Acerca del esmerilado y el pulido

Preparación mecánica
La preparación mecánica es el método más común de preparación materialográfica de muestras para el examen microscópico. El requisito específico de la superficie preparada se determina mediante el tipo concreto de análisis o examen. Las muestras se pueden preparar para un acabado perfecto, para la verdadera estructura o bien, la preparación se puede detener cuando la superficie sea adecuada para un examen específico.
Objetivos de la preparación
Independientemente de los requisitos de preparación, los objetivos generales de la preparación son los mismos:
- Se deben conservar todos los elementos estructurales
- La superficie no debe presentar arañazos ni deformación
- No se introducirán objetos extraños en la superficie de la muestra
- La muestra debe ser plana y altamente reflectante
- Se intentará obtener el mejor precio por muestra
- Todas las preparaciones serán 100 % reproducibles
El proceso básico de la preparación mecánica de muestras es la eliminación de material, utilizando partículas abrasivas en pasos sucesivos más finos para eliminar el material de la superficie hasta lograr el resultado requerido.
Hay tres mecanismos para eliminar el material: esmerilado, pulido y lapeado. Estos difieren en la tendencia a introducir cierta deformación en la superficie de la muestra.
Cómo realizar el esmerilado y pulido
El objetivo de la preparación materialográfica de la muestra es revelar la verdadera estructura de la muestra, ya sea de metal, cerámica, carburo sinterizado o cualquier otro material sólido.
La manera más sencilla de lograrlo es con un método de preparación sistemático. Cuando la rutina del trabajo requiera examinar el mismo material, en las mismas condiciones, lo ideal será lograr el mismo resultado. Esto implica que el resultado de preparación debe ser reproducible.
La preparación de la muestra sigue ciertas reglas que son válidas para la mayoría de materiales. Diferentes materiales con propiedades correlativas (dureza y ductibilidad) responden de forma similar y requieren los mismos consumibles durante la preparación. Por consiguiente, todos los materiales se pueden desplegar en el metalograma conforme a sus propiedades, y no en base a su inclusión en un grupo de materiales concreto.
Caso práctico : Tiempo de preparación reducido de 60 a 11 minutos
Cómo seleccionar un método de preparación
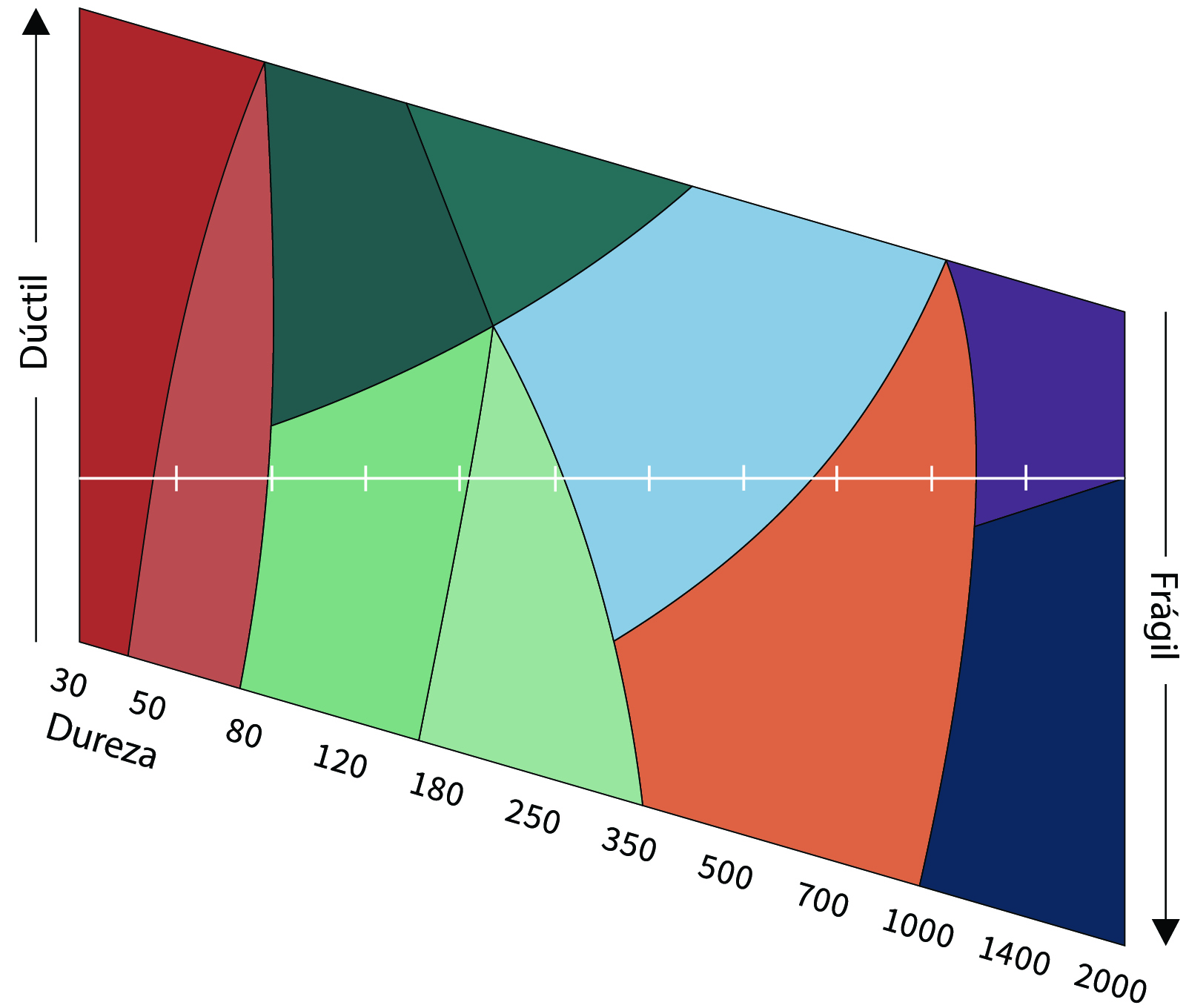
El metalograma muestra los materiales conforme a propiedades físicas concretas: dureza y ductilidad.
- Dureza: Se trata de la característica más sencilla de medir, aunque no aporta suficiente información sobre un material a fin de encontrar el método de preparación correcto.
- Ductilidad: Alude a la capacidad de un material de deformarse plásticamente, siendo importante para el esmerilado y pulido. Esta propiedad expresa cómo responde el material a la abrasión mecánica.
El eje x representa la dureza en Vickers (HV). Los valores no se muestran en una progresión lineal ya que la variedad de métodos de preparación en los materiales más blandos es mayor que en los duros. La forma de los resultados del metalograma de los materiales blandos es más dúctil, mientras que los materiales duros normalmente son más quebradizos.
Selección de un método de preparación
1. Encuentre la dureza en el eje x.
2. Desplácese arriba o abajo, dependiendo de la ductilidad del material. A diferencia de la dureza, la ductilidad no se define fácilmente con números precisos.
3. Coloque el material en el eje y, conforme a experiencias previas. Un requisito previo es tener una idea del comportamiento de un material dúctil o quebradizo.
Métodos de Metalograma
El metalograma está dividido en 10 áreas de colores, cada una representa un método de preparación para materiales con propiedades similares. Si no se conocen las propiedades específicas del material, es posible elegir el método de preparación basándose en el nombre del grupo de métodos.







