Informazioni su Prelevigatura e Lucidatura

Preparazione meccanica
La preparazione meccanica è il metodo più comune per preparare i campioni materialografici per l'esame microscopico. Requisiti specifici per la superficie da preparare sono determinati dal particolare tipo di analisi o esame. I campioni possono essere preparati fino alla finitura perfetta, struttura reale, oppure la preparazione può essere interrotta quando la superficie risulta compatibile con l'esame desiderato.
Obiettivi della preparazione
Indipendentemente dai requisiti di preparazione, gli obiettivi generali della preparazione sono gli stessi:
- Tutti gli elementi strutturali devono essere mantenuti.
- La superficie non deve presentare graffi o deformazioni.
- Nessun materiale estraneo deve contaminare la superficie del campione.
- Il campione dev'essere piano e altamente riflettente.
- Ottenere il miglior prezzo per campione.
- Tutte le preparazioni devono essere riproducibili al 100%.
Il processo base della preparazione meccanica dei campioni consiste nella rimozione del materiale, tramite particelle abrasive progressivamente più fini, dalla superficie del campione fino al raggiungimento del risultato desiderato.
Si differenziano nella tendenza a causare deformazioni sulla superficie del campione.
Processo di prelevigatura e lucidatura
L'obiettivo della preparazione materialografica dei campioni è rivelarne la reale struttura, indipendentemente dal tipo di materiale, metallo, ceramica, carburo sinterizzato o qualsiasi altro materiale solido.
Il modo più semplice per ottenere questo risultato è un approccio sistematico alla preparazione. Quando il lavoro consiste nell'esaminare sistematicamente lo stesso materiale nelle stesse condizioni, è auspicabile ottenere ogni volta lo stesso risultato. Il risultato della preparazione dev'essere quindi riproducibile.
