Généralités sur le prépolissage et le polissage

Préparation mécanique
La préparation mécanique est la méthode de préparation la plus courante des échantillons matérialographiques en vue d’un examen microscopique. Les exigences spécifiques de la surface préparée sont déterminées par le type d'analyse ou d'examen envisagé. Les échantillons peuvent être préparés jusqu’à l’obtention d’un fini parfait, la structure vraie, ou bien, la préparation peut être stoppée lorsque la surface est acceptable pour l'examen souhaité.
Objectifs de la préparation
Au-delà des exigences de la préparation, les objectifs généraux de préparation énumérés ci-dessous restent les mêmes.
- Tous les les éléments structurels doivent être conservés
- La surface doit être exempte de rayures et de déformations
- Aucun matériau étranger ne doit contaminer la surface de l'échantillon
- L'échantillon doit être plan et poli miroir si possible
- On recherche toujours un coût par échantillons optimal
- Toutes les préparations doivent être 100 % reproductibles
Le processus de base de la préparation mécanique des échantillons est l’enlèvement de matière, utilisant des particules abrasives en étapes successives plus fines pour enlever la matière de la surface jusqu’à ce que le résultat requis soit obtenu.
Il existe trois mécanismes d’enlèvement de matière : prépolissage, polissage et rodage. Ils se différencient par leur tendance à provoquer des déformations à la surface de l'échantillon.
Procédé de prépolissage et de polissage
Le but de la préparation matérialographique d'un échantillon est de faire apparaître sa véritable structure, qu'il s'agisse d'un échantillon en métal, céramique ou carbure fritté ou tout autre matériau solide.
La meilleure façon d'y parvenir est une approche systématique de la préparation. Lorsque les contrôles impliquent systématiquement l'examen du même matériau dans les mêmes conditions il est souhaitable d'obtenir à chaque fois le même résultat. Cela signifie que le résultat de la préparation doit être reproductible. La préparation des
échantillons suit certaines règles qui s’appliquent à la plupart des matériaux. Différents matériaux ayant des propriétés (dureté et ductilité) similaires répondent de façon similaire et nécessitent les mêmes consommables pour leur préparation. C'est pourquoi tous les matériaux peuvent être classés selon le « métallogramme » et leurs propriétés, et non pas en fonction de leur appartenance à un groupe donné de matériaux. Étude de cas
Réduction du temps de préparation de 60 à 11 minutes
Comment choisir la méthode de préparation ?
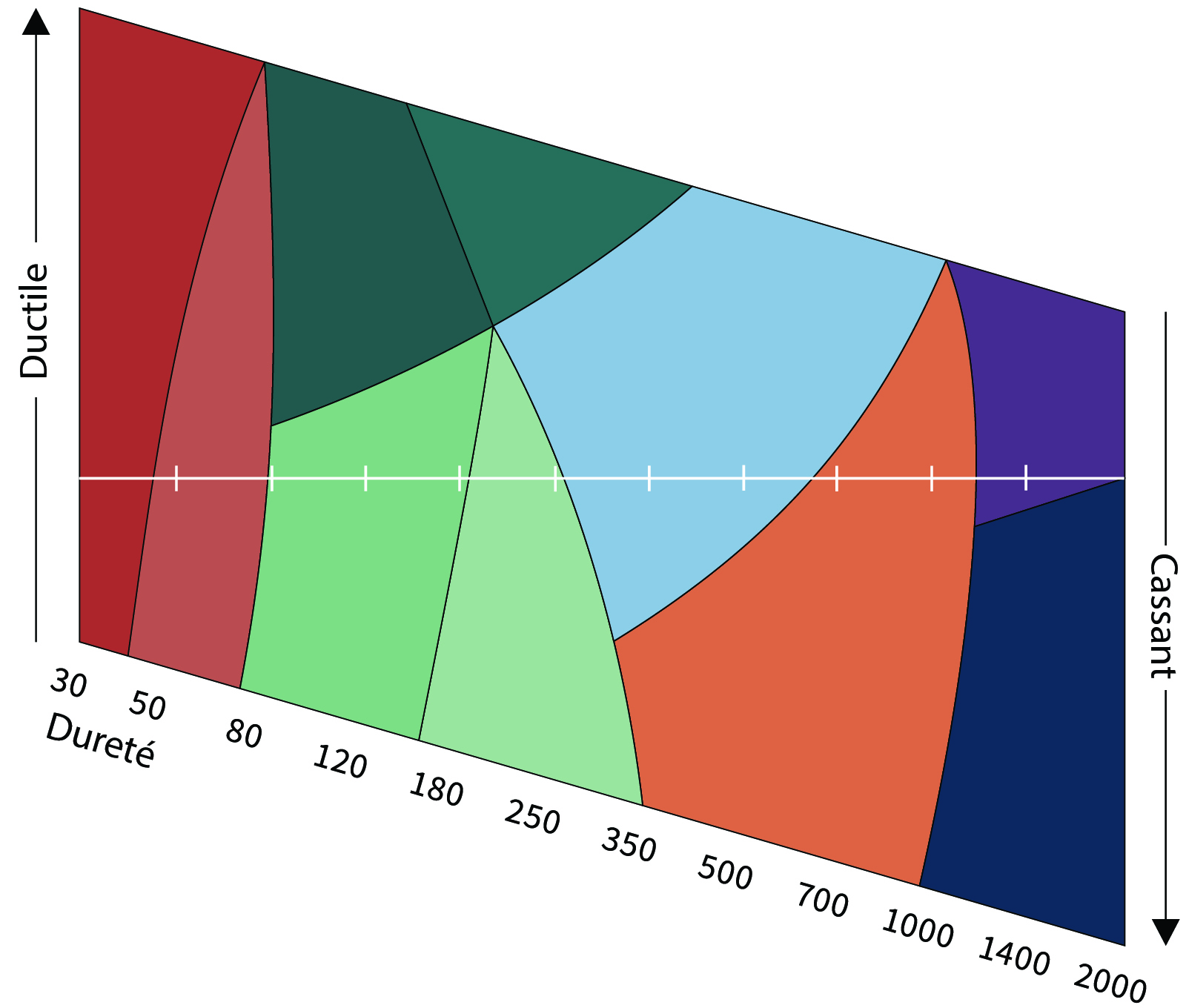
Le « métallogramme » classe les matériaux en fonction de propriétés physiques spécifiques, à savoir la dureté et la ductilité.
- Dureté : C'est la propriété la plus facile à mesurer mais elle n'apporte pas assez d'information sur le matériau pour définir la meilleure méthode de préparation.
- Ductilité : La capacité d'un matériau à subir une déformation plastique est une propriété importante pour le prépolissage et le polissage. Cette propriété définit la manière dont le matériau répond à l'abrasion mécanique.
L'axe des x représente la dureté en Vickers (HV). L'échelle des valeurs n'est pas linéaire car la variété des méthodes de préparation pour les matériaux tendres est plus vaste que celle des matériaux durs. La forme du métallogramme est due au fait que les matériaux tendres sont généralement plus ductiles et que les matériaux durs sont généralement plus cassants.
Choix de la méthode de préparation
1. Rechercher la dureté sur l'axe des x.
2. Se déplacer ensuite vers le haut ou vers le bas selon la ductilité du matériau. À la différence de la dureté, la ductilité est difficile à définir avec précision.
3. Placer votre matériau sur l'axe des y en fonction de vos connaissances sur sa ductilité . Il faut dans un premier temps avoir une idée du comportement du matériau en termes de dureté et de fragilité.
Méthodes Métallogramme
Le métallogramme est divisé en 10 zones colorées, chacune représentant une méthode de préparation pour des matériaux aux propriétés similaires. Si les propriétés spécifiques du matériau ne sont pas connues, il est possible de choisir la méthode de préparation en se basant sur le nom du groupe de méthodes.





