlich hohe Kühl- und Schmierwirkung.
Dünnflüssige Schmiermittel beispielsweise haben eine hohe Kühlwirkung, aber nur eine geringe Schmierfunktion. Es gibt spezielle Schmiermittel zum Polieren von weichen und zähen Werkstoffen, Schmiermittel auf Alkohol- oder Wasserbasis und vieles mehr.
Schmier- und Kühlwirkung werden genau auf die Art des Werkstoffs und die für die Präparation verwendete Schleif- oder Polierscheibe abgestimmt. Als Faustregel gilt, dass weichere Werkstoffe mehr Schmiermittel verlangen, um Beschädigungen zu vermeiden, aber dafür weniger Schleifmittel, da dieses nicht so schnell seine Wirkung verliert. Harte Werkstoffe wiederum verlangen weniger Schmiermittel, aufgrund des höheren Verbrauchs aber deutlich höhere Schleifmittelmengen. Nur wenn die Menge an Schmiermittel genau auf die gewählte Methode abgestimmt ist, lassen sich optimale Ergebnisse erzielen.
Poliertücher sollten feucht, aber nicht nass sein. Ist die Menge an Schmiermittel zu hoch, wird Schleifmittel von der Scheibe gespült und sammelt sich in einer zunehmend dickeren Schicht zwischen Probe und Scheibe an. Dadurch wird der Materialabtrag deutlich reduziert.
All-In One-Diamantsuspensionen enthalten sorgfältig aufeinander abgestimmte Schmier- und Kühlmittel, um die jeweilige Präparationsmethode zu optimieren.
Drehzahl
Beim Planschleifen wird eine hohe Drehzahl gewählt, um den Materialabtrag zu beschleunigen. Beim Feinschleifen, Diamantpolieren und Oxidpolieren sind Drehzahlen um 150 U/min für sowohl Schleif-/Polierscheibe und Probenhalter üblich. Beide Teile drehen im Gleichlauf. Bei ungebundenem Schleifmaterial würden diese bei hohen Drehzahlen aufgrund der Fliehkraft von der Scheibe geschleudert, was große Mengen an Schleif- und Schmiermittel verlangt.
Andruckkraft
Die Andruckkraft wird in Newton angegeben. Die für die jeweilige Präparationsmethode angegebenen Werte sind in der Regel für sechs Proben mit einem Durchmesser von jeweils 30 mm standardisiert, die in einer Probenhalterscheibe eingespannt sind. Die Proben sind eingebettet, wobei die Probenfläche etwa 50 % der Einbettung beträgt. Bei kleineren Proben oder weniger Proben in einem Halter muss die Andruckkraft entsprechend verringert werden, um Beschädigungen wie Verformungen zu verhindern. Bei größeren Proben darf die Andruckkraft nur geringfügig erhöht werden, stattdessen wird die Präparationszeit verlängert. Höherer Andruckkräfte verursachen mehr Reibung und damit eine größere Wärmeentwicklung, was zu thermischen Schäden führen kann.
Zeit
Die Präparationszeit wird als der Zeitraum definiert, in dem die Probenhalterscheibe rotiert und gegen die Schleif- bzw. Polierscheibe gedrückt wird. Die Präparationszeit wird in Minuten angegeben. Sie sollte so kurz wie möglich gehalten werden, um Artefakte, wie Reliefs oder Kantenabrundung zu vermeiden. Die Zeit muss gegebenenfalls an die Größe der Probe angepasst werden, d. h., sie muss bei größeren Proben verlängert werden. Bei kleineren Proben bleibt die Zeit gleich, stattdessen wird die Andruckkraft verringert.