La preparazione dei campioni segue una serie di regole valide per la maggior parte dei materiali. Materiali diversi con proprietà simili (durezza e duttilità) rispondono in modo simile e richiedono gli stessi consumabili durante la preparazione. Pertanto, tutti i materiali possono essere classificati nel Metalogram in base alle loro proprietà e non perché appartengono a un determinato gruppo di materiali.
Caso di successo: Durata della preparazione ridotta da 60 a 11 minuti
Come scegliere un metodo di preparazione
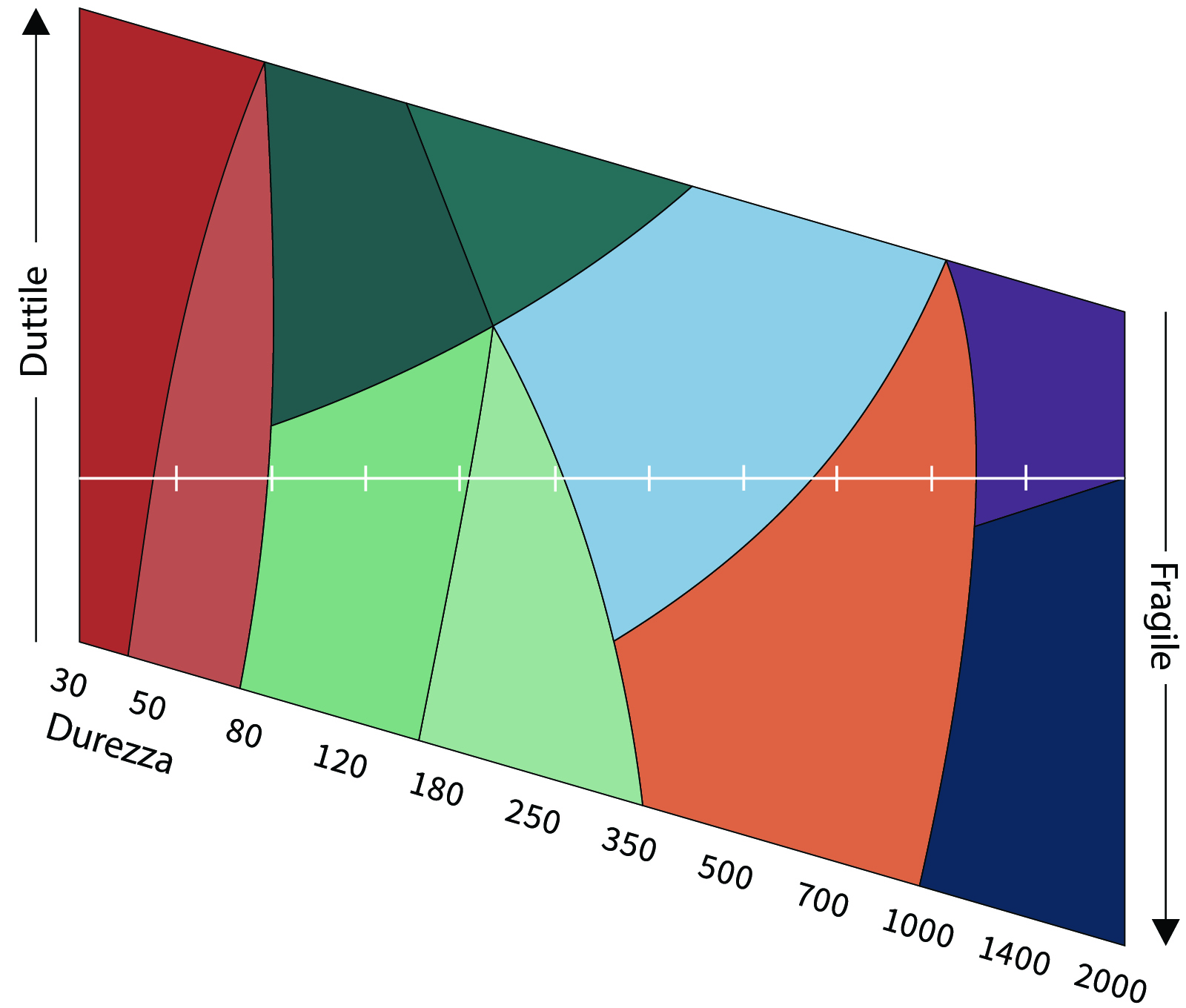
Il Metalogram classifica i materiali in base a specifiche proprietà fisiche:
- Scala di durezza Questa è la proprietà più semplice da misurare, ma non è un'informazione sufficiente di un materiale per trovare il metodo di preparazione corretto.
- Duttilità: La capacità di un materiale di deformarsi plasticamente è importante per la prelevigatura e la lucidatura. Questa proprietà esprime la risposta del materiale all'abrasione meccanica.
L'asse X rappresenta la durezza in Vickers (HV). I valori non sono mostrati in progressione lineare, perché la varietà dei metodi di preparazione per i materiali più teneri è maggiore rispetto a quelli duri. L'aspetto del Metalogram deriva dal fatto che i materiali teneri sono generalmente più duttili e quelli duri più fragili.
Scelta del Metodo di preparazione
1. Trovare la durezza sull'asse X.
2. Spostarsi verso l'alto o verso il basso a seconda della duttilità del materiale. A differenza della durezza, la duttilità è difficile da definire con precisione.
3. Posizionare il materiale sull'asse Y in base alla vostra conoscenza rispetto alla sua duttilità. Bisogna innanzitutto avere un'idea del comportamento del materiale in termini di durezza.
Metodi del Metalogram
Il metalogramma è suddiviso in 10 aree colorate, ciascuna rappresenta un metodo di preparazione per materiali con proprietà simili. Se non si conoscono le proprietà specifiche del materiale, è possibile scegliere il metodo di preparazione in base alla famiglia di materiali.