Metales ferrosos duros (D)
Por ejemplo acero para herramientas, acero tratado térmicamente



Parámetros de preparación
Los métodos de preparación presentan un conjunto equilibrado de parámetros para el procedimiento de esmerilado y pulido según se describe a continuación.

Superficie
Las superficies se seleccionan cuidadosamente según el equipo relevante a utilizar, el material de la muestra y los requisitos de preparación. En cada grupo de superficies; piedras de esmerilado, papel de esmerilado o pulido, discos o paños, la diferencia en características incluye el tipo y adherencia del abrasivo, dureza, resiliencia, patrón de superficie y proyecciones de fibras.

Tamaño del grano
La preparación siempre comienza con el tamaño de grano más pequeño posible para evitar daños excesivos en las muestras. Durante los pasos sucesivos de preparación, se eligen intervalos lo más amplios posibles entre un tamaño de grano y el siguiente para minimizar el tiempo de preparación.
Abrasivo
La tasa de eliminación en el esmerilado y pulido está muy relacionada con el abrasivo utilizado. Los diamantes son uno de los materiales más duros conocidos, ya que tienen una dureza de aproximadamente 8000 HV. Esto significa que puede cortar fácilmente todos los materiales y fases. Hay diferentes tipos de diamantes disponibles. Los ensayos muestran que una eliminación elevada de material, junto con una profundidad de arañazos superficial, se obtiene debido a los múltiples bordes cortantes de los diamantes policristalinos. El carburo de silicio (SIC) con una dureza aproximada de 2.500 HV, se utiliza ampliamente como abrasivo en los papeles de esmerilado principalmente en materiales no férreos. El óxido de aluminio, con una dureza aproximada de 2000 HV, se utiliza principalmente como abrasivo en las piedras de esmerilado. Se utiliza en gran medida para la preparación de materiales férreos. También se utiliza ampliamente como medio de pulido, aunque desde la introducción de los productos de diamante para este fin, ha perdido en gran parte su utilidad en esta aplicación. La sílice coloidal se utiliza para obtener una acabado sin arañazos en los pasos de pulido de óxido. En general, el abrasivo debe tener una dureza de 2,5 a 3.0 veces la dureza del material a preparar. Nunca se cambiará a abrasivos más blandos, ya que puede generar defectos en la preparación. La cantidad de abrasivos aplicable dependerá de la superficie de esmerilado/pulido y la dureza de la muestra. La combinación de paños con baja resiliencia y muestras duras requiere una cantidad mayor de abrasivos frente a los paños con alta resiliencia y muestras más blandas ya que las partículas abrasivas se desgastan más rápido.