Fehlersuche und -behebung – Schleifen und Polieren
Beim Schleifen und Polieren gilt es, einige Grundregeln zu beachten:
- Die besten Präparationsergebnisse mit einem bestimmten Werkstoff lassen sich nur mithilfe einer Präparationsmethode gemäß dem Metalogram erzielen.
- Bei der ersten Präparation eines bestimmten Werkstoffs muss die Probe nach jedem Schritt unter dem Mikroskop untersucht werden, um mögliche Artefakte schneller zu entdecken.
- Vor Beginn des nächsten Schritts ist sicherzustellen, dass alle im vorigen verursachten Beschädigungen, wie Kratzer, Ausbrüche oder eingebettete Schleifkörner, vollständig entfernt sind. Andernfalls können Artefakte aus einem früheren Schritt in der Endoberfläche erscheinen und es wäre unmöglich festzustellen, in welchem Schritt sie entstanden sind. Eine Methode kann aber nur dann verbessert werden, wenn bekannt ist, in welchem Schritt Artefakte auftreten.
- Die Präparationszeit muss so kurz wie möglich gehalten werden. Eine zu lange Präparationszeit führt zur Verschwendung von Verbrauchsmaterialien und kann sogar die Probe beschädigen, beispielsweise durch abgerundete Ränder, Kometenschweife oder Reliefs.
- Ein neues Poliertuch oder eine neue Schleifscheibe muss möglicherweise erst kurz „eingefahren“, abgerichtet oder gereinigt werden, um optimale Ergebnisse zu erzielen.
Referenzbericht Vermeidung von halbmondförmigen Kratzern nach dem Schleifen bei Uddeholm AB
Die 15 häufigsten Herausforderungen beim Schleifen und Polieren – und wie diese bewältigt werden können
Kratzer, Verschmierungen, Verfärbungen und Verformungen sind nur einige der Herausforderungen, die Sie beim Schleifen und Polieren für die materialographische Analyse vermeiden möchten. Entdecken Sie unsere wertvollen Tipps und bewältigen die 15 häufigsten Herausforderungen beim Schleifen und Polieren .
1. Fehlersuche und -behebung – Risse
- Kratzer sind Riefen in der Oberfläche einer Probe, die von den Spitzen der Schleifmittel erzeugt werden.
- Nach dem PG ist darauf zu achten, dass die Oberfläche aller Proben in einer Probenhalterscheibe dasselbe Riefenmuster auf der gesamten Oberfläche zeigt.
- Falls erforderlich muss das PG wiederholt werden.
- Um zu vermeiden, dass die Schleif-/Polierfläche durch große Schleiftpartikel aus vorhergehenden Schritten verunreinigt wird, werden Proben und Probenhalterscheiben nach jedem Schritt sorgfältig gereinigt.
- Wenn am Ende eines Schleifeschritts immer noch Kratzer von dem vorhergehenden Schritt vorhanden sind, sollte als erste Maßnahme die Präparationszeit um ein Viertel bis die Hälfte verlängert werden. Falls dies nicht hilft, das Expertensystem verwenden.

Durch PG verursachte Kratzer sind nach FG weiterhin sichtbar. Vergrößerung: 200x

Durch FG verursachte Kratzer sind nach Diamantpolieren weiterhin sichtbar. Der besonders tiefe senkrechte Kratzer kann sogar von PG stammen. Vergrößerung: 200x
Problem
2. Fehlersuche und -behebung, Trennen
Die plastische Deformation größerer Probenbereiche wird auch als Verschmieren bezeichnet. Dabei wird Material nicht abgetrennt bzw. abgetragen, sondern über die Oberfläche verteilt. Das Verschmieren ist die Folge einer falschen Anwendung von Schleifmittel, Schmiermittel, Poliertuch oder einer Kombination davon, sodass das Schleifmittel stumpf wirkt. Drei Möglichkeiten zum Verhindern von Verschmieren:
- Schmiermittel: Schmiermittelmenge überprüfen und, falls erforderlich, erhöhen, da das Verschmieren häufig eine Folge von zu wenig Schmiermittel ist.
- Poliertuch: Poliertuch: Aufgrund der hohen Elastizität des Poliertuchs kann Schleifmittel tief in das Tuch eingedrückt werden und so seine Wirkung nicht entfalten. Poliertuch mit geringerer Elastizität wählen.
- Schleifmittel Schleifmittel: Die Korngröße der Diamanten ist möglicherweise zu klein, sodass die Partikel kein Material abtragen können. Größere Korngröße wählen.

1. Verschmieren bei weichem, verformbarem Stahl. Vergrößerung: 15x, DIC

2. Verschmieren bei weichem, verformbarem Stahl. Vergrößerung: 25x, DIC
Problem
3. Fehlersuche und -behebung – Ätzen
- Verfärbungen treten häufig nach dem Reinigen und Ätzen von Proben auf.
- Aus einem Spalt zwischen Probe und Einbettmittel kann Wasser, Alkohol oder Ätzmittel auslaufen.
- Bereiche auf der Probenoberfläche können verfärbt sein, was die Untersuchung schwierig oder sogar unmöglich gestaltet.
- Proben unmittelbar nach jeder Präparationsstufe reinigen und trocknen.
- Druckluft zum Trocknen von Proben nach dem Endpolieren vermeiden, da Druckluft Öl oder Wasser enthalten kann.
- Nach OP kann bei nicht ordnungsgemäßer Reinigung ein weißer Film auf der Probenoberfläche zurückbleiben.
Verfügt das Poliergerät nicht über ein automatisches Spülen mit Wasser nach dem Oxidpolieren, das Poliertuch in den letzten 10 Sekunden der OP-Stufe mit Wasser spülen, um Proben und Poliertuch zu reinigen.
- Zum Reinigen von Proben kein heißes Wasser verwenden, da heißes Wasser aggressiver ist als kaltes Wasser und dadurch das anschließende Ätzen verstärkt wird.
- Proben niemals unter normalen Raumbedingungen stehen lassen, da sie durch Feuchtigkeit angegriffen werden können. Wenn Proben über einen längeren Zeitraum aufbewahrt werden sollen, diese in einen Exsikktator stellen.

