Preparazione metallografica di rivestimenti zincati

I rivestimenti di zinco vengono ampiamente utilizzati per la protezione dalla corrosione di acciaio e ferro. Ma i rivestimenti di zinco variano notevolmente e la preparazione metallografica può rappresentare una sfida. Questa nota applicativa illustra metodi collaudati e ottimizzati per la preparazione di rivestimenti zincati in modo rapido e affidabile, con immagini di alta qualità per l'interpretazione strutturale.
Caratteristiche principali dei rivestimenti di zinco
Il rivestimento dell'acciaio o del ferro con zinco, un processo noto come zincatura, viene utilizzato principalmente per proteggere dalla corrosione ghise, acciai dolci e acciai basso legati. I rivestimenti di zinco offrono una protezione catodica dalla corrosione, ovvero, quando esposto all'aria e all'acqua, lo zinco forma carbonato di zinco che protegge l'acciaio sottostante dalla corrosione.
Per aumentare la protezione dalla corrosione o l'elemento decorativo delle lamiere di acciaio zincate, è possibile applicare rivestimenti organici come lamine o vernici sul rivestimento di zinco. Pertanto, i prodotti zincati sono comunemente utilizzati in molti settori, come quello dell'automotive, dei prodotti per la casa, degli elettrodomestici e dell'edilizia.
Metallografia dei rivestimenti zincati
La metallografia dello zinco rappresenta uno strumento importante nella ricerca e sviluppo dei prodotti, per il controllo qualità e l'analisi dei difetti. Per i rivestimenti zincati, la metallografia viene utilizzata principalmente per:
- Analisi dei guasti
- Misurare lo spessore dei rivestimenti zincati
- Analizzare la microstruttura del rivestimento e del materiale base
- Controllare l'adesione

Fig. 1: Galvalume, attacco con Nital all'1 %, 500x
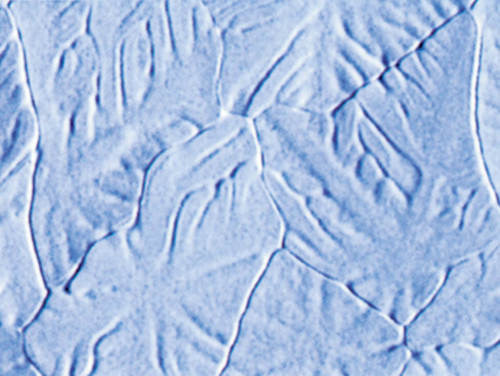
Fig. 2: Superficie del rivestimento di zinco per immersione a caldo, SEM
Produzione: il rivestimento dell'acciaio zincato
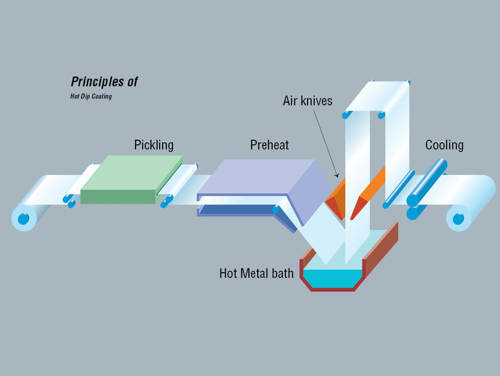
Fig. 3: Criteri del rivestimento a caldo
Elettrozincatura
Il rivestimento di zinco viene depositato elettroliticamente sulla lamiera d'acciaio, producendo uno strato molto sottile e uniforme di zinco puro.
Immersione a caldo
La lamiera d'acciaio passa attraverso un bagno di zinco fuso in un processo continuo. Il rivestimento risultante ha di solito uno spessore compreso tra 7-15 µm, ma può raggiungere i 20 μm. Dopo la produzione, alcuni pezzi zincati a caldo possono essere sottoposti a ulteriori trattamenti, tra cui il trattamento termico o l'immersione statica in un bagno di zinco fuso.