Métaux non ferreux moyennement durs (C1)
Par exemple les superalliages à base de Ni

Métaux ferreux tendres à moyennement durs (C2)
Par exemple acier inoxydable, acier doux




Paramètres de préparation
Les méthodes de préparation impliquent l'utilisation de paramètres dans toutes les procédures de prépolissage/polissage décrites ci-dessous.

Support
Les supports sont soigneusement choisis en fonction de l'équipement utilisé, de la nature de l'échantillon et des exigences de la préparation. Chaque groupe de supports (meules, papier abrasif, disques ou draps de polissage) est caractérisé par le type d'abrasif et liant associé, la dureté, la résilience, l'état de la surface et la nature et structure des fibres.

Grain/taille de grain
Pour endommager l'échantillon le moins possible, la préparation débute toujours avec la taille de grain la plus faible possible. Pour les étapes de préparation suivantes, on utilise une différence de grain la plus grande possible pour réduire le nombre d'étapes et donc la durée de préparation.
Abrasif
Lors du prépolissage/polissage, le taux d'enlèvement de matière dépend essentiellement des abrasifs utilisés. Les diamants sont l'un des matériaux les plus durs connus, avec une dureté d'environ 8 000 HV. Cela signifie qu’il peut facilement couper tous les matériaux et toutes les phases. Différents types de diamant sont disponibles. Des tests ont prouvé que les diamants polycristallins produisent un enlèvement de matière élevé et des rayures peu profondes en raison de leurs nombreuses petites arêtes tranchantes. Le carbure de silicium, SiC, d'une dureté d'environ 2500 HV, est un abrasif d'usage courant dans les papiers de prépolissage, principalement pour les métaux non-ferreux. L'oxyde d'aluminium, Al2O3, d'une dureté d'environ 2000 HV, est principalement employé comme abrasif dans les meules de prépolissage. Il s'utilise particulièrement pour la préparation des métaux ferreux. Il a été longtemps utilisé comme moyen de polissage, mais depuis l'apparition des produits diamantés, il a perdu beaucoup de son utilité. La silice colloïdale est utilisée pour produire une finition sans rayures lors des étapes de polissage aux oxydes en général, l'abrasif doit avoir une dureté 2,5 à 3.0 fois plus élevée celle du matériau à préparer. Ne jamais passer à un abrasif plus tendre, cela peut conduire à la formation d'artéfacts. La quantité d'abrasif utilisée dépend du type de support de prépolissage/polissage et de la dureté de l'échantillon. La combinaison d'un drap de faible résilience et d'un échantillon dur nécessite une plus grande quantité d'abrasif que celle d'un drap à forte résilience avec un échantillon plus tendre parce que les particules abrasives sont usées plus rapidement.

