Metalografía de componentes nitrurados y nitrocarburizados

Los componentes nitrurados y nitrocarburados son productos metalográficos comunes. Esta nota de aplicación contiene un método probado para preparar componentes nitrurados y nitrocarburados de forma rápida y precisa, sin desconchado ni grietas y con una buena retención de bordes.
¿Qué es la nitruración?
La nitruración es un proceso termoquímico en el que la superficie de un metal ferroso, como el acero, se enriquece con nitrógeno. El resultado es una capa de nitruro dura y resistente al desgaste, con una resistencia a la fatiga y a la corrosión significativamente mejorada.
Existen dos opciones comunes de nitruración:
- Nitruración: solo se utiliza nitrógeno para enriquecer el metal. Se usa habitualmente en aceros de baja aleación, bajos en carbono, así como en aleaciones férricas, de titanio, de aluminio y de molibdeno.
- Nitrocarburación: además del nitrógeno, se utilizan pequeñas cantidades de carbono para enriquecer el metal. Su uso es más frecuente en aleaciones ferrosas.
Retos en la preparación de componentes nitrurados y nitrocarburados
En los componentes nitrurados y nitrocarburados, la metalografía suele ser necesaria para controlar el proceso de nitruración termoquímica durante la fabricación, así como para el análisis de fallos. En ambas aplicaciones, el enfoque de la metalografía sigue siendo el mismo.
Existen dos retos principales para el metalógrafo a la hora de preparar componentes nitrurados y nitrocarburados.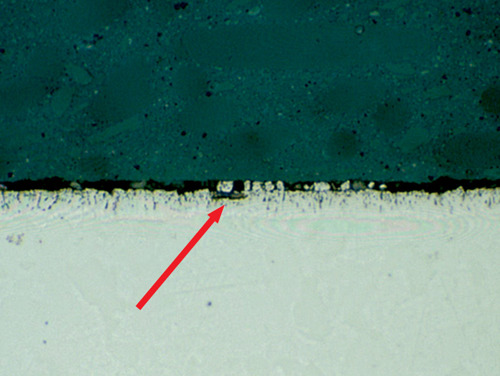
Fig. 1: Una hendidura de contracción entre la muestra y la resina de embutición puede captar los abrasivos y causar la descamación de la capa de nitruro.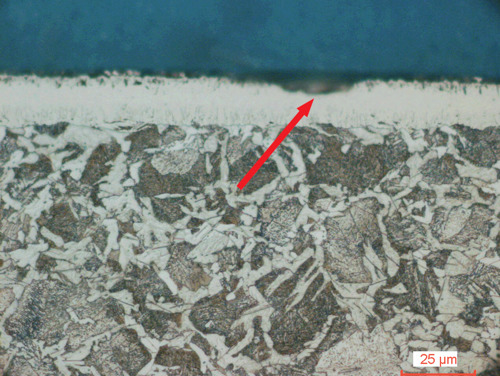
Fig. 2: Redondeo de bordes: Una mala retención de bordes puede hacer que la capa no esté centrada al someterla a una gran ampliación.
Para obtener una descripción completa de cómo solventar estos retos, descargue la nota de aplicación completa.
Composición de la capa de nitruro
La capa de nitruro comprende dos secciones: una capa de compuesto y una zona de difusión. El grosor de las dos capas depende de varios parámetros, incluida la composición del metal base, la longitud del proceso de nitruración termoquímica y la temperatura utilizada.
Composición de la capa de compuesto
La capa de compuesto está formada por dos fases de nitruro de hierro: ε (Fe3N), γ’ (Fe4N). Conocida como la "capa blanca" porque permanece blanca después del ataque químico con nital, la capa del compuesto no contiene ningún metal. En su lugar, consta de una fase no metálica formada por hierro y nitrógeno. Esta capa es relativamente dura, y su dureza aumenta a medida que disminuye la profundidad de huella. Se puede encontrar una zona porosa en las áreas externas de la capa de compuesto.
Composición de la zona de difusión
La zona de difusión se encuentra directamente debajo de la capa de compuesto. Contiene nitrógeno en solución sólida, así como nitruros de metal estables formados como agujas por los elementos de aleación, tales como aluminio, molibdeno, cromo y tungsteno. Estas agujas de nitruro se pueden someter a ataque químico para hacer visible la zona de difusión y medir su grosor.
Para obtener más información sobre la composición, el grosor y la dureza de la capa de nitruro, descargue la nota de aplicación completa.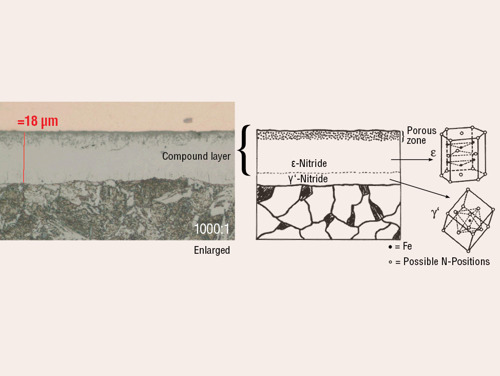
Fig. 3: Composición de la capa de nitruro.
