Cómo embutir en frío

Antes de realizar la embutición, deberán tenerse en cuenta ciertos prerrequisitos. Aspectos esenciales que permitirán obtener una buena embutición:
- Limpiar la muestra. Antes de realizar la embutición, deberá limpiarse la muestra con el fin de mejorar la adherencia del medio de embutición a la muestra. Use acetona o, como mínimo, alcohol. Podría ser necesario realizar la limpieza en un baño ultrasónico. Recuerde que deberá secar bien la muestra. Las muestras limpias deberán manipularse con guantes o pinzas.
- Ajuste el tamaño de la muestra al tamaño del molde de embutición.
Tipos de embutición en frío
Existen dos tipos de resinas para embutición en frío: resinas acrílicas y resinas epoxi

Resinas epoxi
Las resinas epoxi son adecuadas para la embutición de todo tipo de materiales y están especialmente recomendadas para los procesos de impregnación al vacío. Las epoxi cuentan con la menor capacidad de contracción de entre todas las resinas para embutición en frío. Aunque el tiempo de curado es relativamente largo, la adherencia a la mayoría de materiales es excelente. Polimerizan a través de una reacción química después de haberse mezclado en las proporciones correctas. La epoxi endurecida es duroplástica y no se ve afectada por un calor moderada ni por productos químicos. Los sistemas epoxi de Struers están formados por dos componentes: una resina y un agente de curado/endurecedor. La baja presión de vapor, la transparencia, una buena adherencia, la viscosidad baja y la no contracción son todas propiedades específicas de las epoxis. Dado que la relación estequiométrica entre la resina y el endurecedor es fundamental; ambas piezas deberán pesarse a fin de obtener los mejores resultados de embutición. Si solo es posible medir la cantidad de volumen, use jeringas para medir las cantidades de resina y agente de curado/endurecedor.
Curar
El curado de los sistemas epoxi depende de la cantidad de resina. Con pequeñas cantidades, el proceso podría llevar más tiempo debido a que existen condiciones favorables para la extracción del calor excesivo generado por la reacción química. No obstante, el uso de mayores cantidades de epoxi acelerará el proceso de curado, almacenando el calor debido a las deficientes propiedades conductoras del sistema. En ciertas condiciones, es posible alcanzar temperaturas máximas de alrededor de 150-200 °C/302-392 °F. Para evitar esto y conseguir resultados de embutición más homogéneos, se puede utilizar una unidad de secado para controlar la temperatura durante el proceso de curado. La resina se endurece mediante la polimerización La polimerización es una reacción química que genera calor. El calor variará dependiendo del tipo y la cantidad del medio de embutición. Algunos medios de embutición se calentarán a temperaturas significativamente superiores a los 100 ºC.
Impregnación al vacío
Los materiales porosos como la cerámica o los recubrimientos pulverizados requieren del proceso de impregnación al vacío. La impregnación al vacío se lleva a cabo en una cámara de vacío a entre aproximadamente 0,1 y 0,15 bares. Todos los poros conectados a la superficie se llenan de resina. Por consiguiente, la resina refuerza estos materiales frágiles. Esto permite minimizar los accidentes que afectan a la preparación como las extracciones, las fracturas o la porosidad sin abrir. Gracias a su baja viscosidad y su baja presión de vapor, las resinas epoxi son las únicas que pueden utilizarse en el proceso de impregnación al vacío. Puede mezclarse un tinte fluorescente con la epoxi para así facilitar la identificación, mediante la luz fluorescente, de todos los poros rellenados. Sitúe la muestra en el centro del molde de embutición y coloque el molde en la cámara de vacío. Cierre la tapa y saque el aire de la cámara. La extracción dura unos minutos a fin de garantizar que no quede aire en la fracturas y poros pequeños. Abra la válvula para permitir que la resina entre en la cámara. Cuando la muestra esté totalmente cubierta por la resina de embutición, cierre la válvula y, a continuación, cierre la bomba de vacío. La presión atmosférica presionará la epoxi al interior de los poros y fracturas.