Lubricante
Dependiendo del tipo de material y la etapa de preparación, diferentes lubricantes combinan niveles de lubricado y refrigeración así como características del líquido.
Ello puede incluir, lubricantes fluidos con una refrigeración alta y un bajo efecto lubricante, lubricantes especiales para pulir materiales blandos y dúctiles, con base acuosa o de alcohol, etc.
Dependiendo del tipo de material y del disco de esmerilado/pulido utilizado en la preparación, las cantidades de lubricante y refrigerante se deben equilibrar. Por lo general se dice que los materiales blandos requieren gran cantidad de lubricante para evitar daños, y una cantidad baja de abrasivo ya que estos sufren un desgaste mínimo. Los materiales duros, por el contrario, requieren menos lubricante y mayor cantidad de abrasivos debido a su rápido desgaste. La cantidad de lubricante se debe ajustar correctamente para obtener un resultado óptimo.
El paño de pulido debe estar húmedo, en vez de mojado. El exceso de lubricante impregnará el abrasivo del disco y permanecerá como una capa densa entre la muestra y el disco, lo que reducirá al mínimo la eliminación de material.
En las suspensiones de diamante dos en uno, los líquidos de lubricación y refrigeración se incluyen y equilibran en una botella para optimizar el método de preparación relevante.
Velocidad de rotación
En el esmerilado plano, se utiliza una velocidad de disco alta para obtener una rápida eliminación de material. En el esmerilado fino, las velocidades DP y OP de 150 rpm se utilizan tanto en el disco de esmerilado/pulido como en el soporte para muestras. Ambos giran además en la misma dirección. Al trabajar con abrasivos sueltos, las velocidades elevadas los arrojan de la suspensión del disco, por lo que se necesitan cantidades mayores de abrasivo y lubricante.
Fuerza
La unidad de fuerza es el Newton. Las cifras indicadas en los métodos de preparación normalmente son estándares y corresponden a seis muestras con un diámetro de 30 mm, sujetas en un soporte para muestras. Las muestras se embuten y el área de la muestra abarcará aproximadamente el 50 % del espacio. Si las muestras son más pequeñas o si hay menos muestras en un soporte, se reducirá la fuerza para evitar daños como deformaciones. En muestras más grandes, se incrementará la fuerza ligeramente. En ese caso, el tiempo de preparación se ampliará. Un aumento de fuerza implica un aumento de temperatura debido a una mayor fricción, pudiendo aparecer daños térmicos.
Tiempo
El tiempo de preparación es el tiempo durante el cual el soporte para muestras gira y se presiona contra el disco de esmerilado/pulido. El tiempo de preparación se expresa en minutos. Se mantendrá lo más reducido posible para evitar defectos tales como relieves o redondeo de bordes. Dependiendo del tamaño de la muestra, será preciso ajustar el tiempo. En muestras mayores, el tiempo se alargará. Con muestras de un tamaño inferior al estándar, el tiempo se mantendrá constante y se reducirá la fuerza.

Resolución de problemas: Esmerilado y pulido
Existen algunas reglas que deben seguirse siempre:
- A fin de mejorar la preparación de un material concreto, asegúrese de que se haya preparado conforme a un método adecuado en el me talograma.
- Si el material se está preparando por primera vez, es importante examinar la muestra después de cada paso con un microscopio. Esto facilitará la visualización de posibles defectos en la preparación.
- Antes de continuar con el siguiente paso, asegúrese de que todos los daños del paso anterior, tales como arañazos, extracciones o granos incrustados, se eliminan completamente. De no hacerlo, los defectos de pasos anteriores podrían aparecer en la superficie acabada, en cuyo caso sería imposible saber dónde se originaron. Es preciso saber cuándo se originan los defectos para poder mejorar el método.
- Se reducirá el tiempo de preparación lo máximo posible. Tiempos de preparación innecesariamente largos desgastan los consumibles pudiendo incluso dañar la muestra, por ejemplo, causando redondeo de bordes, colas de cometa o relieves.
- Los nuevos paños de pulido o los discos de esmerilado puede que deban "rodarse" durante un tiempo breve, desbastarse o someterse a limpieza antes del uso para mejorar los resultados.
15 costosos problemas de esmerilado y pulido, y cómo evitarlos
Arañazos, manchas, decoloración y deformación son solo algunos de los problemas que deben evitarse durante el esmerilado y pulido en el análisis materialográfico. No se pierda estos consejos básicos para evitar los 15 problemas más comunes durante el esmerilado y pulido.
1. Resolución de problemas: Fracturas
- Los arañazos son ranuras en la superficie de una muestra producidas por los puntos de partículas abrasivas.
- Asegúrese de que, después del PG, la superficie de todas las muestras presentes en el soporte para muestras muestre el mismo patrón uniforme con relación a arañazos sobre la totalidad de la superficie.
- Si es necesario, repita el PG.
- A fin de evitar la contaminación de la superficie del esmerilado/pulido mediante las patículas abrasivas de gran tamaño procedentes del paso anterior, limpie con cuidado las muestras y el soporte para muestras después de cada uno de los pasos.
- Si todavía hay presentes arañazos generados por el paso anterior después de haber terminado el paso actual, aumente el tiempo de preparación en entre un 25 y un 50 % como primera medida. Si ello no ayuda, use el sistema Expert.