Verfärbung einer Probe aufgrund eines Spalts zwischen
Einbettmittel und Probe. Vergrößerung: 20x
4. Fehlersuche und -behebung – Verformung
Man unterscheidet zwischen zwei Arten von Verformungen: elastisch und plastisch. Eine elastische Deformation verschwindet, sobald die angelegte Last entfernt ist. Eine plastische Deformation, die auch als Kaltverformung bezeichnet wird, kann zu oberflächennahen Defekten nach dem Schleifen, Läppen oder Polieren führen. Eine plastische Restdeformation kann erst nach dem Ätzen erkannt werden.
Hier werden nur die Verformungen besprochen, die während der Präparation entstehen können. Arbeitsschritte vor der Präparation, wie Biegen, Ziehen und Dehnen, werden nicht berücksichtigt, da diese durch eine Änderung der Präparationsmethode weder verändert noch verbessert werden können.
- Verformungen sind Artefakte, die erst nach dem (chemischen, physikalischen und auch optischen) Ätzen sichtbar werden.
- Falls eine Linie, die vorläufig als Deformation eingestuft wird, vor dem Ätzen im Hellfeld erkennbar ist, zuerst mithilfe der Erläuterungen im Abschnitt Kratzer versuchen, die Präparationsmethode zu verbessern.

1. Kurze Deformationslinien, begrenzt auf einzelne Körner.Vergrößerung: 100x, DIC

2. Klar erkennbare, deutlich sichtbare Deformationslinien. Vergrößerung: 200x, DIC

3.Stumpfe Deformationslinien, unterbrochen. Vergrößerung: 500x, polarisiertes Licht
Problem
5. Fehlersuche und -behebung – Kantenabrundung
Bei einer Polierfläche mit hoher Elastizität erfolgt der Materialabtrag sowohl an der Oberfläche als auch an den Seiten der Probe. Dies führt zu einer Kantenverrundung und ist bei eingebetteten Proben zu erkennen, wenn sich das Harz schneller abnutzt als das Probenmaterial. Bitte überprüfen Sie Ihre Proben nach jedem Schritt, um zu sehen, wann der Fehler auftritt, damit Sie feststellen können, welche Änderungen Sie in der Präparation vornehmen müssen.

1. Kantenabrundung einer Probe aufgrund eines Spalts zwischen Einbettmittel und Probe. Edelstahl. Vergrößerung: 500x, Ätzmittel: Beraha I

2. Gute Randschärfe, Edelstahl. Vergrößerung: 500x, Ätzmittel: Beraha I
6. Fehlersuche und -behebung – Relief
Material wird aufgrund der unterschiedlichen Härte bzw. Verschleißrate aus verschiedenen Phasen mit unterschiedlicher Geschwindigkeit abgetragen.
Eine Reliefbildung wird normalerweise erst zu Beginn des Polierens bemerkt. Deswegen ist es wichtig, die Präparation mit einem Schleifmittel zu beginnen, mit dem eine möglichst große Planheit der Probe erzielt wird. Die besten Ausgangsbedingungen werden mit MD-Largo beim Feinschleifen von Werkstoffen mit einer Härte von weniger als 150 HV und mit MD-Allegro beim Feinschleifen von Werkstoffen mit einer Härte von mindestens 150 HVO erreicht.
- Die beste Wahl für das Planschleifen von möglichst planen Proben ab Beginn der Präparation ist das Diamantschleifen.
- Mit MD-Largo bzw. MD-Allegro wird die beste Planheit beim Feinschleifen erreicht.
- Bei der Vermeidung einer Reliefbildung sind Präparationszeit und Wahl des Poliertuchs die wichtigsten Parameter.
- Die Präparationszeit sollte so kurz wie möglich sein. Bei der Entwicklung einer neuen Methode sollten Proben in kurzen Zeitabständen von 1-2 min überprüft werden.
- Das Poliertuch hat einen hohen Einfluss auf die Planheit von Proben. Ein Poliertuch mit einer geringen Elastizität verursacht eine geringere Reliefbildung als ein Poliertuch mit hoher Elastizität.
- Das korrekte Vorgehen zur Änderung der Präparationsparameter ist im Abschnitt Kantenabrundung beschrieben.
- Zur Vermeidung von Reliefs bei Schichtwerkstoffen und Beschichtungen kann das Ergebnis möglicherweise durch ein Einbetten verbessert werden. Weitere Informationen sind dem Abschnitt „Einbetten“ zu entnehmen.