Metalli ferrosi da morbidi a mediamente duri (C2)
Ad esempio acciaio inossidabile, acciaio dolce

Metalli ferrosi duri (D)
Ad esempio acciaio per utensili, acciaio trattato termicamente



Parametri di preparazione
I metodi di preparazione implicano l'uso di parametri in tutte le procedure di prelevigatura/lucidatura descritte di seguito.

Superficie
Le superfici vengono accuratamente selezionate in base all'apparecchiatura utilizzata, al materiale del campione e ai requisiti di preparazione. Ogni gruppo di superfici come mole di prelevigatura, carta di prelevigatura o lucidatura, dischi o panni, è caratterizzato dal tipo di legante abrasivo, durezza, resilienza, stato superficiale e struttura delle fibre.

Grana/Granulometria
La preparazione dev'essere sempre eseguita con la grana più fine possibile per evitare di danneggiare eccessivamente i campioni. Per le fasi di preparazione successive, scegliere la massima differenza di grana possibile per ridurre al minimo la durata della preparazione.
Abrasivo
La quantità di rimozione nella prelevigatura e lucidatura è strettamente legato agli abrasivi utilizzati. Il diamante è uno dei materiali più duri conosciuti, la sua durezza è di circa 8.000 HV. Ciò significa che può tagliare facilmente tutti i materiali e fasi. Sono disponibili diversi tipi di diamanti. I test hanno dimostrato che i diamanti policristallini producono un'elevata rimozione di materiale e graffi superficiali a causa dei loro numerosi piccoli bordi affilati. Il carburo di silicio, SIC, con una durezza di circa 2.500 HV, è un abrasivo ampiamente utilizzato per le carte abrasive per metalli prevalentemente non ferrosi. L'ossido di alluminio con una durezza di circa 2.000 HV, è utilizzato principalmente come abrasivo per le mole di prelevigatura. È particolarmente utilizzato per la preparazione dei metalli ferrosi. È stato anche ampiamente utilizzato come mezzo di lucidatura, ma con la comparsa dei prodotti diamantati ha perso gran parte della sua utilità. La silice colloidale viene utilizzata per produrre una finitura antigraffio nelle fasi di lucidatura all'ossido. In generale, l'abrasivo deve avere una durezza da 2,5 a 3,0 volte quella del materiale da preparare. Non passare mai ad abrasivi più delicati, potrebbe portare alla formazione di artefatti. La quantità di abrasivo applicata dipende dalla superficie di prelevigatura/lucidatura e dalla durezza del campione. La combinazione di panni a bassa resilienza e campioni duri richiede una quantità maggiore di abrasivo rispetto a quella di panni ad alta resilienza e campioni più delicati, poiché le particelle abrasive si consumano più rapidamente.

Lubrificante
In base al tipo di materiale e alla fase di preparazione, è possibile scegliere lubrificanti diversi per fornire la lubrificazione e il raffreddamento necessari.
Possono essere lubrificanti molto fluidi con elevato potere refrigerante e basso potere lubrificante, lubrificanti specifici per la lucidatura di materiali teneri e duttili, a base di alcool o acqua, ecc.
A seconda del tipo di materiale e del disco di prelevigatura/lucidatura utilizzato per la preparazione, è necessario trovare il giusto equilibrio tra lubrificazione e raffreddamento. In generale, si può dire che i materiali teneri richiedono più lubrificante per evitare danni, ma poco abrasivo per evitare l'usura. I materiali duri richiedono meno lubrificante ma più abrasivo per un'usura più rapida. La quantità di lubrificante dev'essere dosata correttamente per ottenere il miglior risultato.
Il panno di lucidatura dev'essere umido, non bagnato. L'eccesso di lubrificante eliminerà l'abrasivo dal disco e rimarrà uno strato spesso tra il campione e il disco, riducendo così al minimo la rimozione del materiale.
Per le sospensioni diamantate due in una, i liquidi lubrificante e refrigerante nella bottiglia sono ben dosati per ottimizzare il relativo metodo di preparazione.
Velocità di rotazione
Per la PG, si utilizza un'alta velocità del disco per ottenere una rapida rimozione del materiale. Per FG, DP e OP, si utilizzano velocità di 150 giri/min. sia per i dischi di prelevigatura/lucidatura che per i portacampioni. Entrambi ruotano anche nella stessa direzione. Con l'alta velocità, alcune sospensioni abrasive vengono espulse dalla sospensione del disco, richiedendo quindi una maggiore quantità sia di abrasivo che di lubrificante.
Forza
La forza è espressa in Newton. I valori indicati nei metodi di preparazione sono generalmente standardizzati per sei campioni diametro 30 mm., serrati in un portacampioni. I campioni sono inglobati e la loro superficie dev'essere circa il 50% dell'inglobamento. Se i campioni sono più piccoli o meno numerosi, ridurre la forza per evitare danni come le deformazioni. Per i campioni più grandi, aumentare solo di poco la forza. Il tempo di preparazione sarà invece più lungo. Forze più elevate aumentano la temperatura a causa dell'attrito e possono quindi creare danni termici.
Durata
Il tempo di preparazione è il tempo durante il quale il portacampioni ruota mentre poggia sul disco di prelevigatura/lucidatura. Il tempo di preparazione è indicato in minuti. Dev'essere il più breve possibile per evitare artefatti come rilievi o arrotondamenti dei bordi. A seconda delle dimensioni del campione, regolare la durata. Per i campioni più grandi, prolungare la durata. Per campioni più piccoli dello standard, la durata viene mantenuta costante e la forza ridotta.