Procesos de nitruración termoquímica
Hay tres procesos de nitruración comunes. El método elegido depende de la aplicación específica de los componentes nitrurados finales.
A continuación se describen brevemente los procesos de nitruración. Para obtener una descripción detallada de los procesos y cómo cada uno de ellos afecta a las propiedades de los componentes o piezas nitrurados, descargue la nota de aplicación completa .
Nitrocarburación en baño de sales
Después del precalentamiento, los componentes se sumergen en un baño de sales compuesto por cianato alcalino y carbonato alcalino. A través de la oxidación y la reacción térmica, el cianato alcalino libera nitrógeno y carbono, que se difunden en la superficie del metal.
Después de la nitrocarburación en baño de sales, el componente se enfría en un baño de sal oxidante. Esto produce un óxido de hierro negro (Fe3O4) que rellena los poros de la capa de compuesto y proporciona una protección adicional contra la corrosión.
- Aplicaciones comunes: Piezas para la industria automovilística, como varillas de pistón, árboles de levas y engranajes, así como piezas utilizadas en las industrias aeronáutica, mar adentro e ingeniería mecánica.
Nitruración de gas y nitrocarburación de gas
En la nitruración de gas, el componente se coloca en un horno de nitruración sellado, tipo campana. Cuando se alcanza la temperatura de nitruración, se permite la entrada de amoniaco en el horno. A medida que el amoníaco reacciona con el metal, se descompone y libera nitrógeno, que se difunde por la superficie del metal. En la nitrocarburación de gas, se añade carbono al gas.
- Aplicaciones comunes: Husillos de máquina, carcasas de bombas de hierro dúctil, mecanismos de bloqueo de puertas, componentes de bombas de agua y pistones para compresores de gas.
Nitruración de plasma y nitrocarburación de plasma
La nitruración de plasma se realiza en una atmósfera de nitrógeno/hidrógeno. El plasma se produce en una cámara de vacío sometida a alto voltaje. En este entorno, el componente metálico actúa como cátodo y el recipiente de vacío como ánodo. El proceso de nitrocarburación con plasma es el mismo, pero se añaden gases que contienen carbono.
- Aplicaciones comunes: Dado que la nitruración de plasma permite una gran variedad de capas de nitruro, los componentes se pueden utilizar en múltiples aplicaciones diferentes. Estas incluyen árboles de levas y cigüeñales en motores de alto rendimiento, husillos de máquinas, troqueles de corte, válvulas de motor resistentes a la corrosión y herramientas de corte de acero de alta velocidad.
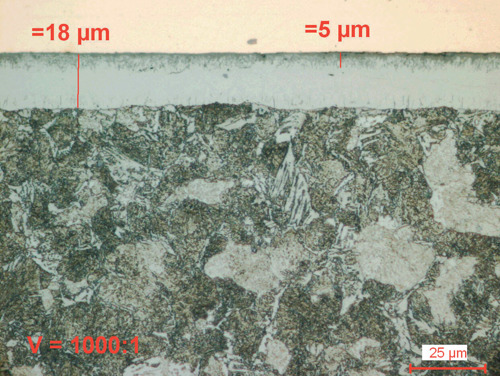
Fig. 4: Aleación de acero con nitrocarburación en baño de sales (16MnCr5), sometido a ataque químico con 1 % de nital. La zona de difusión se somete a ataque químico en color oscuro y la capa de compuesto con zona porosa se muestra en color blanco.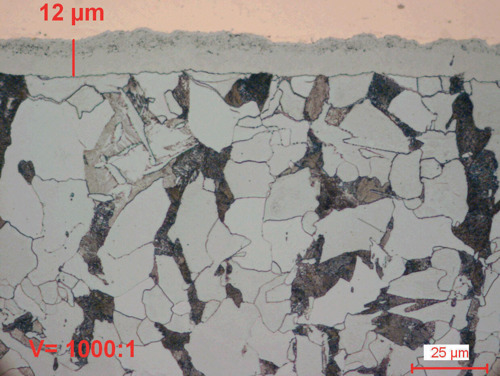
Fig. 5: Acero al carbono nitrocarburado con gas (580 °C durante 90 minutos).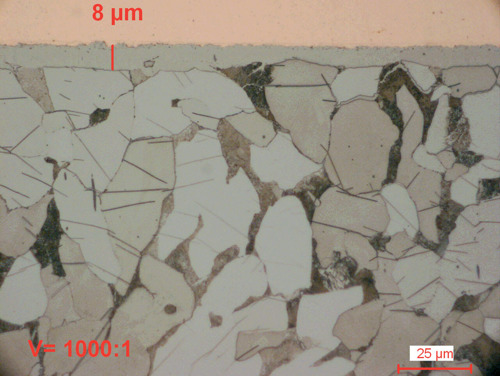
Fig. 6: Acero al carbono nitrocarburado con plasma (570 °C durante 6 horas). Ambas capas de nitruro carecen de zona porosa y tienen un acabado superficial muy fino.