Resinas acrílicas
Las resinas acrílicas son fáciles de usar con tiempos de curado cortos, una contracción muy limitada y excelentes propiedades de embutición. Están especialmente indicadas tanto para la embutición en serie de muestras irregulares como para tareas rutinarias o muestras individuales. Las acrílicas están disponibles con y sin relleno mineral. En caso de necesitarse una codificación de color, puede utilizarse tinte. Se recomienda que, cuando se mezclen resinas acrílicas, se añada el polvo al líquido (endurecedor); de este modo, la mezcla de resina será más uniforme.
Selección del molde de embutición
Deberán tomarse en consideración el material y el tamaño del molde.
Tamaño
Se necesitará un molde lo suficientemente grande como para permitir una distancia de 5 mm entre la muestra y el borde del producto embutido final, para así minimizar el riesgo de fracturas radiales. Un molde grande con relación al tamaño de la muestra causará una excesiva generación de calor que podría dañar la muestra. La contracción también aumentará con una mayor relación resina:muestra.
Material
El endurecedor epoxi afectará a los moldes de silicona y reducirá la vida útil y la transparencia del molde. La selección del material del molde para resinas acrílicas no tiene las mismas limitaciones.
Proceso de embutición
Seleccione un molde de embutición y coloque en él una muestra limpia y seca. Mida cuidadosamente las cantidades correctas de los componentes de la resina por unidades de volumen o peso. Mezcle bien los componentes, vierta la mezcla de resina sobre la muestra y permita el curado de los moldes de butición rellenos. Los tiempos de mezclado y curado son parámetros importantes en un embutido de alta calidad, por lo que deberán seguirse las recomendaciones detalladas en el manual de instrucciones.
Resistencia a las sustancias químicas más comunes
Todos las resinas de embutición en frío son resistentes a los reactivos más comunes. No obstante, algunas resinas de embutición en frío reaccionan con disolventes orgánicos como la acetona, el alcohol, etc.



Fijación de la muestra
Los clips de fijación (de metal o plástico) garantizan que las placas, láminas y cables delgados permanezcan derechos. La lámina doble adhesiva puede utilizarse para mantener derechas las muestras con formas irregulares. Los adherentes líquidos podrían reaccionar con algunos tipos de resina de embutición en frío. Las muestras que sean demasiado pequeñas como para poder fijarse mediante clips (p. ej., algunos componentes electrónicos) podrán sostenerse en posición vertical durante la embutición pegándolas a la sección inferior del molde con cola de secado rápido.
Selección de la resina / Guía de selección
La elección de la resina/medio de embutición es importante porque permitirá obtener el resultado necesario y satisfacer los requisitos de la embutición.
El propósito de esta guía es proporcionar información detallada, consejos y trucos acerca de varios materiales de embutición en frío. Ir a la Guía de la Embutición en Frío
Resina acrílica
| Aplicaciones especiales | Retención de bordes / uso general | ||||
| Nombre de la resina |
ViaFix*
|
ClaroCit
|
LevoCit
|
VersoCit-2
|
DuroCit-3
|
| Aplicación |
Vías y microvías Excelentes características para el llenado de vías y microvías por su baja viscosidad. |
Extraordinariamente transparente Embuticiones transparentes para uso universal. Se pueden utilizar para la preparación objetivo y el curado bajo presión mejorará la transparencia. |
Retención de bordes y baja temperatura Excelente para metales no ferrosos y ferrosos de baja dureza, así como para muestras sensibles al calor. |
Rápido - Rutina Examen rutinario de materiales de dureza blanda a media. Los |
Retención de bordes Contracción mínima y muy buena retención de bordes en metales ferrosos de dureza media y dura, así como cerámicas, carburos, etc. |
| Nivel de contracción | Media | Media | Baja | Alta | Muy baja |
| Retención de bordes | Razonable | Razonable | Buena | Razonable | Buena |
| Tasa de eliminación | Alta | Alta | Media | Alta | Baja |
| Dureza de la embutición | Shore D 83 | Shore D 85 | Shore D 84 | Shore D 82 | Shore D 85 |
| Tiempo de curado** | 20 min. | 20 min. | 20 min. | 10 min. | 30 min. |
| Temperatura pico | 115 °C / 239 °F | 90 °C / 194 °F | 75 °C / 167 °F | 100 °C / 212 °F | 138 °C / 280 °F |
| Viscosidad | Baja | Media | Media | Media | Media |