Lubrifiant
En fonction du type de matériau et de l'étape de préparation, différents lubrifiants pourront être choisis pour assurer la lubrification et le refroidissement nécessaires.
On trouve par ex. des lubrifiants très fluides avec une capacité de refroidissement élevée et un faible pouvoir lubrifiant, des lubrifiants spécifiques pour le polissage des matériaux tendres et ductiles à base d'alcool ou d'eau, etc.
Selon le type de matériau et le disque de prépolissage/polissage utilisé pour la préparation, il faut trouver le bon équilibre entre lubrification et refroidissement. De façon générale on peut affirmer que les matériaux tendres nécessitent une grande quantité de lubrifiant pour éviter de les endommager, mais une faible quantité d'abrasif car celui-ci s'use peu. Les matériaux durs nécessitent moins de lubrifiant, mais une plus grande quantité d'abrasif car ce dernier s'use plus vite. La quantité de lubrifiant doit être réglée correctement pour obtenir le meilleur résultat.
Le drap de polissage doit être humide, mais non mouillé. L'excès de lubrifiant risque d'évacuer rapidement l'abrasif provenant du disque et de former une couche épaisse entre l'échantillon et le disque et ainsi causer un enlèvement de matière minimal.
Pour les suspensions diamantées deux-en-un, les liquides de lubrification et de refroidissements sont pré-dosés dans le flacon pour optimiser la méthode de préparation.
Vitesse de rotation
Pour le prépolissage plan (PG), une vitesse élevée est utilisée pour enlever rapidement de la matière. Pour le prépolissage fin (FG), le polissage diamanté (DP) et aux oxydes (OP) une vitesse de 150 t/min est utilisée tant pour le disque de prépolissage/polissage que pour le porte échantillon. Ils tournent tous deux dans la même direction. Si les abrasifs ne sont pas fixés, une vitesse élevée les éjectent de la suspension du disque, il faut par conséquent plus d'abrasif et de lubrifiant.
Force
La force s'exprime en newtons. Les chiffres indiqués dans les méthodes de préparation sont généralement standardisées pour six échantillons de 30 mm de diamètre, bridés sur un porte-échantillons. Les échantillons sont enrobés et leur surface doit être d'environ 50 % de celle de l'enrobage. Si les échantillons sont plus petits, ou qu'ils sont moins nombreux, la force doit être réduite pour éviter des dommages comme l'écrouissage. Pour les échantillons plus grands, la force doit être seulement légèrement augmentée. En revanche le temps de préparation doit augmenter. Une force plus élevée augmente la température en raison de la plus grande friction, et des dommages thermiques peuvent apparaître.
Temps
Le temps de préparation est le temps pendant lequel le porte-échantillons tourne en appui sur le disque de prépolissage/polissage. Le temps de préparation est spécifié en minutes. Il doit être maintenu le plus faible possible pour éviter les artéfacts comme le relief ou l'arrondissement des bords. Selon la taille de l'échantillon, la durée peut nécessiter un ajustement. Pour les échantillons les plus grands, le temps doit être augmenté. Pour les échantillons plus petits, on maintient le temps, mais on diminue la force appliquée.

Dépannage - Le prépolissage et le polissage
Les quelques règles de base à suivre sont énumérées ci-dessous.
Les quelques règles de base à suivre sont énumérées ci-dessous.
- Pour améliorer la préparation d'un matériau particulier, s'assurer d'abord que l'on a utilisé la méthode appropriée d'après le métallogramme.
- Si le matériau a été préparé pour la première fois, il est important d'examiner l'échantillon au microscope après chaque étape de préparation. Cela facilite l'identification des artéfacts qui pourraient apparaître.
- Avant de passer à l'étape suivante, s'assurer que tous les dommages de l'étape précédente comme les rayures, les arrachements ou l'incrustation de grains ont été éliminés complètement. Si cela n'est pas fait, les artéfacts d'une étape précédente pourraient apparaître sur la surface finie et dans ce cas il serait impossible de savoir d'où ils viennent. Pour pouvoir améliorer la méthode, il faut savoir à quel moment les artéfacts commencent à apparaître.
- Utiliser des temps de polissage aussi courts que possible. Les temps de polissage inutilement longs gaspillent des consommables et peuvent même endommager les échantillons par ex. en arrondissant les bords, en produisant des queues de comète ou du relief.
- Avant de donner les meilleurs résultats, les draps de polissage ou les disques de prépolissage neufs ont parfois besoin d'être « avivés » ou bien dressés pendant une courte durée.
15 problèmes coûteux de prépolissage et de polissage – et comment les éviter
Les rayures, le beurrage, les salissures et les déformations ne sont que quelques-uns des problèmes que vous devez éviter lors du prépolissage et du polissage aux fins de l’analyse matérialographique. Ne manquez pas nos conseils et astuces pour éviter les 15 problèmes de prépolissage et de polissage les plus fréquents.
1. Dépannage - Fissures
- Les rayures sont des rainures dans le support d'un échantillon, produites par les points de particules abrasives.
- Assurez-vous qu'après le PG le support de tous les échantillons dans le porte-échantillon montre le même motif de rayures uniforme sur tout le support.
- Répéter le PG si nécessaire.
- Pour éviter la contamination du support de prépolissage/polissage par les grandes particules abrasives lors d'une étape précédente, nettoyer les échantillons et le porte-échantillon soigneusement après chaque étape.
- S'il y a toujours des rayures laissées par l'étape précédente après avoir terminé l'étape en cours, augmenter le temps de préparation de 25 à 50 % pour la première mesure. Si cela ne vous aide pas, utilisez le système expert