Preparación metalográfica de componentes nitrurados y nitrocarburizados.
Los principales desafíos durante la preparación de componentes nitrurados y nitrocarburados son el desconchado (de la zona porosa) y el agrietamiento (de la zona del compuesto) durante el primer paso del esmerilado. Además, una embutición incorrecta y un pulido excesivo con paños suaves pueden dar lugar a bordes redondeados, lo que dificulta la medición y evaluación del grosor a gran amplificación.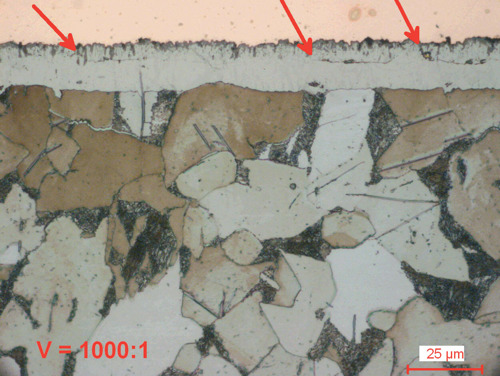
Fig. 7: Grietas en el revestimiento causadas durante la preparación.
A continuación, ofrecemos recomendaciones breves sobre cómo solventar estos retos. Para obtener una descripción más detallada de cómo preparar los componentes nitrurados y nitrocarburados para un análisis metalográfico preciso y rápido, descargue la nota de aplicación completa.
Corte/sección: Cómo evitar daños en la capa de nitruro
- Seccionar los componentes nitrurados y nitrocarburados en una máquina de corte refrigerada con agua.
- Utilizar un disco de corte de óxido de aluminio. Al elegir el disco de corte, basar la selección en la dureza del componente.
Embutición: Cómo evitar hendiduras de contracción en muestras nitruradas y nitrocarburadas
- Se recomienda la embutición por compresión en caliente con una resina reforzada con fibra, como DuroFast.
- Para mejorar la retención de bordes, envuelva la muestra seccionada en una fina capa de papel de cobre puro antes de la embutición.
Además, el color cobre también mejora el contraste del recubrimiento con la resina de embutición, lo que resulta muy útil cuando se trabaja con componentes oxidados.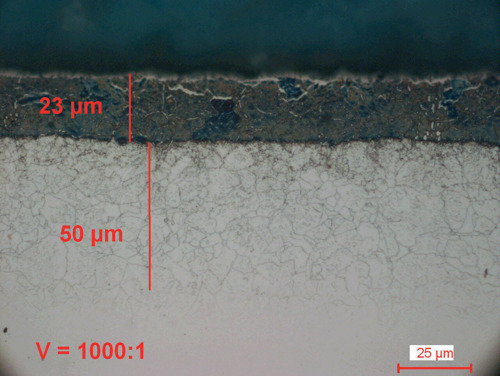
Fig. 8: Acero de alta aleación (X45CrSi9V), con nitrocarburación en baño de sales, oxidado y sometido a ataque químico con 1 % de nital. La zona de difusión está grabada en color oscuro. La capa de compuesto no se distingue de la resina de embutición.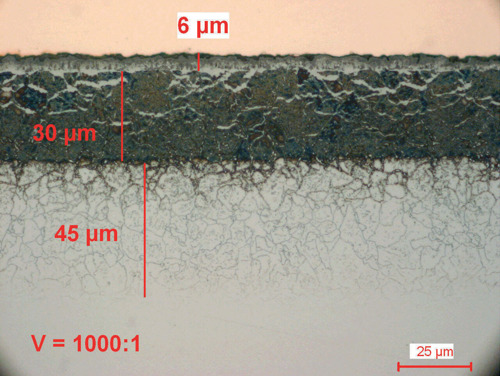
Fig. 9: Igual que la Fig. 8, embutición con lámina de cobre. La capa de compuesto se puede ver claramente frente a la lámina de cobre y se puede medir.
Obtenga más información sobre el corte y la embutición
- Obtenga más conocimientos, experiencia e información en nuestras secciones de corte y embutición.
- Consulte nuestra gama de equipos, accesorios y consumibles de corte.
- Consulte nuestra gama de equipos y consumibles de embutición.
Esmerilado y pulido Cómo garantizar una buena retención de bordes en muestras nitruradas y nitrocarburadas
- El esmerilado plano se debe realizar con papel/lámina de carburo de silicio.