Guida alla risoluzione dei problemi - Prelevigatura e Lucidatura
Di seguito sono elencate le poche regole fondamentali da seguire:
- Per migliorare la preparazione di un particolare materiale, assicurarsi che sia stato utilizzato il metodo appropriato in base al Metalogram.
- Se il materiale viene preparato per la prima volta, è importante esaminare il campione al microscopio dopo ogni fase di preparazione. Ciò semplifica l'identificazione di eventuali artefatti che potrebbero apparire.
- Prima di procedere con la fase successiva, accertarsi che tutti i danni derivanti dalla fase precedente, come graffi, distacchi o pull out, siano stati completamente rimossi. Diversamente, sulla superficie finita potrebbero apparire artefatti derivanti dalla fase precedente, rendendo impossibile stabilirne la provenienza. Per poter migliorare il metodo, è necessario sapere quando iniziano a verificarsi gli artefatti.
- Ridurre il più possibile i tempi di preparazione. Tempi di preparazione inutilmente lunghi comportano uno spreco di consumabili e possono addirittura danneggiare il campione, causando ad esempio arrotondamenti dei bordi, code di cometa e rilievi.
- Per ottenere risultati ottimali con panni o dischi di lucidatura nuovi, eseguire un breve periodo di "rodaggio", un trattamento o una pulizia prima dell'uso.
15 costosi problemi di prelevigatura e lucidatura - come evitarli
Graffi, sbavature, macchie e deformazioni sono solo alcuni dei problemi che si vorrebbero evitare durante la prelevigatura e la lucidatura nell'analisi materialografica. Non perdetevi questi importanti consigli per evitare i 15 problemi di prelevigatura e lucidatura più comuni.
1. Risoluzione dei problemi - Graffi
- I graffi sono incisioni sulla superficie del campione, prodotti da grani abrasivi.
- Assicurarsi che dopo la PG, la superficie di tutti i campioni del portacampioni presentino strisce uniformi.
- Ripetere la PG, se necessario.
- Per evitare di contaminare la superficie di prelevigatura/lucidatura con i grani abrasivi grandi di una precedente fase, pulire accuratamente i campioni e il portacampioni dopo ogni fase.
- Se dopo aver terminato la fase corrente, rimangono ancora graffi dovuti alla fase precedente, aumentare la durata della preparazione dal 25% al 50%. Se il problema persiste, utilizzare l'aiuto riportato di seguito.

Dopo la FG, i graffi della PG sono ancora visibili. Ingr.: 200x

Dopo la lucidatura diamantata, i graffi di FG rimangono ancora. Il graffio verticale molto profondo potrebbe anche essere un residuo di PG. Ingr.: 200x
Problema
2. Risoluzione dei problemi - Sbavature
La deformazione plastica di aree del campione più grandi è chiamata "smearing". Invece di essere tagliato o rimosso, il materiale viene spinto sulla superficie. Le bave si formano a causa di scorretta applicazione di abrasivo, lubrificante, panno di lucidatura o di una combinazione di questi, rendendo così l'abrasivo stesso inefficace. Esistono tre possibilità per evitare le sbavature:
- Lubrificante: Controllare la quantità di lubrificante e, se necessario, aumentarla, poiché spesso le sbavature si verificano quando il livello di lubrificante è troppo basso.
- Panno di lucidatura: L'elevata resilienza del panno fa penetrare in profondità l'abrasivo rendendolo inefficace alla rimozione. Passare a un panno con minore resilienza.
- Abrasivo: La dimensione del grano diamantato potrebbe essere troppo piccola, le particelle quindi non riescono a tagliare. Utilizzare una grana più grande.