Après le FG, les rayures de PG sont encore visibles. Mag: 200x

Après le polissage diamanté, les rayures de FG demeurent. La rayure verticale très profonde pourrait même être rester présente après le PG. Mag: 200x
Problème
2. Diagnostic - Tronçonnage
La déformation plastique de plus grandes zones d'échantillonnage est appelée beurrage. Au lieu d'être découpé ou enlevé, le matériau est poussé à travers le support. Le beurrage se produit en raison d'une application incorrecte d'abrasif, de lubrifiant, de drap de polissage, ou une combinaison de ces éléments, ce qui conduit l'abrasif à agir comme s’il était émoussé. Il existe trois possibilités pour éviter le beurrage :
- Lubrifiant : Contrôler la quantité de lubrifiant et, si nécessaire, l’augmenter, car le beurrage se produit souvent lorsque le niveau de lubrifiant est trop faible.
- Draps de polissage Drap de polissage : en raison de la grande élasticité du drap, l'abrasif peut être enfoncé profondément dans le drap et il ne peut pas couper. Changer pour un drap à plus faible élasticité.
- Abrasif : Abrasif : la taille du grain de diamant peut être trop faible, ce qui signifie que les particules ne peuvent pas couper. Utiliser une plus grande taille de grain.

1. Beurrage sur l'acier doux et ductile. Mag: 15x, DIC

2. Beurrage sur l'acier doux et ductile. Mag: 25x, DIC
Problème
3. Dépannage - Attaque
- La coloration est souvent perçue après le nettoyage ou l'attaque des échantillons.
- Lorsqu'il existe une fente entre l'échantillon et la résine, de l'eau ou de l'alcool ou de la solution d’attaque peuvent s'échapper.
- Des zones sur le support des échantillons peuvent être décolorées et rendre l'examen difficile ou même impossible.
- Nettoyer et sécher les échantillons immédiatement après chaque étape de la préparation.
- Éviter l'utilisation d'air comprimé lors du séchage vos échantillons après le polissage final parce que l'air comprimé peut contenir de l'huile ou l'eau.
- Le polissage OP peut entraîner une pellicule blanche laissée sur le support de l’échantillon si le nettoyage n'est pas effectué correctement.
Si votre outil de polissage n'est pas équipé d'un rinçage automatique à l’eau après l'étape de polissage aux oxydes, durant les 10 dernières secondes de la phase de l’OP, rincer le drap de polissage avec de l'eau, afin de nettoyer là la fois les échantillons et le drap.
- Ne pas utiliser d’eau chaude pour le nettoyage des échantillons parce que l'eau chaude est plus agressive que l'eau froide et l’attaque qui en découle sera intensifiée.
- Ne jamais laisser les échantillons en conditions ambiantes normales car l'humidité peut attaquer l’échantillon. Toujours stocker les échantillons dans un dessiccateur si vous souhaitez les conserver. Toujours stocker les échantillons dans un dessiccateur si vous souhaitez les conserver.

La coloration de l'échantillon en raison d'un retrait entre la résine et l'échantillon. Mag: 20x
4. Dépannage - La déformation
Il existe deux types de déformations : élastique et plastique La déformation élastique disparaît lorsque la charge appliquée est retirée. Les déformations plastiques restantes peuvent être vues en premier après l’attaque.
Seules les déformations introduites au cours de la préparation métallographique sont présentées ici. Tous les autres types d'opérations antérieures comme flexion et l’étirage ne sont pas pris en compte car ils ne peuvent pas être changés ou améliorés en modifiant la méthode de préparation.
- L'écrouissage est un artefact qui apparait après l'attaque (chimique, physique ou attaque optique également).
- Si une ligne de déformation supposée est également visible en fond clair en condition non-attaquée, veuillez voir la section sur les rayures pour savoir comment améliorer la méthode de préparation en premier.

1. Ecrouissage limité à quelques grains Mag: 100x, DIC

2. Lignes de déformation claires, bien définies. Mag: 200x, DIC

3.Lignes de déformation émoussées, Mag interrompu : 500x, lumière polarisée
Problème
5. Dépannage - Arrondissement des bords
À l'aide d'un support de polissage avec une élasticité élevée, cela entraînera un enlèvement de matière à la fois du support de l'échantillon et des côtés. L’effet est l’arrondi des bords et peut être observé avec des échantillons enrobés si la résine s’use plus vite que le matériau de l’échantillon. Veuillez vérifier vos échantillons après chaque étape pour voir quand le défaut se produit afin de déterminer les changements que vous devrez apporter à la préparation.

1. En raison d'un retrait entre la résine et échantillon, le bord est arrondi. Acier inoxydable. Mag: 500x ;réactif d'attaque : Beraha I