Esistono diversi metodi di zincatura molto specifici. Per ulteriori dettagli su questi metodi, consultare la nota applicativa completa.
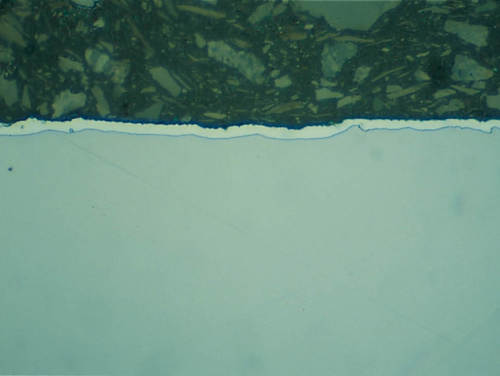
Fig. 4: Rivestimento di zinco depositato elettroliticamente, lucidato a 1 μm. Pulizia/lucidatura finale con alcool puro, 1000x

Fig. 5: Rivestimento di zinco post-fabbricazione, inciso con Nital allo 0,5%, con fase γ sul bordo del metallo base e grandi colonne δ nella matrice di zinco, 200x
Le sfide nella preparazione dei rivestimenti di zinco per l'analisi metallografica
Poiché i rivestimenti zincati variano in durezza e spessore, si comportano in modo diverso durante la preparazione metallografica. Inoltre, alcuni rivestimenti di zinco reagiscono con l'acqua, rendendo particolarmente difficile la preparazione.
Le sfide durante l'inglobamento
L'inglobamento di campioni zincati può rappresentare una sfida, soprattutto quando il tempo è essenziale. Per evitare gap di contrazione, è necessario garantire una corretta adesione tra il materiale d'inglobamento e il campione.

Fig. 6: I gap tra il campione e la resina possono causare macchie di acqua e alcol, nonché arrotondamenti dei bordi e scarti di prelevigatura rimasti intrappolati, 200x
Sfide durante le fasi di prelevigatura e lucidatura
I rivestimenti zincati diventano più delicati e sensibili all'acqua a seconda della purezza dello zinco contenuto nel rivestimento, in particolare i rivestimenti ordinari depositati mediante immersione a caldo ed elettrolisi, che hanno un elevato contenuto di zinco. Questo li rende teneri e soggetti a deformazioni meccaniche. Non possono essere puliti con acqua.

Fig. 7: Rivestimenti delicati, graffi visibili da fasi di prelevigatura e lucidatura, 500x
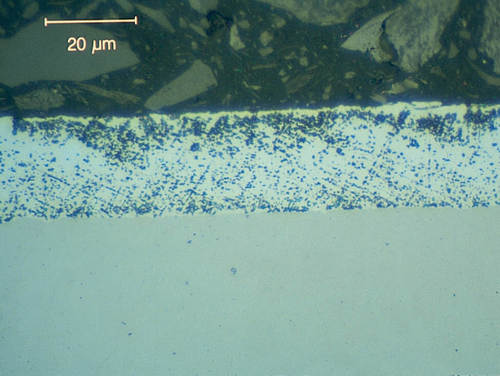
Fig. 8: La reazione con l'acqua porta allo scolorimento e attacco dello zinco, 1000x
Consigli per il taglio di rivestimenti zincati
Il taglio delle lamiere d'acciaio è relativamente semplice e può essere eseguito con appositi dischi di taglio all'allumina. Il taglio con la ghigliottina o con le cesoie per lamiere può piegare gravemente la lamiera e incrinare il rivestimento.
Consigli per l'inglobamento dei rivestimenti zincati
La sfida maggiore dell'inglobamento di campioni zincati è evitare gap da ritiro tra la resina e il campione rivestito. La soluzione consiste nello sgrassare il campione con acetone prima dell'inglobamento e utilizzare le resine inglobatrici appropriate.