Relief
1. B4C-Fasern in AlSi, Relief zwischen Fasern und Grundmaterial. Vergrößerung: 200x

Relief
2. Wie Abb. 1, aber ohne Relief. Vergrößerung: 200x
7. Fehlersuche und -behebung – Ausbrüche
Ausbruch ist ein Oberbegriff für eine Reihe von Unregelmäßigkeiten im Werkstoff, beispielsweise:
- Verlust von Strukturelementen, wie lose Partikel in Spritzschichten und Längsfasern in Verbundwerkstoffen.
- Poren oder Vertiefungen nach dem Auflösen oder Erodieren von wasserempfindlichen Einschlüssen.
- Löcher aufgrund des Ausbruchs von Einschlüssen wie Oxiden aus der Werkstoffmatrix.
- Durch aggressives Schleifen verursachte Schädigungen, die noch nicht entfernt wurden, wie zerstörte Körner in spröder Keramik oder anderen harten bzw. spröden Werkstoffen, die sich nicht plastisch verformen.
Die vorstehend genannten Probleme treten normalerweise in den ersten Stufen der Materialpräparation auf, d. h. Trennen, Einbetten, Plan-/Feinschleifen
- Beim Trennen und Einbetten darauf achten, keine übermäßigen Spannungen zu verursachen, die Proben beschädigen können.
- Nach Möglichkeit MD-Largo zur Vermeidung von Ausbrüchen verwenden, da es weniger aggressiv ist als MD-Allegro.
- Beim Planschleifen und Feinschleifen niemals höhere Andruckkräfte oder gröbere Schleifmittel verwenden als erforderlich.
- Der Unterschied zwischen zwei Korngrößen beim Schleifen darf niemals so groß sein, dass die Präparationszeit dadurch unnötig verlängert wird.
- Nach Möglichkeit ein florfreies Poliertuch verwenden, um keine Partikel aus der Matrix herauszureißen. Die meisten florfreien Poliertücher haben auch eine geringere Elastizität und damit eine höhere Abtragsrate.
- In jeder Stufe müssen in der vorherigen Stufe verursachte Schäden entfernt und so wenig wie möglich neue Schäden verursacht werden.
- Die Proben werden nach jeder Stufe auf Abbrüche hin untersucht.

Ausgebrochene Einschlüsse. Außerdem sind durch die ausgebrochenen Einschlüsse verursachte Kratzer erkennbar.
Vergrößerung: 500x, DIC
Problem
8. Fehlersuche und -behebung – Spalten
Spalten sind Hohlräume zwischen Einbettmittel und Probenmaterial. Sie lassen sich bei der mikroskopischen Untersuchung der Probe gut erkennen. Ein Spalt kann durch mehrere Fehler während der Präparation verursacht werden, beispielsweise Kantenabrundung, Verunreinigung des Poliertuch, Probleme beim Ätzen oder Verfärbungen.
- Die besten Ergebnisse werden mit der Vakuumimprägnierung mit Epoxid erreicht.
- Proben sollten zuvor immer gereinigt und entfettet werden, um die Adhäsion des Einbettmittels an der Probe zu erhöhen.
- Heißeinbetten: Das richtige Einbettmittel wählen und die Proben in der Presse unter Druck abkühlen lassen, um Spalten zu verhindern.
- Kalteinbetten: Zu hohe Aushärttemperatur vermeiden. Beim Einbetten großer Proben das Präparat mit einem kalten Luftstrom kühlen oder die Einbettformen in eine niedrige Wanne mit kaltem Wasser setzen.
- Eine Probe mit Spalt kann möglicherweise durch Füllen des Hohlraums mit Epoxid unter Vakuum gerettet werden. Probe sorgfältig reinigen und trocknen, in die Vakuumkammer legen und den Hohlraum mit einer geringen Menge Epoxid füllen. Die Präparation muss von vorne beginnen, um überschüssiges Epoxid von der Probenoberfläche zu entfernen.