Después del FG, los arañazos del PG continúan siendo visibles. Aumentos: 200

Arañazos despúes del pulido de diamante
Después del pulido de diamante, los arañazos generados durante el FG continúan siendo visibles. El arañazo vertical de gran profundidad podría incluso haberse producido durante el PG. Aumentos: 200
Problema
2. Resolución de problemas: Ataque
La deformación plástica de las mayores áreas de ensayo recibe el nombre de manchas. En vez de recortarse o eliminarse, el material se empuja y arrastra a través de la superficie. Las manchas se generan debido a una aplicación incorrecta de abrasivo, lubricante, paño de pulido, o de una combinación de los anteriores, lo cual hace que el abrasivo actúe como si fuese una pieza desafilada. Existen tres posibles modos de evitar las manchas:
- Lubricante: Compruebe la cantidad de lubricante y, si es necesario, auméntela, ya que las manchas a menudo se producen cuando el nivel de lubricante es demasiado bajo.
- Paño de pulido Paño de pulido: debido a la alta resiliencia del paño, el abrasivo puede penetrar en el paño y no cortar. Cambie el paño por otro con menor nivel de resiliencia.
- Abrasivo Abrasivo: el tamaño del grano del diamante puede ser demasiado pequeño, lo que significa que las partículas no cortan. Use un tamaño de grano mayor.

1. Aplastamientos en acero blando dúctil. Aumentos: 15, DIC (Contraste Diferencial de Interferencia)

2. Aplastamiento en acero blando dúctil. Aumentos: 25, DIC (Contraste Diferencial de Interferencia)
Problema
3. Resolución de problemas: Ataque
- La decoloración suele aparecer después de la limpieza o el grabado de las muestras.
- Cuando existe una separación entre la muestra y la resina, el agua, el alcohol o el agente grabador puede experimentar fugas.
- Las áreas en la superficie de las muestras pueden verse afectadas por una decoloración y dificultar o incluso imposibilitar el examen.
- Limpie y seque inmediatamente las muestras después de los diferentes pasos de la preparación.
- Evite usar aire comprimido para secar las muestras después del pulido final, ya que el aire comprimido puede contener agua o aceite.
- Si la limpieza no se lleva a cabo correctamente, el pulido de óxido puede dejar una fina película de color blanco sobre la superficie de la muestra.
Si su pulidora no está equipada con un lavado automático de agua después del paso del pulido de óxido, lave el paño de pulido con agua para limpiar tanto las muestras como el paño.
- No use agua caliente para limpiar las muestras, ya que el agua caliente es más agresiva que el agua fría y, por lo tanto, intensificaría el subsiguiente grabado.
- No deje nunca las muestras en condiciones atmosféricas normales ya que la humedad podría afectar negativamente a la muestra. Si desea conservarlas, almacene siempre las muestras en un desecador.

Generación de aplastamiento en una muestra debido a la separación entre la resina y la muestra. Aumentos: 20
4. Resolución de problemas: Deformación
Existen dos tipos de deformaciones: la elástica y la plástica. La deformación elástica desaparece cuando se elimina la carga aplicada. La deformación plástica, que también puede recibir el nombre de trabajo frío, puede resultar en la aparición de defectos en la sub-superficie después del esmerilado, el lapeado o el pulido. La deformación plástica puede verse por primera vez después del ataque.
Aquí solo se trata la deformación que se genera durante la preparación. No se tendrá en cuenta ninguno de los demás tipos, que pueden generarse durante operaciones anteriores como el doblado, el marcado y el estirado, porque no pueden cambiarse ni mejorarse a través de un cambio en el método de preparación.
- Las deformaciones con artefactos que aparecen después del ataque (químico, físico o incluso óptico).
- Si una supuesta línea de deformación también es visible en campo claro sin atacar la muestra, consulte la sección arañazos sobre cómo mejorar el primer método de preparación.

1. Líneas cortas de deformación restringidas a determinados granos.Aumentos: 100, DIC (Contraste Diferencial de Interferencia)

2. Líneas agudas y bien definidas de deformación. Aumentos: 200, DIC (Contraste Diferencial de Interferencia)

3.Líneas profundas e ininterrumpidas de deformación Aumentos: 500, Luz polarizada
Problema
5. Resolución de problemas: Redondeo de bordes
El uso de una superficie de pulido con alta resiliencia resultará en una eliminación de material de tanto la superficie de la muestra como de los laterales. El efecto de esto es el redondeo de los bordes y se puede ver con las muestras embutidas si la resina se desgasta a una velocidad mayor que el material de la muestra. Compruebe sus muestras después de cada paso para ver cuándo se produce el fallo para poder determinar qué cambios necesitará realizar en la preparación.

1. El borde aparece redondeado debido a la separación entre la resina y la muestra. Acero inoxidable. Aumentos: 500, Agente atacante: Beraha I

2. Acero inoxidable, con buena retención del borde. Aumentos: 500, Agente atacante: Beraha I
6. Resolución de problemas: Relieve
El material de las diferentes fases se elimina a velocidades diferentes debido a la variación de la dureza o al índice de desgaste en cada una de las fases.
El relieve no suele notarse hasta que se inicia el pulido, por lo que es importante empezar la preparación con medios de esmerilado que mantengan las muestras tan planas como sea posible. No obstante, a fin de obtener las mejores condiciones de inicio posibles, deberá usarse MD-Largo para el esmerilado fino de materiales con una dureza inferior a 150 HV, y deberá usarse MD-Allegro para el esmerilado fino de materiales con una dureza de 150 HV o superior.
- El esmerilado plano con diamante es la mejor opción a fin de asegurarse unas muestras planas desde el mismo inicio de la preparación.
- El esmerilado fino con MD-Largo o MD-Allegro proporcionará la mejor planitud posible.
- A fin de evitar el relieve, el tiempo de preparación y el tipo de paño de pulido utilizados son los parámetros más importantes.
- El tiempo de preparación deberá ser el mínimo posible. Cuando desarrolle un nuevo método, deberá comprobar las muestras en intervalos de poca duración (1 - 2 min.).
- Los paños de pulido tiene una gran influencia en la planitud de las muestras. Un paño de pulido con baja resiliencia produce muestras con menor relieve que un paño con alta resiliencia.
- Para conocer cuál sería la manera correcta de cambiar los parámetros de la preparación, véase " Redondeo de bordes ".
- A fin de evitar el relieve con capas y recubrimientos, la embutición podría contribuir a mejorar el resultado. Para obtener información más detallada al respecto, consulte la sección "Acerca de la embutición".