Si consigliano le seguenti resine inglobatrici:
- Epossidica per inglobamento a freddo a lenta polimerizzazione che presenta un ritiro trascurabile e aderisce molto bene al campione.
- Inglobamento a caldo con resina fenolica contenente fibre di carbonio (PolyFast), altamente raccomandato in quanto non lascia gap da ritiro e ha la durezza adeguata per mantenere i piani i campioni.
Come inglobare grandi volumi di rivestimenti zincati
Quando si inglobano i campioni di lastre, si consiglia di mantenerli in posizione verticale con delle clip di plastica. Tuttavia, i fermacampioni possono reggere solo poche lastre, rallentando i laboratori di controllo qualità ad alto volume. Pertanto, si consiglia il seguente processo:
- Incollare più lastre insieme con la colla istantanea.
- Inglobare a caldo le lastre incollate in PolyFast.
Per una descrizione più dettagliata su come inglobare campioni di rivestimenti zincati, leggere la nota applicativa completa.
Per saperne di più
- Approfondite le vostre conoscenze, competenze e informazioni nelle sezioni taglio einglobamento
- Consultate la nostra gamma di troncatrici e consumabili per il taglio
- Consultate la nostra gamma di apparecchiature e consumabili per l'inglobamento
Consigli per la prelevigatura e lucidatura dei rivestimenti di zinco
Le lamiere di acciaio zincato vengono tradizionalmente prelevigate con fogli o carte al carburo di silicio di varie grane, seguite da due o tre fasi di lucidatura diamantata. Per abbreviare questa procedura, sostituire la prelevigatura fine su fogli o carte al carburo di silicio con una prelevigatura fine utilizzando uno speciale disco per questo tipo di prelevigatura (MD-Largo).
Metodo di preparazione
Il seguente metodo di preparazione può essere ottimizzato in base ai requisiti del processo.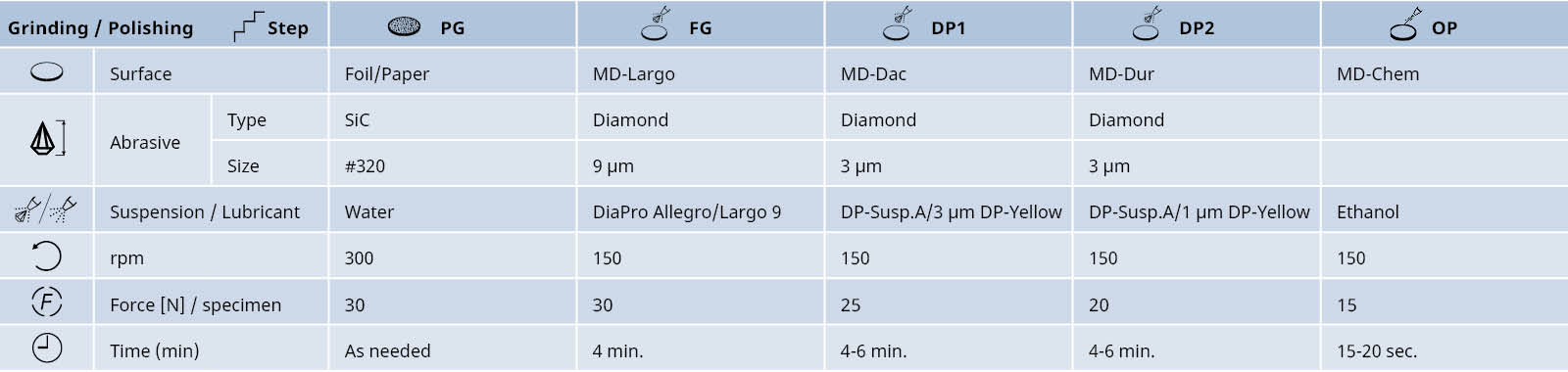
Il metodo di prelevigatura e lucidatura in cinque fasi consiste in:
- Spianatura con Foglio SiC o Carta SiC #320.