2. Bonne netteté des bords, acier inoxydable. Mag: 500x ; réactif d'attaque : Beraha I
6. Dépannage - Relief
Du matériau provenant de différentes phases est enlevé à des taux différents en raison des variations de dureté ou taux d'usure de chacune des phases.
Un relief n’est habituellement pas noté jusqu’au début du polissage de sorte qu'il est important de commencer la préparation avec le les médias de prépolissage qui permettront de garder les échantillons les plus plats possible. Cependant, pour obtenir les meilleures conditions de départ possible, le MD-Largo doit être utilisé pour le prépolissage fin de matériaux d'une dureté inférieure à 150 HV, et le MD-Allegro pour le prépolissage fin des matériaux d'une dureté de 150 HV et au-delà.
- Le prépolissage plan diamanté est le meilleur choix pour assurer des échantillons plats dès le début de la préparation.
- Le prépolissage fin avec un MD-Largo ou MD-Allegro offrira la meilleure planéité.
- Afin d'éviter les reliefs, le temps de préparation et le type de drap de polissage utilisés sont les paramètres les plus importants.
- Le temps de préparation doit être aussi court que possible. Lors de l'élaboration d'une nouvelle méthode, les échantillons doivent être contrôlés à intervalles courts (1 à 2 min)
- Les draps de polissage ont une forte influence sur la planéité des échantillons. Un drap de polissage avec une faible élasticité produit des échantillons avec moins de relief qu’avec un drap de polissage avec une élasticité élevée.
- Voir « Arrondissement des bords » pour la manière correcte de modifier les paramètres de préparation.
- Pour éviter le relief avec des couches et des revêtements, l’enrobage peuvent aider à améliorer le résultat. Voir dans la section « Généralités sur l'enrobage » pour des informations plus détaillées.

1. B4C fibres dans AlSi, relief entre les fibres et le matériau de base Mag: 200x

2. Identique à la figure 1 mais sans relief. Mag: 200x
7. Dépannage - Arrachements
Arrachement est un terme général utilisé pour décrire un certain nombre d’irrégularités du matériau telles que :
- La perte d'éléments structurels (par exemple : particules non prises en charge dans les revêtements de pulvérisation, fibres longitudinales dans les composites).
- Des cavités ou des piqûres qui restent après que les inclusions sensibles à l'eau ont été dissous ou érodées.
- Les trous créés lorsque des inclusions telles que les oxydes ont été rompues du matériau de la matrice.
- Dommage causé par un prépolissage agressif qui n'a pas encore été supprimé (comme des grains brisés de céramique fragile et d'autres matériaux durs/fragiles qui ne subissent pas de déformation plastique).
Les problèmes décrits ci-dessus se produisent normalement durant les premières étapes de la préparation du matériel : sectionnement, enrobage, prépolissage plan/grossier.
- Prenant soin lors de la découpe et l’enrobage de ne pas introduire des contraintes excessives qui pourraient endommager les échantillons.
- Utilisant le MD-Largo lorsque possible afin d'éviter des arrachements car il est moins agressif que le MD-Allegro.
- N’utilisant pas des forces supérieures ou un abrasif plus grossier que nécessaire pour le prépolissage plan ou le prépolissage fin.
- Les marges entre chaque taille de grain abrasif ne doivent pas être trop grandes et prolonger inutilement le temps de préparation.
- Un drap de polissage sans poils devrait être utilisé quand cela est possible, car il n'a pas tendance à « cueillir » particules hors de la matrice. Aussi la plupart des draps de polissage sans poils ont une plus faible élasticité offrant des taux d'enlèvement supérieurs.
- Chaque étape doit supprimer les dommages de la précédente et doit introduire le moins de dommage possible de lors de son exécution.
- Vérifier les échantillons après chaque étape pour savoir quand les arrachements se produisent.
;

Inclusions arrachées. Les rayures provenant de l’arrachement des inclusions peut être vues.
Mag: 500x, DIC
Problème
8. Dépannage - Fente
Les fentes sont des vides entre la résine d'enrobage et l'échantillon. Lors de l'examen d'échantillons avec un microscope, il est possible de voir s'il y a une fente entre la résine et l'échantillon. Les fentes peuvent causer une variété de défauts de préparation : l'arrondissement des bords, la contamination de drap de polissage, les problèmes lors de l'attaque et la coloration.
- L'imprégnation sous vide à l'aide de résine époxy fournira le meilleur résultat.
- Les échantillons doivent toujours être nettoyés et dégraissés pour améliorer l'adhérence de la résine à l'échantillon.
- L'enrobage à chaud : choisir la bonne de résine et refroidir les échantillons dans la presse sous pression afin d'éviter des fentes.
- L’enrobage à froid : éviter une trop grande température de polymérisation. Pour les grands enrobages, utiliser un flux d'air froid pour le refroidissement ou placer les moules dans un plateau peu profond d'eau fraîche.
- Pour enregistrer un échantillon avec une fente, essayer de combler le vide avec de l'époxy sous vide. Nettoyer et sécher soigneusement l'échantillon, le mettre dans une chambre à vide et utiliser une petite quantité de résine époxy pour combler la fente. La préparation doit être recommencée depuis le début, pour enlever tout excédent d'époxy sur le support de l'échantillon.