1. Fibras B4C en AlSi, relieve entre las fibras y el material base. Aumentos: 200

2. Igual que la Figura 1 pero sin el relieve. Aumentos: 200
7. Resolución de problemas: Extracciones
Extracción es un término general que se emplea para describir una cantidad de irregularidades en el material, tales como:
- Pérdida de elementos estructurales (por ejemplo: partículas sin soporte en los recubrimientos en spray, fibras longitudinales en compuestos).
- Presencia de cavidades u hoyos después de que las inclusiones sensibles al agua se hayan disuelto o erosionado.
- Orificios que se crean cuando las inclusiones, como por ejemplo los óxidos, se rompen y se desprenden del material matriz.
- Daños causados por un esmerilado agresivo que todavía no se ha eliminado (como granos rotos en cerámicas frágiles y otros materiales duros/frágiles que no sufren deformación plástica).
Los problemas arriba descritos suelen producirse durante los primeros pasos de la preparación de materiales: corte, embutición, esmerilado plano/tosco.
- Tome todas las precauciones necesarias durante el corte y la embutición para asegurarse de que no introduce una tensión excesiva que pueda dañar las muestras.
- Use MD-Largo siempre que sea posible para evitar extracciones, ya que es menos agresivo que MD-Allegro.
- No use fuerzas superiores ni abrasivos más toscos de lo necesario en el esmerilado plano o el esmerilado fino.
- Los márgenes entre los diferentes tamaños de grano abrasivo no deberían ser demasiado grandes, ya que, de lo contrario, prolongaría innecesariamente el tiempo de preparación.
- Debería utilizarse un paño de pulido sin pelo, dado que dicho tipo de paños no tiende a arrancar partículas de la matriz La mayoría de los paños sin pelo tienen una menor resiliencia y, por lo tanto, ofrecen un índice de eliminación superior.
- Todos los pasos deberán eliminar los daños producidos durante los respectivos pasos anteriores y causar los menos daños posibles.
- Compruebe las muestras después de cada uno de los pasos a fin de descubrir cuándo se producen las extracciones.

Extracción de inclusiones. Pueden apreciarse los arañazos que se originan en la extracción de inclusiones.
Aumentos: 500, DIC (Contraste Diferencial de Interferencia)
Problema
8. Resolución de problemas: Separaciones
Las separaciones son espacios vacíos entre la resina de embutición y el material de la muestra. Si examina las muestras con un microscopio, podrá ver si existe alguna separación entre la resina y la muestra. Las separaciones pueden aparecer a causa de una amplia variedad de errores durante la preparación: redondeo de bordes, contaminación del paño de pulido, problemas con el marcado y manchas.
- La impregnación al vacío mediante epoxis proporcionará el mejor resultado.
- Las muestras deberían estar siempre limpias y desengrasadas para así mejorar la adhesión de la resina a la muestra.
- Embutición en caliente: escoja la resina correcta y enfríe las muestras en la prensa bajo presión para evitar que se formen separaciones.
- Embutición en frío: evite las temperaturas de curado demasiado altas. Para embuticiones de gran tamaño, use un chorro de aire frío para el enfriamiento o coloque el vaso de moldeo en una bandeja poco profunda de agua fría.
- Para salvar una muestra con separaciones, intente rellenar la separación con epoxis bajo vacío. Limpie y seque con cuidado la muestra, colóquela en la cámara de vacío y use una pequeña cantidad de epoxi para rellenar la separación. Deberá empezar de nuevo con la preparación, a fin de así eliminar cualquier exceso de epoxi de la superficie de la muestra.