Resina epoxi:
| Retención de bordes / uso general | Velocidad optimizada | ||||
| Nombre de la resina |
EpoFix
|
SpeciFix-40
|
CaldoFix-2
|
ProntoFix standard
|
ProntoFix accelerated
|
| Aplicación |
Vacío y baja temperatura Contracción muy baja e ideal para la impregnación al vacío de poros y fracturas. Ideal para muestras sensibles al calor, cubre todos los materiales. |
Adhesión extrema Embuticiones muy transparentes que se curan relativamente rápido. Se cura en horno o Drybox, manteniendo una contracción baja. |
Impregnación completa al vacío Tiempo de curado corto y baja viscosidad para una impregnación óptima. La embutición con resina epoxi más dura de Struers disponible. |
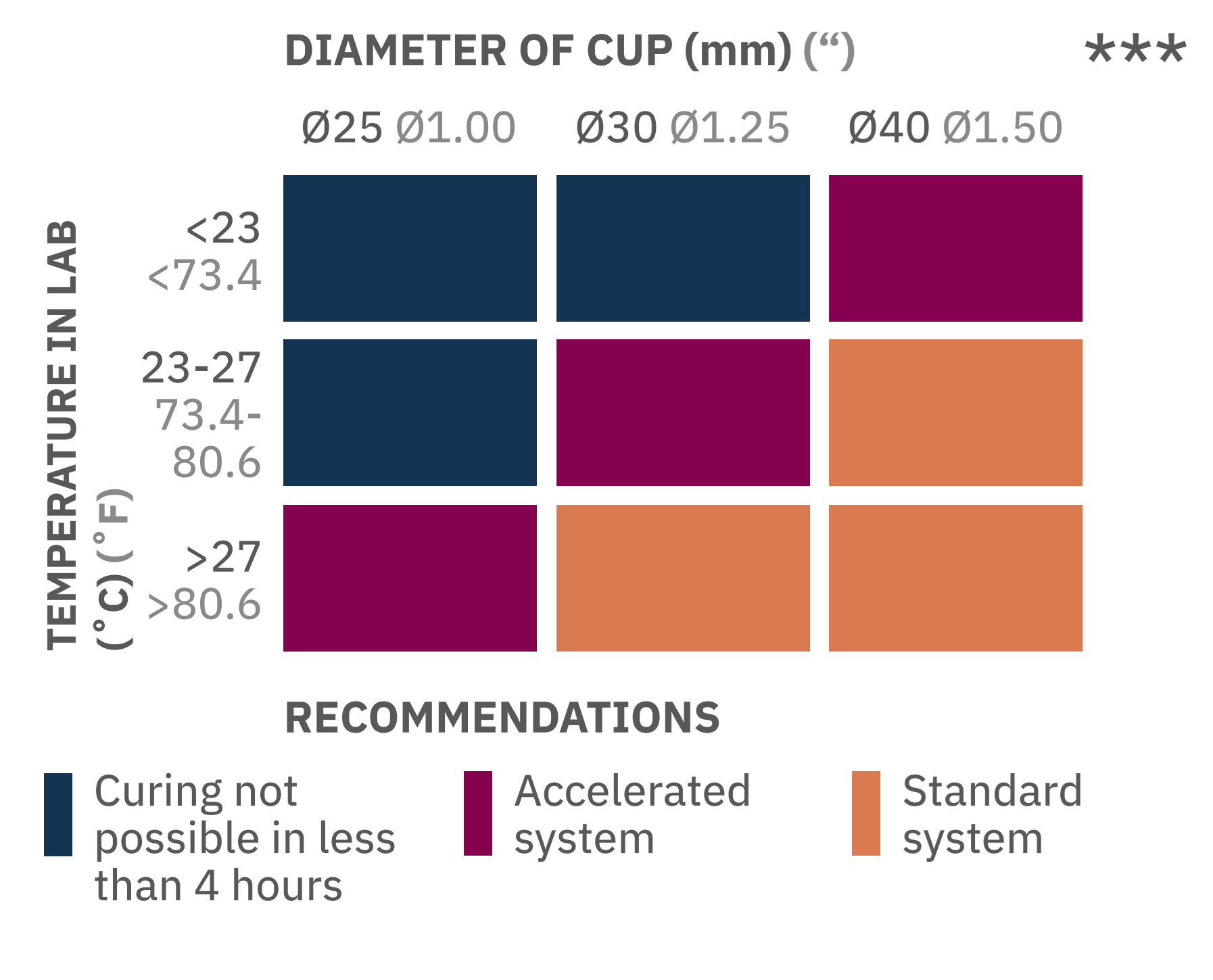
Rápida sin horno Resina epoxi con velocidad optimizada. Excelente adhesión y penetración superior de fracturas y poros cuando se utiliza la impregnación al vacío. El uso de la versión Standard frente a la versión Accelerated depende del diámetro del molde de embutición y de la temperatura de laboratorio. Consulte la tabla: |
|
| Nivel de contracción | Muy baja | Muy baja | Muy baja | Muy baja | |
| Retención de bordes | Buena | Buena | Buena | Buena | |
| Tasa de eliminación | Alta | Alta | Alta | Alta | |
| Dureza de la embutición | Shore D 78 | Shore D 82 | Shore D 85 | Shore D 83 | |
| Tiempo de curado | 12 horas* | 3,5 horas* (horno a 50°C / 122°F) |
90 min.* (horno a 75°C / 167°F) |
90 min.** | 90 min.*** |
| Temperatura pico | 40 °C / 104 °F | 100 °C / 212 °F | 170 °C / 338 °F | 140 °C / 284 °F | 140 °C / 284 °F |
| Viscosidad | Baja | Baja | Baja | Muy baja |





Resolución de problemas: la embutición en frío (resinas epoxi)
Resolución de problemas: embutición en frío (resinas acrílicas)
¿Busca consumibles?
Solicite sus consumibles directamente en nuestra tienda electrónica.