Spalten
Spalt zwischen Einbettmittel und Probe. Das Ätzen war aufgrund des Auslaufens von Ätzlösung in die Probenoberfläche erfolglos. Zudem befinden sich im Spalt Schleifpartikel.
Vergrößerung: 200x
9. Fehlersuche und -behebung – Risse
Risse sind Brüche in spröden Werkstoffen und Werkstoffen mit unterschiedlichen Phasen. Die zur spanabhebenden Bearbeitung der Proben verwendete Energie ist größer der Werkstoff aufnehmen kann. Diese überschüssige Energie verursacht Risse.
Risse treten vor allem in spröden Materialien und Proben mit Schichten auf. Deswegen ist während des gesamten Präparationsprozesses besonders sorgfältig zu arbeiten.
In diesem Abschnitt werden keine Risse in verformbaren Werkstoffen besprochen, da diese nicht durch die Präparation verursacht werden, sondern bereits vorher in der Probe vorhanden sind.
- Trennen: Trennen: Hier ist auf die Wahl der richtigen Trennscheibe und eine geringe Vorschubgeschwindigkeit zu achten.
- Beim Trennen von beschichteten Proben muss die Trennscheibe zuerst die Schichten trennen, sodass der Grundwerkstoff als Träger dienen kann.
- Beim Einspannen von Proben ist darauf zu achten, dass dadurch keine Beschädigungen verursacht werden. Falls erforderlich wird zwischen Halter und Probe eine Polsterung eingeschoben.
- Einbetten Heißkompressionseinbetten für empfindliche Materialien oder Proben vermeiden. Verwenden Sie stattdessen Kalteinbetten, vorzugsweise mit Vakuumimprägnierung. Eine Ausnahme bildet hier ClaroFast, ein thermoplastisches Einbettmittel von Struers, das für CitoPress-15/-25 und jede andere Einbettpresse geeignet ist, in der Einbettmittel ohne Druck vorgewärmt und weich gemacht werden.
Hinweis: Beim Vakuumimprägnieren werden nur solche Risse und Hohlräume gefüllt, die eine Verbindung zur Oberfläche haben. Es ist unbedingt darauf zu achten, kein Einbettmittel mit hoher Schrumpfung zu verwenden, da diese Schichten vom Grundwerkstoff abziehen können.

Riss zwischen Plasmaspritzschicht und Trägermaterial. Der Riss wurde beim Trennen verursacht.
Vergrößerung: 500x

Probe, mit Epoxid und EpoDye unter Vakuum eingebettet. Der Riss ist mit einem fluoreszierenden Farbstoff gefüllt, der Nachweis dafür, dass der Riss bereits vor dem Einbetten im Material vorhanden war.
Vergrößerung: 500x
Fluoreszierendes Licht
Problem
10. Fehlersuche und -behebung – falsche Porosität
Bestimmte Werkstoffe, wie beispielsweise Gussmetalle, Spritzschichten oder Keramik, haben eine natürliche Porosität. Hier ist es wichtig, falsche Messwerte aufgrund von Präparationsfehlern zu vermeiden, sodass die Werte den korrekten Sachverhalt wiedergeben.
Abhängig von den Eigenschaften eines Werkstoffs können bei der Porosität zwei Wirkungen beobachtet werden, die sich auf den ersten Blick widersprechen:
- Weiche, formbare Werkstoffe lassen sich leicht verformen. Poren können somit leicht durch verschmiertes Material verdeckt werden. Bei der Untersuchung erscheint die Porosität zu gering.
- In der Oberfläche harter, spröder Werkstoffe bilden sich in den ersten mechanischen Präparationsstufen leicht Risse, sodass diese eine höhere Porosität zeigt als tatsächlich der Fall ist.
Im Gegensatz zu formbaren Werkstoffen, bei denen die Porosität zu Beginn gering erscheint und die Poren erst wieder geöffnet werden müssen, zeigen spröde Werkstoffe eine hohe Porosität. Die Risse an der Oberfläche müssen entfernt werden.
- Dies verlangt ungeachtet der Härte und Duktilität des Werkstoffs ein Diamantpolieren. Dabei wird ein bestimmter Bereich der Proben alle 2 Minuten unter dem Mikroskop geprüft, um Verbesserungen festzustellen. Eine Möglichkeit sicherzustellen, dass immer derselbe Bereich untersucht wird, ist die Markierung mit einem Eindringkörper. Dabei ist bei spröden Werkstoffen darauf zu achten, keine weiteren Spannungen zu erzeugen.
- Sobald die Porosität unverändert bleibt, kann mit der nächsten Polierstufe begonnen werden.
- Erforderlichenfalls wird in der letzten Stufe ein Oxidpolieren durchgeführt, um Reste von verschmiertem Material langsam ohne neue Verformungen zu entfernen.

1. Superlegierung, 5 Minuten auf MD/DP-Dur poliert, 3 µm. Vergrößerung: 500x

2. Wie 1., aber nach weiterem 1-minütigem Polieren auf MD/DP-Dur, 1 µm.

3. Wie 2. Nach weiteren 2 Minuten auf MD/DP-Dur, 1 µm.Korrektes Ergebnis.
Problem
11. Fehlersuche und -behebung – harte/spröde Werkstoffe
In der Oberfläche harter, spröder Werkstoffe bilden sich in den ersten mechanischen Präparationsstufen leicht Risse, sodass diese eine höhere Porosität zeigen als tatsächlich der Fall ist.
Im Gegensatz zu formbaren Werkstoffen, bei denen die Porosität zu Beginn gering erscheint und die Poren erst wieder geöffnet werden müssen, zeigen spröde Werkstoffe eine hohe Porosität. Die Risse an der Oberfläche müssen entfernt werden.