Fentes
Fente entre la résine et l’échantillon. L’attaque a échoué en raison de fuites de la solution d’attaque sur le support de l'échantillon. Noter également les particules abrasives dans la fente.
Mag: 200x
9. Dépannage - Fissures
Dépannage - Fissures L'énergie utilisée pour usiner l'échantillon est supérieure à celle qui peut être absorbée. Le surplus d'énergie résulte dans les fissures.
Des fissures se produisent dans des matériaux fragiles et des échantillons avec des couches. On doit prendre soin pendant toute le processus de préparation.
Cette section ne traite pas des fissures dans matériaux ductiles, car celles-ci ne sont pas causées par la préparation mais sont déjà présentes dans l'échantillon avant la préparation.
- La coupe : la meule de tronçonnage appropriée doit être choisie, et un faible taux d'alimentation doit être utilisé.
- Lors de la découpe d’échantillons enduits, la meule de tronçonnage doit passer à travers les couches d'abord, afin que le matériau de base serve de support.
- Le bridage de l'échantillon doit être réalisé d'une manière telle qu'aucun dommage ne puisse se produire. Si nécessaire, utiliser un rembourrage entre l'échantillon et la bride.
- Enrobage : Éviter l’enrobage à chaud pour les matériaux ou les échantillons fragiles. Utiliser, au lieu de cela, l'enrobage à froid, de préférence avec imprégnation sous vide. La seule exception est ClaroFast, la résine thermoplastique de Struers qui peut être utilisée soit dans une CitoPress-15/-30 soit dans toute presse d'enrobage dans laquelle les résines peuvent être pré-chauffées et ramollies sans pression.
Remarque : l' imprégnation sous vide remplira uniquement des fissures et des cavités reliés au support. Veillez à ne pas utiliser de matériaux d’enrobage à haut retrait. Ils peuvent tirer des couches loin du matériau de base.

Fissure entre un revêtement plasma et le substrat. La fissure vient de la découpe.
Mag: 500x

Échantillon enrobé avec de l'époxy et EpoDye sous vide. La fissure est remplie avec de la teinture fluorescente, prouvant que la fissure était dans le matériau avant l’enrobage.
Mag: 500x
Lumière fluorescente
Problème
10. Dépannage - Fausse porosité
Certains matériaux ont porosité naturelle, par exemple les métaux en fonte, les revêtements de pulvérisation ou la céramique. Il est important d'obtenir les valeurs correctes et pas de mesures incorrectes à cause de défauts de préparation.
En fonction des propriétés d'un matériau, deux effets contraires sur la porosité peuvent être vus :
- Les matériaux malléables et ductiles peuvent être facilement déformés. Par conséquent les pores peuvent être couvertes par du beurrage de matériau. Un examen peut montrer un pourcentage de porosité qui est trop faible.
- Le support des matériaux durs, friables est facilement fracturé pendant les premières étapes de préparation mécanique et ainsi montrer une porosité plus grande que ce qui est effectivement le cas.
Contrairement au matériau ductile, où la porosité initiale semble être faible et les pores doivent être ouvertes, les matériaux fragiles semblent avoir un degré élevé de porosité. La fracturation apparente du support doit être retirée.
- Le polissage diamanté est nécessaire quelle que soit la dureté ou la ductilité du matériau. Examiner les échantillons toutes les deux minutes avec un microscope, en inspectant la même zone à chaque fois pour déterminer s'il y a amélioration. Une façon pour vous assurer que vous regardez bien au même endroit est de marquer une zone avec une pénétration de dureté (pour matériaux fragiles, on doit prendre garde de ne pas introduire d'autre stress).
- Une fois qu'il n'y a pas d'autres changements dans la porosité, passez à la prochaine étape de polissage.
- Si nécessaire, afin de supprimer le dernier de tout beurrage de métal, l'étape finale doit être un polissage aux oxydes afin de retirer les matériaux lentement, sans introduire de nouvelles déformations.

1. Superalliage, poli pendant 5 min sur MD/DP-Dur, 3 µm. Mag: 500x

2.Identique à 1. Mais après polissage supplémentaire pour 1 min sur MD/DP-Dur, 1 µm.

3. Identique à 2. Après encore 2 minutes sur MD/DP-Dur, 1 µm.Résultat correct.
Problème
11. Dépannage - Matériaux durs ou fragiles
Les matériaux durs et fragiles se facturent souvent en surface pendant les premières étapes mécaniques de la préparation. Le support peut montrer une porosité supérieure à la réalité.
Contrairement au matériau ductile, où la porosité initiale semble être faible et les pores doivent être ouvertes, les matériaux fragiles semblent avoir un degré élevé de porosité. La fracturation apparente du support doit être retirée.

1. Cr2O3 revêtement plasma après étape de FG

2. Identique à 1 après 3 min, 6 µm de polissage

3. Identique à 2 après polissage supplémentaire sur MD-Nap, 1 µm. Résultat correct.
Problème
12. Dépannages - Queues de comète
Les queues de comète sont adjacentes aux inclusions ou aux pores lorsque le déplacement entre l'échantillon et le disque de polissage est unidirectionnel. Leur forme caractéristique leur donne le nom de « queues de comète »" Un facteur-clé pour éviter les queues de comète est la dynamique de polissage.
1. Pendant le polissage, utiliser la même vitesse de rotation pour les échantillons et le disque
2. Diminuer la force
3. Le polissage prolongé sur un chiffon doux est un facteur qui y contribue. Assurez-vous que le moins de déformation possible doit être éliminée lors de l’étape de polissage suivante, en particulier lorsqu’un chiffon à haute résilience est nécessaire.