1. Sbavatura su acciaio tenero, duttile. Ingr.: 15x, DIC

2. Sbavatura su acciaio tenero, duttile. Ingr.: 25x, DIC
Problema
3. Risoluzione dei problemi - Colorazione
- La colorazione è spesso visibile dopo la pulizia o l'attacco dei campioni.
- Se c'è un gap tra il campione e la resina, può verificarsi la fuoriuscita di acqua, alcol o reagente.
- Le aree sulla superficie del campione potrebbero scolorirsi e rendere l'esame difficile o addirittura impossibile.
- Pulire e asciugare i campioni immediatamente dopo ogni fase di preparazione.
- Evitare l'uso di aria compressa per l'asciugatura dei campioni dopo la lucidatura finale, perché potrebbe contenere olio o acqua.
- La lucidatura OP può lasciare una pellicola bianca sulla superficie del campione se la pulizia non viene eseguita correttamente.
Se la vostra lucidatrice non è dotata di risciacquo automatico con acqua dopo la fase di lucidatura all'ossido durante gli ultimi dieci secondi di lucidatura OP, sciacquare il panno di lucidatura con acqua per pulire sia i campioni che il panno.
- Non utilizzare acqua calda per la pulizia dei campioni, poiché l'acqua calda è più aggressiva di quella fredda e l'attacco si intensifica.
- Non lasciare mai i campioni in condizioni ambientali normali perché l'umidità potrebbe attaccarli. Conservare sempre i campioni in un essiccatore se si desidera preservarli.

Colorazione del campione dovuta al GAP tra la resina e il campione. Ingr.: 20x
4. Risoluzione dei problemi - Deformazione
Esistono due tipi di deformazione: elastica e plastica. La deformazione elastica scompare quando viene rimosso il carico applicato. La deformazione plastica, definita anche lavorazione a freddo, può creare difetti sotto la superficie dopo la prelevigatura, lappatura o lucidatura. La deformazione plastica residua è visibile dopo l'incisione.
In questa sede vengono trattate solo le deformazioni che si verificano durante la preparazione. Tutti le altre tipologie di operazioni precedenti, come piegatura, imbutitura e stiramento non vengono considerate, perché non possono essere modificate o migliorate cambiando il metodo di preparazione.
- Le deformazioni sono artefatti che si manifestano per la prima volta dopo l'attacco (chimico, fisico o anche ottico).
- Se una presunta linea di deformazione è visibile anche in campo chiaro in condizioni di non attacco, consultare prima la sezione graffi su come migliorare il metodo di preparazione.

1. Linee di deformazione brevi, limitate a singoli grani.Ingr.: 100x, DIC

2. Linee di deformazione nitide e ben definite. Ingr.: 200x, DIC

3. Linee di deformazione smussate, interrotte Ingr.: 500x, luce polarizzata
Problema
5. Risoluzione dei problemi - arrotondamento dei bordi
L'utilizzo di una superficie di lucidatura ad alta resilienza, determina la rimozione del materiale sia dalla superficie che dai lati del campione. Il fenomeno dell'arrotondamento dei bordi può manifestarsi se la resina si consuma più velocemente del materiale del campione. Controllare i campioni dopo ogni fase per vedere quando si verifica l'errore e determinare le modifiche da apportare alla preparazione.

1. A causa del gap tra la resina e il campione, il bordo è arrotondato. Acciaio inox Ingr.: 500x, Reagente: Beraha I

2. Buona ritenzione dei bordi, acciaio inossidabile. Ingr.: 500x, Reagente: Beraha I
6. Risoluzione dei problemi - rilievo
Il materiale proveniente da diverse fasi viene rimosso diversamente, a seconda della durezza o dall'usura delle singole fasi.
I rilievi di solito si notano solo all'inizio della lucidatura, quindi è importante iniziare la preparazione con apparecchiature di prelevigatura che mantengano i campioni il più piani possibile. Per tale motivo, si consiglia di utilizzare MD-Largo per la prelevigatura fine di materiali con durezza inferiore a 150 HV e MD-Allegro per la prelevigatura fine di materiali con durezza pari o superiore a 150 HV.
- La spianatura diamantata è la scelta migliore per assicurare campioni piani fin dall'inizio della preparazione.
- La prelevigatura fine eseguita sia con MD-Largo che MD-Allegro, garantisce il massimo della planarità.
- Per evitare rilievi, il tempo di preparazione e il tipo di panno di lucidatura utilizzato sono i parametri più importanti.
- La durata della preparazione dev'essere il più breve possibile. Quando si sviluppa un nuovo metodo, controllare i campioni a intervalli brevi (da uno a due minuti).
- I panni di lucidatura sono decisivi per la planarità dei campioni. Un panno di lucidatura a bassa resilienza produce campioni con meno rilievi rispetto a un panno ad alta resilienza.
- Vedere Arrotondamento dei bordi per modificare correttamente i parametri di preparazione.
- Per evitare rilievi su strati e rivestimenti, l'inglobamento può aiutare a migliorare il risultato. Per informazioni più dettagliate, consultare la sezione "Inglobamento".