1. Cr2O3 Plasmaspritzschicht nach FG-Stufe.

2. Wie 1., aber nach weiterem 3-minütigem Polieren, 6 µm.

3. Wie 2., aber nach weiterem Polieren auf MD-Nap, 1 µm. Korrektes Ergebnis.
Problem
12. Fehlersuche und -behebung – Kometenschweife
Kometenschweife treten neben Einschlüssen oder Poren auf, wenn die Polierscheibe immer nur in einer Richtung über die Probe bewegt wird. Der Name ist auf die charakteristische Form dieses Defekts zurückzuführen" Entscheidend für die Vermeidung von Kometenschweifen ist die Polierdynamik.
1. Beim Polieren immer dieselbe Drehzahl für Proben und Scheibe verwenden.
2. Andruckkraft verringern.
3. Ein längeres Polieren mit einem weichen Tuch ist ein beitragender Faktor. Stellen Sie sicher, dass bis zum nächsten Polierschritt möglichst wenig Verformungen entfernt werden müssen, insbesondere wenn ein Tuch mit hoher Elastizität erforderlich ist.

Kometenschweife. Vergrößerung: 20x, DIC

Kometenschweife. Vergrößerung: 200x, DIC
13. Fehlersuche und -behebung – Verschmutzungen
Materialien, die nicht von der Probe stammen, sich aber beim mechanischen Schleifen und Polieren auf der Probenoberfläche absetzen, werden als Verschmutzungen bezeichnet.
- Verschmutzungen können auf allen Werkstoffen auftreten.
- Beim Polieren können sich beispielsweise Schmutzpartikel oder in einer vorherigen Stufe abgetragenes Material auf der Probe oder dem Poliertuch absetzen.
- Die Untersuchung unter dem Mikroskop kann Einschlüsse oder Phasen in der Struktur zeigen, die Anomalien oder Verformungen sind.
- Polierscheiben müssen in einem staubdichten Schrank aufbewahrt werden, um eine Verschmutzung der Scheibenoberfläche zu vermeiden.
- Bestehen Zweifel hinsichtlich der Ordnungsmäßigkeit einer Phase oder eines Partikels, wird das Poliertuch gereinigt oder ausgewechselt und die Präparation ab dem Feinschleifen wiederholt.
- Am wichtigsten ist jedoch Sauberkeit: Die Proben müssen vor jeder Präparationsstufe sorgfältig gereinigt werden.

Kupfer, das von einer vorherigen Präparation stammt, hat sich aufgrund eines leichten Reliefs zwischen den B4C-Partikeln und der Aluminiummatrix auf der Oberfläche der Probe abgesetzt.
Vergrößerung: 200x
14. Fehlersuche & -behebung – eingedrückte Schleifmittel
Unter eingedrücktem Schleifmittel versteht man nicht gebundene Schleifpartikel, die in die Oberfläche einer Probe eingedrückt sind. Bei weichen Werkstoffen können Schleifmittel in die Probe eingebettet werden. Mögliche Ursachen für dieses Phänomen sind eine zu kleine Schleifpartikelgröße, eine zu geringe Elastizität der Schleifescheibe bzw. des Poliertuchs oder ein Schmiermittel mit zu niedriger Viskosität. Häufig ist eine Kombination dieser Ursachen der Auslöser.
- Beim Planschleifen können Schleifpartikel in weiche Werkstoffe eingedrückt werden. Um dies zu vermeiden, als zweite PG-Stufe eine feinkörnigere Schleiffläche, z. B. MD/DP-Pan mit DiaPro Pan 15 µm, und beim Feinschleifen MD-Largo verwenden. Eingedrückte Partikel sollten nach dem Feinschleifen entfernt sein.
- Zum Planschleifen von Nichteisenmetallen bzw. -legierungen MD-Molto 220 für Aluminium und Al-Legierungen bzw. MD-Mezzo für Titan und Ti-Legierungen verwenden.
- MD-Allegro darf nicht für Werkstoffe mit einer Härte von weniger als 150 HV verwendet werden, da die Schleifpartikel anstatt in die Scheibe in die Probe gedrückt und dort eingebettet werden. In diesem Fall MD-Largo anstatt MD-Allegro verwenden.
- Beim Polieren weicher Werkstoffe dürfen Korngrößen bis 3 µm nur mit Poliertüchern hoher Elastizität verwendet werden.
- Zu beachten beim letzten Diamantpolieren von weichen Werkstoffen bei Verwendung von Schleifpartikeln mit geringer Korngröße:
- DiaPro NAP R 1 µm bei Verwendung von MD/DP-Nap
- DiaPro Mol R 3 µm bei Verwendung von MD/DP-Mol
- Bei Verwendung von Diamantschleifmittel DP-Lubricant, Red, verwenden
- Bei Verwendung von Diamantschleifmittel für wasserempfindliche Werkstoffe DP-Lubricant, Yellow, verwenden