Queues de comète. Mag: 20x, DIC

Queues de comète. Mag: 200x, DIC
13. Dépannage - Contamination
Matériau provenant d'une source autre que l'échantillon lui-même, qui est déposé sur le support de l'échantillon au cours de du prépolissage ou du polissage mécanique est appelé la contamination.
- La contamination peut se produire sur tous les types de matériaux.
- Pendant le polissage, les particules de poussière ou de matériau enlevé au cours d'une étape précédente peuvent être déposées sur l’échantillon ou sur le drap de polissage.
- L'examen microscopique peut révéler des « inclusions » ou phases dans une structure qui sont des anomalies ou une déformation.
- Veillez à stocker les disques de polissage dans une armoire étanche aux poussières pour éviter la contamination de la surface du disque.
- Devrait-il y avoir le moindre doute si une phase ou particule est correcte, veuillez nettoyer ou changer le drap de polissage et répéter la préparation depuis l’étape du prépolissage fin.
- Surtout, assurez-vous que les échantillons sont bien nettoyés entre les étapes de préparation

Du cuivre provenant d'une préparation précédente est déposé sur le support de l'échantillon du fait d’un léger relief entre les particules de B4C et la matrice d'aluminium.
Mag: 200x
14. Dépannage - Incrustation d'abrasif
Une incrustation d'abrasif est une particule abrasive lâche enfoncée dans le support d'un échantillon. Avec les matériaux mous des particules abrasives peuvent devenir incrustées. Les incrustations d'abrasif peuvent survenir à cause d'une petite taille de particule abrasive, le drap de prépolissage ou de polissage utilisé a une faible élasticité ou un lubrifiant à faible viscosité est utilisé. Souvent une combinaison de ces raisons intervient.
- Lorsque des particules abrasives de prépolissage plan peuvent devenir incrustées dans les matériaux mous. Continuer avec un support un peu plus fin de grain (c.-à-d. MD/DP-Pan avec DiaPro Pan 15um) comme seconde étape de prépolissage plan et MD-Largo pour le prépolissage fin. Les particules incrustées doivent être enlevées après l'étape du prépolissage fin.
- Le MD-Molto 220 pour l'aluminium et les alliages d’aluminium, ou le MD-Mezzo pour le titane et les alliages de titane doivent être utilisés pour prépolissage plan de ces métaux/alliages non ferreux spécifiques.
- MD-Allegro ne doit pas être utilisé pour des matériaux d’une dureté inférieure à 150 HV. Au lieu d’être pressées dans le disque, les particules abrasives seront pressées dans l’échantillon et y resteront fermement encastrées. Utilisez le MD-Largo au lieu du MD-Allegro.
- Lors du polissage des matériaux mous, des tailles de grain de 3.0 µm et moins doivent uniquement être utilisés sur des draps avec une élasticité élevée.
- Pour la dernière étape de polissage diamanté des matériaux mous, quand de fines particules abrasives sont utilisées :
- DiaPro PAN R 1.0 um lorsqu’un drap MD/DP-Nap est utilisé
- DiaPro Mol R 3.0 um lorsqu’un drap MD/DP-Mol est utilisé
- DP-Lubrifiant, rouge, un lubrifiant à viscosité élevée, est utilisé avec un abrasif diamanté
- Si le matériau est sensible à l’eau, utiliser le DP-lubrifiant, jaune avec un abrasif diamanté

L'aluminium, prépoli avec 3 µm de diamant, à l'aide d'un drap à faible élasticité. De nombreux diamants sont incrustés dans l'échantillon.
Mag: 500x

Identique à ci-dessus, après le polissage final. La plupart des diamants sont encore présents dans l'échantillon.
Mag: 500x
Problème
15. Dépannage - Traces du rodage
Les traces du rodage sont des empreintes de dureté sur le support de l'échantillon faites par les particules abrasives qui se déplacent librement sur une surface dure. Ce ne sont pas des rayures, à l'instar d'une action de découpe, mais sont les traces distinctes de particules basculant sur le support sans enlèvement de matière.
- S i une particule abrasive est pas maintenue dans une position fixe pendant que l'échantillon passe sur elle, elle commencera à rouler. Au lieu d'enlever des matériaux, le grain est forcé dans les matériaux, créant une profonde déformation et seulement un écaillage de petites particules depuis le support des échantillons.
- Les traces du rodage peuvent être produites pendant à la fois le prépolissage et le polissage.
- Les causes sont : disque incorrect/surfaces du drap de fonctionnement réel ou mauvaise force. De même, les combinaisons de ces défauts peuvent entraîner traces du rodage.

Traces du rodage sur Zircalloy :
Causée par laminage ou des particules abrasives ayant roulé en surface
Mag: 200x

Après le polissage final, de profondes empreintes et la déformation sous-jacente
après les traces du rodage sont visibles. Tantale pur.
Mag: 500x, DIC
Problème

Prépolissage
Le prépolissage est la première étape de l’enlèvement mécanique de matière.
Un prépolissage réalisé correctement fera disparaître les dommages et les déformations existantes de la surface, tout en laissant une déformation intrinsèque limitée. L’objectif est d’obtenir une surface plane avec un minimum de dommages pouvant être éliminés facilement et le plus rapidement possible lors du polissage.
Le prépolissage enlève la matière à l'aide de particules abrasives fixes sur un support, produisant des copeaux de l'échantillon (voir ci-dessous). La création de ses copeaux par des grains d'abrasifs tranchants ne produit qu'un minimum de déformation dans l'échantillon, tout en assurant un taux d'enlèvement de matière des plus élevés.
Un grain d'abrasif fixe se déplaçant à la surface de l'échantillon agit en trois phases :

Cas 3 :
Le grain sort de la surface de l'échantillon, y laissant une rayure avec relativement peu de déformation.

Cas 2 :
le grain est à mi-chemin, le copeau s'agrandit.