1. Fibre B4C in AlSi, rilievo tra fibre e materiale base. Ingr.: 200x

2. Uguale alla figura 1 ma senza rilievo. Ingr.: 200x
7. Risoluzione dei problemi - pull-outs
Pull-out è un termine generico utilizzato per descrivere una serie di irregolarità del materiale, come:
- Perdita di elementi strutturali (come: particelle nei rivestimenti al plasma, fibre longitudinali nei compositi).
- Cavità o fossette visibili dopo la dissoluzione di inclusioni sensibili all'acqua.
- Fori creati quando inclusioni come gli ossidi sono state rimosse dalla matrice del materiale.
- Danni causati da una prelevigatura aggressiva non ancora rimossa (come grani rotti di ceramiche fragili e altri materiali duri/fragili che non subiscono deformazioni plastiche).
I problemi sopra descritti si verificano normalmente durante le prime fasi della preparazione dei materiali: sezione, inglobamento e levigatura grossolana. Evitare queste situazioni:
- Fare attenzione durante il taglio e l'inglobamento a non creare eccessive sollecitazioni che potrebbero danneggiare i campioni.
- Utilizzare MD-Largo quando possibile per evitare pull outs, poiché è meno aggressivo di MD-Allegro.
- Non applicare forze eccessive o abrasivi più grossolani del necessario per la spianatura o prelevigatura fine.
- Evitare di creare troppo spazio tra i margini dei grani abrasivi per non prolungare inutilmente la durata della preparazione.
- Se possibile utilizzare un panno di lucidatura non peloso per evitare di "raccogliere" particelle dalla matrice. Inoltre, la maggior parte dei panni non pelosi hanno una resilienza inferiore che garantisce una maggior quantità di rimozione.
- Ogni fase deve rimuovere i danni di quella precedente e deve produrne il meno possibile.
- Controllare i campioni dopo ogni passaggio per sapere quando si verificano i pull-out.

Pull out delle inclusioni. Si notano graffi dovuti alla rimozione delle inclusioni.
Ingr.: 500x, DIC
Problema
8. Risoluzione dei problemi - i gap
I gap sono vuoti che si creano tra la resina inglobatrice e il materiale del campione. Esaminando i campioni al microscopio, è possibile vedere se esiste un gap tra la resina e il campione. I gap possono causare una varietà di errori di preparazione: arrotondamento dei bordi, contaminazione del panno di lucidatura, problemi durante l'attacco e la colorazione.
- L'impregnazione sottovuoto con resina epossidica fornisce il risultato migliore.
- Pulire e sgrassare sempre i campioni per migliorare l'adesione della resina.
- scegliere la resina giusta e raffreddare sotto pressione i campioni nella pressa per evitare gap.
- Inglobamento a freddo: evitare temperature di indurimento troppo elevate. Per inglobamenti di grandi dimensioni, utilizzare un flusso d'aria fredda per raffreddare o posizionare gli stampi in un vassoio poco profondo con acqua fredda.
- Per salvare un campione con un gap, provare a riempire il vuoto con resina epossidica sottovuoto. Pulire e asciugare accuratamente il campione, metterlo in una camera sottovuoto e utilizzare una piccola quantità di epossidica per riempire il gap. Ricominciare dall'inizio con la preparazione per rimuovere eventuali eccessi di resina epossidica sulla superficie del campione.