- Prelevigatura fine con MD-Largo e DiaPro Allegro 9 µm/DiaPro Largo 9 µm in sospensione.
- Lucidatura diamantata con MD-Dac e DP suspension A, 3 µm in sospensione con lubrificante giallo.
- Lucidatura diamantata con MD-Dur e DP suspension A, 1 µm in sospensione con lubrificante giallo.
- Per evitare problemi di pulizia della superficie, si consiglia un ulteriore passaggio di etanolo denaturato con alcol isopropilico su un panno di lucidatura MD-Chem.
Consigli generali per la prelevigatura e lucidatura dei rivestimenti di zinco:
- Per i sistemi di dosaggio automatico, le sospensioni diamantate e i lubrificanti privi di acqua eliminano le colorazioni.
- Quando si utilizzano apparecchiature per la prelevigatura e la lucidatura prive di un sistema di dosaggio automatico, lo spray diamantato dà ottimi risultati perché non contiene acqua.
- I panni di seta mantengono i campioni piani (anche se non completamente privi di graffi).
- La lucidatura con panni morbidi e nappati dev'essere evitata, poiché possono risultare rilievi.
Pulizia e asciugatura dei rivestimenti di zinco
Poiché lo zinco reagisce all'acqua, può non essere facile pulire i campioni. L'effetto dell'acqua durante la prelevigatura è irrilevante, ma l'acqua può causare uno scolorimento del rivestimento nelle fasi successive di lucidatura, che potrebbe influire sull'analisi.
Come evitare lo scolorimento:
- Non utilizzare acqua per la pulizia tra le fasi di lucidatura diamantata. Invece, tamponare e sciacquare il campione con etanolo denaturato con alcol isopropilico. Asciugare con aria compressa pulita.
- Per la pulizia finale, lucidare brevemente con etanolo denaturato con alcol isopropilico su un panno per lucidatura MD-Chem. Sciacquare e asciugare il campione.
- Se si utilizza un sistema di dosaggio automatico, programmare il sistema per fornire una dose elevata di lubrificante senz'acqua subito dopo la lucidatura finale. Ciò renderà più semplice la pulizia successiva.
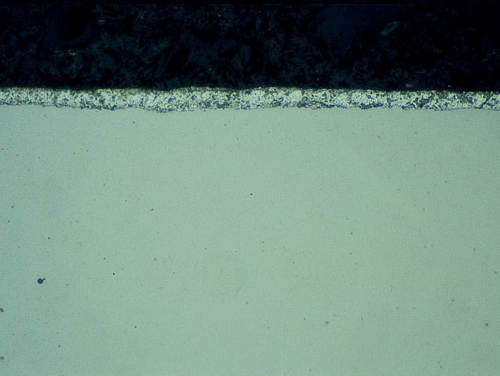
Fig. 9: Rivestimento per immersione a caldo pulito con acqua, 500x

Fig. 10: Rivestimento per immersione a caldo pulito con alcool, 500x
Per saperne di più
- Approfondite le vostre conoscenze, competenze e informazioni nella sezione Prelevigatura e lucidatura
- Scoprite la gamma di apparecchiature e prodotti per la prelevigatura e la lucidatura
- Richiedete i consumabili e gliaccessori per la prelevigatura e la lucidatura metallografica
Consigli per l'attacco dei rivestimenti di zinco
Il reagente più comune per i rivestimenti zincati è l'acido nitrico alcolico allo 0,5-2 %. I tempi dell'attacco sono molto brevi, pochi secondi. È molto facile che si verifichi un attacco eccessivo, dev'essere quindi eseguito con attenzione.