Cas 1 :
le grain pénètre dans la surface de l'échantillon. Le grain est fixé dans la direction X ; il peut se déplacer (résilience) dans la direction Y. Le copeau commence à se former lorsque le grain s'enfonce dans l'échantillon.
Prépolissage plan (PG)
C'est normalement la première étape du processus de prépolissage. Le prépolissage garantit que les surfaces de tous les échantillons sont similaires, en dépit de leur état initial. En outre, lorsque l'on traite plusieurs échantillons sur un porte-échantillons, il faut prendre soin de s'assurer qu'ils sont tous au même niveau (coplanaires) avant de passer à l'étape suivante de prépolissage fin. Pour le prépolissage grossier, il faut choisir de préférence des grains fixes dans un support d'une granulométrie relativement grossière si on veut obtenir un taux d'enlèvement de matière élevé en un temps court. Ces supports garantissent des échantillons parfaitement plans, réduisant ainsi le temps de l'étape de prépolissage fin qui suit. En outre, certaines surfaces peuvent fournir une bonne netteté des bords. Au fur et à mesure, des grains d'abrasifs neufs sont disponibles, assurant un enlèvement de matière uniforme.
Prépolissage fin (FG)
Le prépolissage fin permet d'obtenir une surface avec une déformation si faible qu’elle peut être éliminée par le polissage. En raison des inconvénients des papiers abrasifs, d'autres surfaces en composite sont disponibles, afin d'améliorer et faciliter le prépolissage fin, un taux d'enlèvement de matière élevé est obtenu à l'aide des tailles de grain 15, 9 ou 6 µm. Cette performance implique l'utilisation de disques en composite dur (disques rigides) dont la surface est constituée d'un matériau composite spécial. Cela permet aux grains de diamant, qui sont apportés en permanence, de pénétrer dans la surface et de réaliser un prépolissage fin. Avec ces disques, on peut obtenir un échantillon avec une très bonne planéité. L’emploi d’un abrasif diamanté sur les disques de prépolissage fin assure un enlèvement de matière uniforme autant sur les phases dures que sur les phases tendres. Il n’y a aucun beurrage des phases tendres ni écaillage des phases friables, et les échantillons gardent une planéité parfaite. L'étape de polissage suivante peut être effectuée en un temps très court.


Polissage
Tout comme le prépolissage, le polissage doit éliminer les déformations introduites aux étapes précédentes. On réalisera donc des passages successifs à l’aide de particules abrasives de plus en plus fines. Le polissage peut être divisé en deux processus différents.

Polissage diamanté
Le diamant est employé comme abrasif pour réaliser l’enlèvement de matière le plus rapide et la planéité la meilleure possible. Aucun autre abrasif existant n’est capable de produire des résultats similaires. En raison de sa dureté, le diamant coupe de façon extrêmement efficace tous les matériaux et toutes les phases.
Lors du polissage, on vise à obtenir une surface sans rayure ni déformation. On utilise des draps plus élastiques en finition, ainsi que des granulométries plus fines, par ex. 3 ou 1 µm pour obtenir une surface parfait. En appliquant une force plus faible sur les échantillons, on réduit également les déformations en surface.

Polissage aux oxydes
Certains matériaux, en particulier ceux qui sont tendres et ductiles, nécessitent un polissage final aux oxydes pour que la qualité soit optimale. La silice colloïdale, avec une taille de grain d’environ 0,04 µm et un pH d’environ 9,8, a montré des résultats remarquables. La combinaison d’une activité chimique et d’une abrasion douce permet d'obtenir des échantillons sans aucune rayure ni déformation.

Rodage
Lors du rodage, l'abrasif est contenu dans une suspension et est appliqué sur un support dur.
Lors du rodage, l'abrasif est contenu dans une suspension et est appliqué sur un support dur. Les particules ne peuvent pas pénétrer dans la surface du support ni s'y incruster. Elles roulent et se déplacent librement dans toutes les directions arrachant de petites particules à la surface de l'échantillon et générant ainsi de profondes déformations. Ceci est dû au fait que les petites particules abrasives se déplacent librement et ne sont pas capables de produire de réels « copeaux » de matière à la surface de l'échantillon (voir ci-dessous).
Par conséquent pour le rodage, le taux d'enlèvement de matière (la quantité de matière enlevée par unité de temps) est faible, le temps de rodage peut s'avérer très long. Sur les matériaux tendres, les particules sont souvent pressées dans la surface de l'échantillon, et s'y incrustent fermement. Les déformations profondes et les grains incrustés ne sont pas du tout souhaitables pour la préparation d'échantillons matérialographiques. Pour les raisons décrites ci-dessus, le rodage n'est utilisé que pour la préparation des matériaux très durs et fragiles, tels que les céramiques et les échantillons minéralogiques.
Les trois position d’un grain d'abrasif se déplaçant à la surface de l'échantillon en roulant:

Cas 3 :
Le grain roule sans toucher la surface de l'échantillon. Quand le grain repasse sur l'échantillon, son martèlement fait se détacher un fragment plus ou moins considérable de matière, selon la forme du grain.

Cas 2 :
Le grain roule et vient heurter et arracher une partie du matériau de l'échantillon, entraînant une déformation importante de l'échantillon.

Cas 1 :
Le grain pénètre dans la surface de l'échantillon.

Équipements de prépolissage et polissage
Une gamme complète de machines, d'accessoires et de consommables est disponible pour la préparation mécanique ; elle inclut aussi bien des systèmes manuels pour la préparation occasionnelle d’échantillons que des solutions de préparation puissantes et entièrement automatiques pour le traitement de gros volumes.