Separación entre la resina y la muestra. El ataque ha fallado debido al sangrado de la solución de ataque sobre la superficie de la muestra. Nótese también la presencia de partículas abrasivas en la separación.
Aumentos: 200
9. Resolución de problemas: Fracturas
Las fracturas son grietas en materiales frágiles y en otros materiales con fases diferentes. La energía que se utiliza para mecanizar la muestra es superior a la que puede absorberse. El exceso de energía genera fracturas.
Las fracturas se producen en materiales frágiles y en muestras con capas. Deberá tener el máximo cuidado a lo largo de todo el proceso de preparación.
Esta sección no aborda las fracturas en materiales dúctiles, ya que estas no vienen causadas por la preparación sino que ya están presentes en la muestra antes de la preparación.
- Corte: Corte: deberá escogerse el disco de corte adecuado y utilizar una baja velocidad de avance.
- Cuando corte muestras recubiertas, el disco deberá pasar a través de la(s) capa(s) primero, de modo que el material base pueda actuar de soporte.
- La sujeción del material deberá realizarse de modo que no se produzca daño alguno. Si es necesario, use un relleno acolchado entre la muestra y el elemento de sujeción.
- Embutición Evite la embutición por compresión en caliente para materiales o muestras frágiles. En su lugar, utilice la embutición en frío, preferiblemente con impregnación al vacío. La única excepción es ClaroFast, la resina termoplástica de Struers que puede usarse en la CitoPress-15/-25 o en cualquier otra prensa de embutición en la que las resinas puedan pre-calentarse y ablandarse sin presión.
Nota: la impregnación al vacío solo rellenará las fracturas y las cavidades conectadas con la superficie. Tenga cuidado de no utilizar material de embutición con un alto nivel de contracción. Podrían arrancar capas del material base.

Fractura entre un recubrimiento por pulverización de plasma y el substrato. La fractura se origina en el corte.
Aumentos: 500

Muestra embutida con epoxi y EpoDye bajo vacío. La fractura se rellena con tinte fluorescente, lo que demuestra que la fractura se produjo en el material antes de la embutición.
Aumentos: 500
Luz fluorescente
Problema
10. Resolución de problemas: Falsa porosidad
Algunos materiales tienen una porosidad natural, como por ejemplo los metales de fundición, los recubrimientos en spray o la cerámica. Es importante disponer de los valores correctos y no realizar lecturas incorrectas a causa de errores en la preparación.
Dependiendo de las propiedades de un material, pueden verse dos efectos contrarios con relación a la porosidad :
- Los materiales blandos y dúctiles pueden deformarse con facilidad. Por lo tanto, los poros pueden cubrirse con material untado. Un examen puede ayudar a mostrar que el porcentage de porosidad es demasiado bajo.
- La superficie de los materiales duros y frágiles puede romperse con facilidad durante los primeros pasos de la preparación mecánica, con lo cual exhibirán una mayor porosidad de la que realmente tienen.
Al contrario que los materiales dúctiles, en que la porosidad inicial parece ser más baja y los poros tienen que abrirse, los materiales frágiles parecen tener una porosidad alta. La fractura aparente de la superficie debe eliminarse.
- El pulido con diamantes es necesario independientemente de la dureza y la rigidez del material. Examine las muestras cada dos minutos con un microscopio e inspeccione siempre la misma área a fin de determinar si se ha producido alguna mejora. Una manera de asegurarse de que se esté mirando la misma área es marcando esa área con un penetrador de dureza (para materiales frágiles, deberán tomarse precauciones y evitar introducir una mayor tensión en el material).
- Una vez que no se produzcan más cambios en la porosidad, proceda al próximo paso de pulido.
- Si es necesario, para eliminar los restos de material untado, el último paso deberá ser un pulido de óxido que eliminará el material lentamente sin introducir nuevas deformaciones.

1. Superaleación, pulido durante 5 min en MD/DP-Dur, 3 µm. Aumentos: 500

2.Igual que el 1. pero después de un pulido adicional de 1 min. en MD/DP-Dur, 1 µm.

3. Igual que el 2. Después de 2 min. adicionales en MD/DP-Dur, 1 µm.Resultado correcto.
Problema
11. Resolución de problemas: Materiales duros/frágiles
La superficie de los materiales frágiles suele romperse durante los primeros pasos de la preparación mecánica. La superficie podría mostrar una porosodad más alta de la que realmente tiene.
Al contrario que los materiales dúctiles, en que la porosidad inicial parece ser más baja y los poros tienen que abrirse, los materiales frágiles parecen tener una porosidad alta. La fractura aparente de la superficie debe eliminarse.

1. Cr2O3 recubrimiento por pulverización de plasma después del paso de FG

2. Igual que el 1 después de un pulido de 3 min., 6 µm .

3. Igual que el 2 después de un pulido adicional en MD-Nap, 1 µm. Resultado correcto.
Problema
12. Resolución de problemas: Colas de cometa
Las colas de cometas se producen junto a las inclusiones o poros cuando el movimiento entre la muestra y el disco de pulir es unidireccional. Esta forma característica recibe el nombre de "colas de cometas". Un factor clave a la hora de evitar la formación de colas de cometas es la dinámica del pulido.
1. Durante el pulido, use la misma velocidad de rotación en las muestras y el disco.
2. Reduzca la fuerza.
3. El pulido durante un tiempo prolongado con un paño suave es un factor que contribuye. Asegúrese de eliminar la menor deformación posible en el siguiente paso de pulido, especialmente cuando se necesite un paño con una alta resiliencia.

Colas de cometa. Aumentos: 20, DIC (Contraste Diferencial de Interferencia)

Colas de cometa. Aumentos: 200, DIC (Contraste Diferencial de Interferencia)
13. Resolución de problemas: Contaminación
El material procedente de una fuente ajena a la misma muestra, depositado sobre la superficie de la muestra durante el pulido o el esmerilado mecánico, recibe el nombre de contaminación.
- La contaminación se puede producir en todo tipo de materiales.
- Durante el pulido, las partículas de suciedad o el material eliminado durante un paso anterior pueden depositarse en la muestra o en el paño de pulido.
- El examen microscópico puede mostrar "inclusiones" o fases en una estructura, lo cual equivaldría a anomalías o deformaciones.
- Asegúrese de almacenar los discos de pulido en un armario estanco al polvo a fin de evitar la contaminación de la superficie del disco.
- En caso de dudas sobre si una fase o partícula es o no correcta, limpie o cambie el paño de pulido y repita la preparación del paso de esmerilado fino.
- Por encima de todo, asegúrese de limpiar las muestras entre los diferentes pasos de la preparación.