Gap tra la resina e il campione. L'attacco è fallito a causa della fuoriuscita della soluzione di attacco sulla superficie del campione. Notare anche le particelle abrasive nel gap.
Ingr.: 200x
9. Risoluzione dei problemi - cricche
Le cricche sono fratture che si verificano nei materiali fragili e con diverse fasi. L'energia utilizzata per lavorare il campione è superiore a quella che può essere assorbita. L'energia in eccesso provoca cricche.
Le cricche si verificano nei materiali fragili e nei campioni con strati. È necessario fare attenzione durante l'intero processo di preparazione.
Questa sezione non tratta le cricche nei materiali duttili, poiché queste non sono causate dalla preparazione, ma sono già presenti nel campione prima della preparazione.
- Taglio: È necessario scegliere il disco di taglio appropriato e utilizzare una velocità di avanzamento bassa.
- Per il taglio di campioni rivestiti, il disco deve passare prima attraverso lo strato(i), in modo che il materiale base faccia da supporto.
- Serrarre bene il campione per evitare eventuali danni. Se necessario utilizzare una protezione tra il campione e il morsetto.
- Inglobamento Evitare l'inglobamento a caldo per materiali o campioni fragili. Utilizzare invece l'inglobamento a freddo, preferibilmente con impregnazione sottovuoto. L'unica eccezione è ClaroFast, la resina termoplastica di Struers che può essere utilizzata nella CitoPress-15/-30 o in qualsiasi pressa inglobatrice in cui le resine possono essere preriscaldate e ammorbidite senza pressione.
Nota: L'impregnazione sottovuoto riempie solo le cricche e le cavità collegate alla superficie. Fare attenzione a non utilizzare materiali d'inglobamento ad alto ritiro. Possono allontanare gli strati dal materiale base.

Cricca tra un rivestimento spray al plasma e il substrato. La cricca proviene dal taglio.
Ingr.: 500x

Campione inglobato con resina epossidica e EpoDye sottovuoto. La cricca è riempita con colorante fluorescente, a dimostrazione che era già presente nel materiale prima dell'inglobamento.
Ingr.: 500x
Luce fluorescente
Problema
10. Risoluzione dei problemi - falsa porosità
Alcuni materiali hanno una porosità naturale, come i metalli fusi, i rivestimenti a spruzzo o le ceramiche. È importante ottenere valori corretti e non letture errate dovute a difetti di preparazione.
In base alle proprietà di un materiale, si possono osservare due effetti opposti sulla porosità:
- I materiali teneri e duttili possono essere facilmente deformati. Pertanto i pori possono essere coperti mediante spalmatura del materiale. Un esame potrebbe mostrare una percentuale di porosità troppo bassa.
- La superficie dei materiali duri e friabili si frattura facilmente durante le prime fasi di preparazione meccanica, mostrando così una porosità maggiore di quanto non sia in realtà.
A differenza dei materiali duttili, dove la porosità iniziale sembra essere bassa e i pori devono essere aperti, i materiali fragili sembrano avere un grado di porosità elevato. La frattura apparente della superficie dev'essere rimossa.
- La lucidatura diamantata è necessaria indipendentemente dalla durezza o duttilità del materiale. Esaminare i campioni ogni due minuti con un microscopio, ispezionando ogni volta la stessa area per determinare se ci sono miglioramenti. Un modo per assicurarsi di guardare nello stesso punto è quello di contrassegnarlo con un'impronta di durezza (per i materiali fragili, fare attenzione a non creare ulteriori sollecitazioni).
- Una volta che non si notano più cambiamenti nella porosità, procedere con la fase di lucidatura successiva.
- Se necessario, per eliminare eventuali sbavature, eseguire come fase finale una lucidatura all'ossido per rimuovere lentamente il materiale senza creare nuove deformazioni.

1. Superlega, lucidata per cinque minuti su MD/DP-Dur, 3,0 µm. Ingr.: 500x

2. Come al punto 1, ma dopo un'ulteriore lucidatura per un minuto su MD/DP-Dur, 1,0 µm.

3. Come al punto 2. Dopo altri due minuti su MD/DP-Dur, 1,0 µm. Risultato corretto.
Problema
11. Risoluzione dei problemi - materiali duri e fragili
I materiali duri e fragili si fratturano spesso in superficie durante le prime fasi di preparazione meccanica. La superficie potrebbe mostrare una porosità superiore a quella reale.
A differenza dei materiali duttili, dove la porosità iniziale sembra essere bassa e i pori devono essere aperti, i materiali fragili sembrano avere un grado di porosità elevato. La frattura apparente della superficie dev'essere rimossa.