Aluminium, geschliffen mit 3 µm Diamant und einem Tuch mit geringer Elastizität. Zahlreiche Diamanten sind in die Probe eingedrückt.
Vergrößerung: 500x

Wie vorher, nach Endpolieren. Die meisten Diamanten sind weiterhin in der Probe eingebettet.
Vergrößerung: 500x
Problem
15. Fehlersuche und -behebung – Läppspuren
Läppspuren sind Vertiefungen in der Probenoberfläche, die von frei auf einer harten Oberfläche beweglichen Schleifpartikeln verursacht werden. Dabei handelt es sich nicht um Kratzer wie beim Trennen, sondern um eindeutige Spuren von Schleifpartikeln, die sich ohne Material abzutragen frei über die Fläche bewegen.
- Ist ein Schleifpartikel nicht fixiert, wenn sich die Probe darüber bewegt, beginnt es zu rollen. Anstatt Material abzutragen, wird das Korn in das Probenmaterial gedrückt und verursacht dort tiefe Verformungen oder das Absplittern kleinster Teilchen aus der Probenoberfläche.
- Läppspuren können sowohl beim Schleifen als auch beim Polieren entstehen.
- Die möglichen Ursachen sind eine ungeeignete Oberfläche der Scheibe bzw. des Tuchs für den Vorgang oder eine falsche Andruckkraft. Natürlich können Läppspuren auch durch eine Kombination dieser Fehler verursacht werden.

Läppspuren auf Zircalloy:
Ursache ist das Rollen bzw. Trudeln von Schleifpartikeln.
Vergrößerung: 200x

Tiefe Eindrücke mit Verformungen nach dem Endpolieren
entsprechend der Läppspuren sind sichtbar. Reines Tantal.
Vergrößerung: 500x, DIC
Problem

Schleifen
Die erste Stufe des mechanischen Materialabtrags ist das Schleifen.
Beim Schleifen wird Material von einer beschädigten oder verformten Oberfläche abgetragen, wobei eine erneute Verformung minimiert wird. Ziel ist eine plane Oberfläche mit minimalen Beschädigungen, die beim Polieren in kürzester Zeit leicht entfernt werden kann.
Beim Schleifen wird Material mit festen Schleifpartikeln abgetragen, die Späne vom Probenmaterial erzeugen (siehe unten). Die Erzeugung dieser Späne mit scharfen Schleifkörnern resultiert in der geringstmöglichen Verformung der Probe und einer hohen Abtragsrate.
Beim Schleifen der Probenoberfläche nehmen fixierte Schleifkörner drei verschiedene Positionen ein:

3. Position:
Das Schleifkorn verlässt die Probenoberfläche und hinterlässt einen Kratzer, ohne den Werkstoff wesentlich zu verformen.

2. Position:
Das Korn ist auf halbem Wege durch den Werkstoff, der Span wird größer.

1. Position:
Das Korn dringt in die Probenoberfläche ein. Das Korn ist in X-Richtung fixiert, kann sich aber in Y-Richtung bewegen (Stoßelastizität). Die Entstehung eines Spans beginnt dann, wenn ein Korn in den Probenwerkstoff eingedrungen ist.
Planschleifen (PG)
Der erste Schritt eines Schleifprozesses ist normalerweise das Planschleifen. Dabei wird sichergestellt, dass die Oberflächen aller Proben trotz unterschiedlichen Ursprungszustands und unterschiedlicher Vorbehandlungen ähnlich sind. Bei der Bearbeitung mehrerer Proben in einem Halter muss zudem darauf geachtet werden, dass die Oberflächen vor dem nächsten Schritt, dem Feinschleifen, alle in einer Ebene liegen bzw. plan sind. Für das Planschleifen werden vollständig fixierte Schleifpartikel mit großer Körnung bevorzugt, um eine hohe, gleichbleibende Abtragsrate, kurze Schleifzeiten und maximale Planheit zu erreichen. Mit geeigneten PG-Oberflächen lassen sich absolut plane Proben erreichen, was die Präparationszeit im anschließenden Feinschleifschritt verkürzt. Außerdem kann bei bestimmten Oberflächen eine gute Randschärfe erzielt werden. Auch die oberste Schicht des Schleifmaterials wird abgetragen, wobei aber immer neue Schleifkörner freigelegt werden, was einen gleichbleibenden Abtrag des Werkstoffs gewährleistet.
Feinschleifen (FG)
Beim Feinschleifen wird eine Probenoberfläche mit so geringen Verformungen erreicht, dass diese beim Polieren problemlos entfernt werden können. Schleifpapier weist bekanntermaßen Nachteile auf, weswegen für das Feinschleifen andere Verbundoberflächen zur Verfügung stehen, mit denen dieser Vorgang effektiver und einfacher abläuft. Mit den Körnungen 15, 9 und 6 µm lassen sich hohe Abtragsraten erzielen. Hierzu werden harte (starre) Schleifscheiben aus Verbundwerkstoff mit einer speziellen Oberfläche verwendet, sodass die konstant aufgebrachten Diamanten teilweise in die Oberfläche eingebettet werden und dort ihre Wirkung entfalten. Mithilfe dieser Scheiben lassen sich extrem plane Probenoberflächen präparieren. Die Verwendung von Diamanten auf Feinschleifscheiben gewährleistet einen einheitlichen Materialabtrag von Phasen unterschiedlichster Härtewerte. Dabei kommt es weder zu Verschmierungen bei weichen noch zu Absplitterungen bei spröden Phasen, die Proben zeigen immer eine perfekte Planheit. Die anschließenden Polierschritte können so erheblich verkürzt werden.