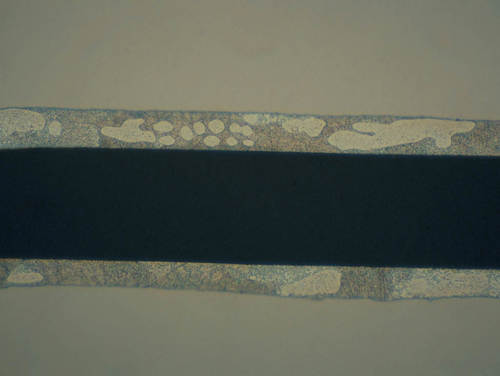
Fig. 11: Rivestimento Galfan, attaccato con Nital allo 0,5%. Struttura dendritica primaria, 500x
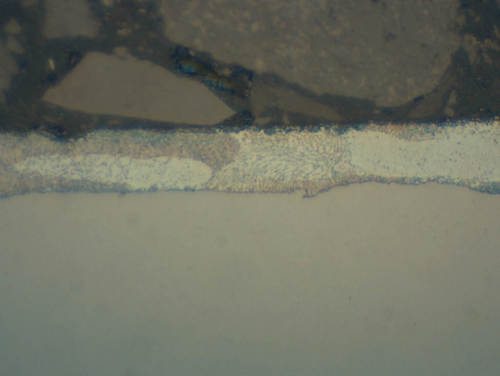
Fig. 12: Stesso rivestimento della Fig. 9. L'ingrandimento massimo mostra una soluzione solida ricca di zinco α e una struttura eutettica lamellare costituita da α e la fase ricca di alluminio, β, 1000x
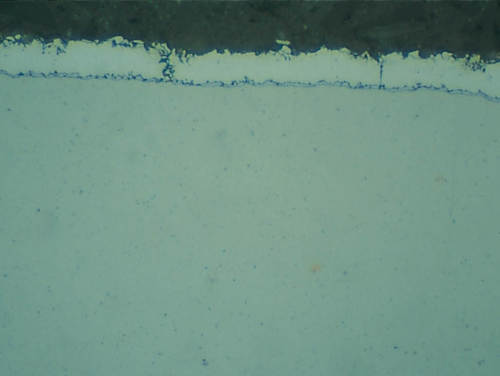
Fig. 13: Rivestimento galvanico attaccato con Nital all'1%. Tra la base in acciaio e il rivestimento di zinco appare un sottile strato di diffusione γ ricco di ferro. La struttura del rivestimento è zinco-ferro, con concentrazioni variabili a seconda della distanza dal metallo base, 1000x
Approfondimento
Per una descrizione più dettagliata delle sfide e delle raccomandazioni nella preparazione dei campioni zincati per l'analisi materialografica.
Scaricate la nota applicativa completa
Sommario
Il rivestimento dell'acciaio con zinco, viene comunemente utilizzato nell'industria automobilistica, degli elettrodomestici e edile per proteggere dalla corrosione ghise, acciai teneri e basso legati.
A seconda del metodo di zincatura, i rivestimenti di zinco variano in spessore e durezza. Pertanto, si comportano in modo diverso durante la preparazione metallografica. Inoltre, alcuni rivestimenti di zinco reagiscono con l'acqua, rendendo la preparazione particolarmente impegnativa. In generale, i rivestimenti di zinco richiedono:
- Una tecnica di inglobamento affidabile con la resina appropriata.
- Prelevigatura fine con sospensione diamantata su disco rigido (MD-Largo).
- Lucidatura e pulizia accurata con etanolo denaturato e alcol isopropilico.
- Tempi di attacco molto brevi.
Scoprite gli altri materiali
Se desiderate saperne di più sulla metallografia di altri metalli e materiali, consultate la nostra pagina sui materiali.
Consultate la nota applicativa completa
Volete leggere la nota applicativa completa dedicata alla preparazione metallografica dei rivestimenti di zinco? Scarica qui.

Tutte le immagini sono di Ólafur Ólafsson, Specialista delle applicazioni, Danimarca.
Per informazioni specifiche sulla preparazione metallografica dei Rivestimenti di zinco, contattate i nostri specialisti delle applicazioni.