El cobre de una preparación anterior se deposita sobre la superficie de la muestra debido al ligero relieve existente entre las partículas B4 y la matriz de aluminio.
Aumentos: 200
14. Resolución de problemas: Abrasivos incrustados
Un abrasivo incrustado es una partícula abrasiva suelta introducida a presión en la superficie de una muestra. Las partículas abrasivas pueden incrustarse en los materiales blandos. Los incrustación de abrasivos puede deberse al tamaño de una partícula abrasiva pequeña, al hecho que el paño de esmerilado o pulido que se utiliza tiene una resiliencia baja, o a que se utilice un lubricante con poca viscosidad. A menudo se producen combinaciones diferentes con estos motivos.
- Cuando se realiza un esmerilado plano, las partículas abrasivas pueden incrustarse en los materiales blandos. Continúe con una superficie de grano más fino (por ejemplo, MD/DP-Pan con DiaPro Pan 15 µm) como segundo paso del esmerilado plano y MD-Largo para el esmerilado fino. Las partículas incrustadas deberían eliminarse después del paso del esmerilado fino.
- Debería usarse MD-Molto 220 para aluminio y aleaciones de aluminio, o MD-Mezzo para titanio y aleaciones de titanio, y para el esmerilado plano de los metales/aleaciones no férreos.
- MD-Allegro no debe utilizarse para materiales con una dureza inferior a 150 HV. En lugar de presionarse en el disco, las partículas abrasivas se presionarán en la muestra y permanecerán allí, firmemente incrustadas. Use MD-Largo en vez de MD-Allegro.
- Para el pulido de materiales blandos, solo deberán usarse tamaños de grano de 3.0 µm y más pequeños en paños con resiliencia alta.
- Para los últimos pasos de pulido con diamante de materiales blandos, cuando se utilicen partículas abrasivas finas:
- DiaPro NAP R 1.0 um cuando se use un paño MD/DP-Nap.
- DiaPro Mol R 3.0 um cuando se use un paño MD/DP-Mol.
- Con el abrasivo de diamante se utiliza DP-Lubricante, Rojo, con alta viscosidad.
- Si el material es sensible al agua, use DP-Lubricante, Amarillo, con el abrasivo de diamante.

Aluminio, esmerilado con diamante de 3 µm en un paño con baja resiliencia. La muestra contiene un gran número de diamantes incrustados.
Aumentos: 500

Como más arriba, después del pulido final. La mayoría de los diamantes continúan presentes en la muestra.
Aumentos: 500
Problema
15. Resolución de problemas: Huellas de lapeado
Las huellas de lapeado son penetraciones en la superficie de la muestra producidas por partículas abrasivas que se mueven libremente sobre una superficie dura. No se trata de arañazos, como los que se producen durante la realización de cortes, sino que son huellas de partículas tambaleándose sobre la superficie sin eliminar el material.
- Si una partícula abrasiva no se mantiene en en una posición fija mientras la muestra le va pasando por encima, empezará a rodar. En vez de eliminar el material, el grano penetra en el material de la muestra, creando una profunda deformación y rompiendo únicamente pequeñas virutas de la superficie de la muestra.
- Las huellas de lapeado pueden producirse tanto durante el esmerilado como durante el pulido.
- Las causas son: superficies del paño/disco incorrectas para la operación en sí, o bien la aplicación de unza fuerza incorrecta. Todas las combinaciones de estos resultados pueden causar las huellas de lapeado.

Huellas de lapeado en Zircalloy:
Causadas por el rodado o el tambaleo de partículas abrasivas.
Aumentos: 200

Después del pulido final, aparecen penetraciones profundas y una deformación subyacente. Tántalo puro.
Aumentos: 500, DIC (Contraste Diferencial de Interferencia)
Problema

Esmerilado
El esmerilado es el primer paso en la eliminación mecánica de material.
Un esmerilado adecuado elimina el material de la superficie dañado o deformado, a la vez que limita la cantidad de deformación adicional en la superficie. El objetivo es obtener una superficie plana con un daño mínimo que se pueda eliminar fácilmente durante el pulido en el menor tiempo
posible. El esmerilado elimina el material utilizando partículas abrasivas fijas que producen virutas del material de la muestra (véase a continuación). El proceso de creación de virutas con un grano abrasivo cortante produce una deformación mínima en la muestra, a la vez que logra una elevada tasa de eliminación.
Las tres posiciones del grano abrasivo sobre la superficie en un estado fijo son:

Posición 3:
El grano pasa sobre la superficie de la muestra, arañándola con una deformación relativamente pequeña en el material de la muestra.

Posición 2:
El grano se queda a mitad de recorrido y la viruta va creciendo.