Polieren
Wie das Schleifen dient auch das Polieren dazu, in den vorangegangenen Bearbeitungsschritten entstandene Schädigungen zu entfernen. Beim Polieren wird dies in mehreren Schritten mit immer feiner werdender Körnung des Poliermittels erreicht. Beim Polieren wird zwischen zwei Prozessen unterschieden:

Diamantpolieren
Diamant als Poliermittel ergibt besonders hohe Abtragsraten und optimale Planheit. Kein anderes Schleifmittel liefert so gute Ergebnisse. Aufgrund der Härte von Diamant ist das Poliermittel für alle Werkstoffe und Phasen geeignet.
Beim Polieren wird eine kleinere Spangröße angestrebt, um eine Probenoberfläche ohne Kratzer und Verformungen zu erhalten. Dabei werden Poliertücher, die eine höhere Elastizität aufweisen, zusammen mit einer sehr geringen Körnung, beispielsweise 3 oder 1 µm, verwendet, um Spangrößen nahe Null zu erreichen. Auch eine geringere Andruckkraft auf der Probe beim Polieren führt zu einer kleineren Spangröße.

Oxidpolieren
Insbesondere weiche und zähe Werkstoffe verlangen einen letzten Oxidpolierschritt, um eine optimale Oberflächenqualität zu erzielen. Mit kolloidalem Siliziumdioxid mit einer Korngröße von etwa 0,04 µm und einem pH-Wert von etwa 9,8 werden dabei sehr gute Ergebnisse erzielt. Die Kombination aus chemischer Reaktion und schonendem, leichtem Abtrag ergibt kratzer- und verformungsfreie Proben.

Läppen
Beim Läppen wird das Läppmittel in Form einer Suspension auf eine harte Oberfläche aufgebracht.
Beim Läppen wird das Läppmittel in Form einer Suspension auf eine harte Oberfläche aufgebracht. Die Körner werden dabei nicht in die Oberfläche eingedrückt, sondern rollen und bewegen sich frei in allen Richtungen. Diese Bewegungen schlagen kleine Partikel aus der Oberfläche heraus, verformen diese aber auch erheblich, Da die frei beweglichen Körner keine richtigen Späne von der Probenoberfläche abtragen können.
Mit anderen Worten ist die Abtragsrate, d. h. die Menge an Material, die innerhalb eines bestimmten Zeitraums entfernt wird, beim Läppen sehr gering und damit die Bearbeitungszeit sehr lang. Bei weichen Werkstoffen werden Schleifpartikel häufig in die Probenoberfläche hineingedrückt und lassen sich nicht mehr entfernen. Sowohl erheblichen Verformungen als auch eingebettete Schleifkörner sind bei der Präparation materialographischer Proben unerwünscht. Deswegen wird das Läppen nur für die Präparation sehr harter, spröder Werkstoffe, wie keramischer und mineralogischer Proben, verwendet.
Die drei Positionen, die Schleifkörner beim Rollen über die Probenoberfläche einnehmen:

3. Position:
Das Korn rollt weiter, ohne die Probenoberfläche zu berühren. Beim nächsten Durchgang wird wieder, je nach Form des Korns, ein größeres oder kleineres Stück herausgeschlagen.

2. Position:
Das Korn rollt über die Probenoberfläche und schlägt dabei ein Stück des Werkstoffs aus, was eine schwere Verformung der Probe bewirkt.

1. Position:
Das Korn gelangt auf die Probenoberfläche.

Schleif- und Poliergeräte
Struers bietet ein komplettes Angebot an Geräten, Zubehör und Verbrauchsmaterialien für die mechanische Präparation. Das Angebot reicht von Geräten für die manuelle Präparation bei geringem Probendurchsatz bis zu leistungsstarken, vollautomatischen Präparationssystemen für die Verarbeitung hoher Stückzahlen mit herausragender Reproduzierbarkeit.