- Para garantizar una buena retención de bordes:
- Realizar un esmerilado fino con diamante en un disco rígido de esmerilado fino (MD-Largo).
- A continuación, aplicar un pulido de diamante en un tejido satinado de acetato (MD-Dac).
- Terminar con un breve pulido final con diamante de 1 μm o sílice coloidal.
Obtenga más información sobre el esmerilado y el pulido
- Obtenga más conocimientos, experiencia e información en nuestra sección de esmerilado y pulido.
- Consulte nuestra gama de equipos y productos de esmerilado y pulido.
- Obtenga consumibles y accesorios para el esmerilado y el pulido metalográficos.
Recomendaciones para el esmerilado y el pulido de los recubrimientos nitrurados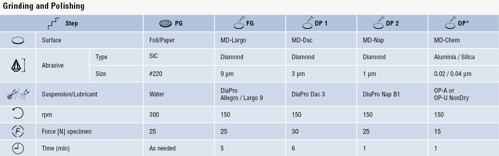
Ataque: Cómo grabar muestras nitruradas y nitrocarburadas
- Para evaluar la zona porosa, primero se examina el recubrimiento de nitruro antes del ataque químico de la muestra de metal nitrurado.
- El grabado con 1-3 % de nital muestra una capa de compuesto blanco. En aceros aleados nitrurados, la zona de difusión también será oscura.
- Para identificar la zona de difusión en aceros bajos en carbono nitrurados, caliente la muestra a 300 °C durante 45 minutos y, a continuación, someta a ataque químico con 1 % de nital.
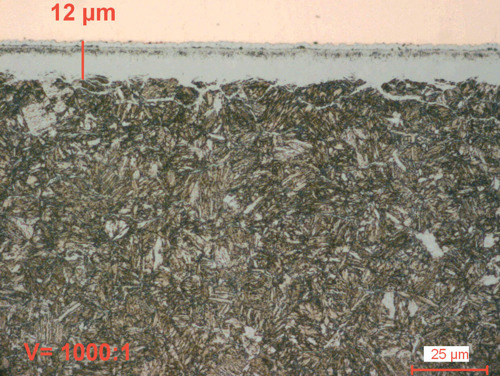
Fig. 10: Acero aleado (42CrMo4), nitrurado con gas (510 °C durante 36 horas) y sometido a ataque químico con 1 % de nital. La zona de difusión oscura, la capa de compuesto blanco y la zona porosa son visibles.
Descargue la nota de aplicación completa para obtener un método de preparación probado paso a paso para componentes nitrurados y nitrocarburados.
Materialografía de los componentes nitrurados y nitrocarburados
El proceso de nitruración termoquímica mejora la resistencia al desgaste y a la corrosión de los componentes metálicos al enriquecer la superficie con nitrógeno y, en algunos casos, pequeñas cantidades de carbono. Hay tres procesos de nitruración y todos ellos dan como resultado una superficie de nitruro muy dura, que consiste en una capa de compuesto y una zona de difusión.
La metalografía de los componentes nitrurados y nitrocarburados se utiliza principalmente para controlar la calidad del proceso de nitruración y para el análisis de los componentes defectuosos.
Existen dos retos principales para los metalógrafos a la hora de trabajar con componentes nitrurados y nitrocarburados: Las capas de nitruro se pueden desconchar o agrietar durante el corte y el esmerilado, y un montaje y pulido incorrectos pueden afectar negativamente a la preparación de los bordes. Para solventar estos retos, los metalógrafos deben seguir un método específico diseñado para componentes nitrurados y nitrocarburizados, como se describe en esta nota de aplicación.
Descargue la nota de aplicación completa aquí.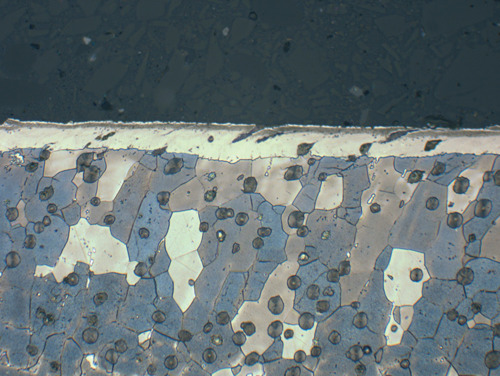
Fig. 11: Hierro fundido nodular ferrítico, nitrurado con gas, sometido a ataque químico con 3 % de nital (500x).
Infórmese sobre el resto de materiales
Obtenga más información sobre la materialografía de otros metales y materiales. Consulte nuestra página de materiales
Todas las imágenes son de Charily Zeng, especialista en aplicación, China
Si desea información específica sobre la preparación metalográfica de piezas de pulvimetalurgia, contacte con nuestros especialistas en aplicación.