Posición 1:
El grano entra en contacto con la superficie de la muestra. El grano se fija completamente en la dirección X; puede que exista movimiento (resiliencia) en dirección Y. La viruta se genera cuando el grano entra en contacto con el material de la muestra.
Esmerilado plano (PG)
Normalmente este es el primer paso en el proceso de esmerilado. El esmerilado plano garantiza que las superficies de todas las muestras sean similares, con independencia del estado inicial y su tratamiento previo. Además, al procesar varias muestras en un soporte, se debe tener cuidado para que todas estén al mismo nivel, o "plano", antes de continuar con el siguiente paso: el esmerilado fino. Para obtener una tasa de eliminación del material alta y constante, tiempos de esmerilado cortos y máxima planicidad, se prefieren los granos totalmente fijos con un tamaño relativamente grande de grano para el esmerilado plano. Las superficies de esmerilado plano adecuadas proporcionarán muestras perfectamente planas lo que reducirá el tiempo de preparación en el siguiente paso de esmerilado fino. Además, algunas superficies pueden ofrecer buena retención de bordes. Durante el desgaste, aparecen nuevos granos abrasivos lo que garantiza una eliminación constante de material.
Esmerilado fino (FG)
El esmerilado fino produce una superficie con poca deformación que se puede eliminar fácilmente durante el pulido. Debido a las desventajas de los papeles de esmerilado, se dispone de superficies compuestas para una esmerilado fino alternativo, a fin de mejorar y facilitar el esmerilado fino. Se puede obtener una tasa de eliminación de material alta utilizando granos de tamaños: 15, 9 y 6 µm. Esto se hace con discos compuestos duros (discos rígidos) con una superficie de un material compuesto especial. Así se permite a los granos de diamante, que se suministran continuamente, incrustarse en la superficie y proporcionar un esmerilado fino. Con estos discos se obtiene una superficie de la muestra muy plana. El uso del abrasivo de diamante en los discos de esmerilado fino garantiza una eliminación uniforme de material, tanto en fases duras como blandas. No se producen aplastamientos en las fases blandas ni virutas en las fases quebradizas, y las muestras conservan una planitud perfecta. Los pasos sucesivos de pulido se pueden realizar en un período de tiempo muy corto.


Pulido
Como en el esmerilado, el pulido se utiliza para eliminar los daños generados en pasos anteriores. Esto se logra con sucesivos pasos de partículas abrasivas de refinamiento. El pulido se divide en dos procesos diferentes:

Pulido de diamante
El diamante se utiliza como un abrasivo para tratar la eliminación de material de forma más rápida y con unos excelentes resultados de planitud. Ningún otro abrasivo ofrece resultados similares. Debido a su dureza, el diamante corta perfectamente cualquier material y fase.
Durante el pulido, es deseable tener un tamño de viruta pequeño para lograr una superficie de la muestra sin arañazos ni deformación. Se utilizan paños de mayor resiliencia, junto con tamaños de grano menores, tales como 3 o 1 µm, para obtener un tamaño de viruta próximo a cero. Una fuerza menor en las muestras también reducirá el tamaño de la viruta durante el pulido.

Pulido de óxido
Ciertos materiales, especialmente los blandos y dúctiles, requieren un pulido final aplicando el pulido de óxido para obtener una calidad excelente. La sílice coloidal, con un tamaño de grano de aproximadamente 0,04 µm y un pH en torno a 9,8, ha mostrado unos resultados extraordinarios. La combinación de la actividad química y una abrasión suave y fina evita la aparición de arañazos y deformación en las muestras.

Lapeado
En el lapeado, el abrasivo se aplica en una suspensión sobre una superficie dura.
En el lapeado, el abrasivo se aplica en una suspensión sobre una superficie dura. Las partículas no se presionan sobre la superficie ni se fijan en ella. Se desplazan y mueven libremente en todas direcciones, desprendiendo pequeñas partículas de la superficie de la muestra e introduciendo deformaciones profundas. Estas partículas abrasivas que se mueven libremente no consiguen producir "virutas" como tal en la superficie de la muestra.
Así, durante el lapeado la tasa de eliminación (el material eliminado en un período concreto de tiempo) es muy baja, lo que conlleva a procesos muy largos. En los materiales blandos, las partículas abrasivas con frecuencia se presionan sobre la superficie de la muestra donde se adhieren con firmeza. Tanto las deformaciones profundas como los granos incrustados se deben evitar en la preparación materialográfica de muestras. Esto significa que el lapeado se utiliza sólo en la preparación de materiales muy duros y quebradizos, como las muestras mineralógicas o cerámicas.
Las tres posiciones de un grano abrasivo cuando pasan rodando por la superficie de la muestra:

Posición 3:
El grano no llega a tocar la superficie de la muestra. Al pasar de nuevo, desprende una parte mayor o menor dependiendo de la forma del grano.

Posición 2:
El grano pasa sobre la muestra y desprende una parte del material de esta, ocasionando una deformación importante en el material de dicha muestra.

Posición 1:
El grano entra en contacto con la superficie de la muestra.

Equipos de esmerilado y pulido
Dispone de una amplia oferta de máquinas, accesorios y consumibles para la preparación mecánica, desde sistemas manuales para la preparación de una muestra ocasional a soluciones de preparación potentes y totalmente automáticas para un procesamiento de alto volumen.