1. Rivestimento al plasma Cr2O3 dopo la fase FG

2. Come in 1 dopo tre minuti, lucidatura 6,0 µm

3. Come in 2 dopo ulteriore lucidatura con MD-Nap, 1,0 µm. Risultato corretto
Problema
12. Risoluzione dei problemi - scie luminose
Le scie luminose si formano in prossimità di inclusioni o pori, quando il movimento tra il campione e il disco di lucidatura è unidirezionale. Dalla loro forma caratteristica è derivato il nome di "scie luminose." Un fattore chiave per evitare le scie luminose è la dinamica di lucidatura.
1. Durante la lucidatura, utilizzare la stessa velocità di rotazione per i campioni e il disco.
2. Ridurre la forza.
3. La lucidatura prolungata con un panno morbido è un fattore determinante. Assicurarsi che durante la fase di lucidatura successiva siano rimosse lievi deformazioni, soprattutto quando è necessario un panno ad alta resilienza.

Code di cometa, Ingr.: 20x, DIC

Code di cometa, Ingr.: 200x, DIC
13. Risoluzione dei problemi - contaminazione
Il materiale proveniente da una fonte diversa dal campione stesso, che si deposita sulla sua superficie durante la prelevigatura meccanica o la lucidatura, viene chiamato contaminazione.
- La contaminazione può verificarsi su tutti i tipi di materiali.
- Durante la lucidatura, sul campione o sul panno di lucidatura possono depositarsi particelle sporche o materiale rimosso durante una fase precedente.
- L'esame al microscopio può mostrare "inclusioni" o fasi che in una struttura rappresentano anomalie o deformazioni.
- Assicurarsi di conservare i dischi di lucidatura in un armadietto a prova di polvere per evitare la contaminazione della loro superficie.
- In caso di dubbi sulla validità di una fase o di una particella, pulire o cambiare il panno di lucidatura e ripetere la preparazione dalla fase di prelevigatura fine.
- Controllare anzitutto che i campioni siano ben puliti tra le fasi di preparazione

Il rame proveniente da una preparazione precedente si deposita sulla superficie del campione a causa di un leggero rilievo tra le particelle B4C e la matrice di alluminio.
Ingr.: 200x
14. Risoluzione dei problemi - abrasivo incorporato
Un abrasivo incorporato è una particella abrasiva libera pressata (incorporata) nella superficie di un campione. Nei materiali morbidi le particelle abrasive possono rimanere incastrate. Le particelle abrasive si possono incorporare a causa della loro piccola dimensione, nella prelevigatura o con un panno di lucidatura a scarsa resilienza, o con l'uso di un lubrificante a bassa viscosità. Spesso è una combinazione di questi fattori.
- Durante la spianatura, le particelle abrasive possono incorporarsi nei materiali morbidi. Continuare con una superficie a grana leggermente più fine (come MD/DP-Pan con DiaPro Pan 15 um) come seconda fase di spianatura e MD-Largo per la prelevigatura fine. Rimuovere le particelle incorporate dopo la fase di prelevigatura fine.
- Utilizzare MD-Molto 220 per alluminio e leghe di alluminio, o MD-Mezzo per titanio e leghe di titanio per la spianatura di questi specifici metalli/leghe non ferrosi.
- Non utilizzare MD-Allegro per materiali con durezza inferiore a 150 HV. Invece di essere pressate nel disco, le particelle abrasive saranno pressate nel campione e rimarranno lì, saldamente incastrate. Utilizzare MD-Largo invece di MD-Allegro.
- Per la lucidatura di materiali teneri, si consiglia di utilizzare granulometrie inferiori a 3,0 µm solo su panni ad alta resilienza.
- Per le fasi finali di lucidatura diamantata di materiali teneri, quando si utilizzano particelle abrasive fini, osservare le seguenti regole:
- DiaPro NAP R 1.0 um quando si utilizza il panno MD/DP-Nap
- DiaPro Mol R 3.0 um con il panno MD/DP-Mol
- DP-Lubricant, Rosso, lubricante ad alta viscosità utilizzato con abrasivo diamantato.
- Per materiali sensibili all'acqua, utilizzare DP-Lubricant, Giallo con abrasivo diamantato.

Alluminio, prelucidato con diamante a 3,0 µm, e un panno a bassa resilienza. Molti diamanti sono incorporati nel campione.
Ingr.: 500x

Come sopra, dopo la lucidatura finale. La maggior parte dei diamanti sono ancora presenti nel campione.
Ingr.: 500x
Problema
15. Risoluzione dei problemi - Tracce di lappatura
Le tracce di lappatura sono impronte sulla superficie del campione prodotte da particelle abrasive che si muovono liberamente su una superficie dura. Non si tratta di graffi, come quelli risultanti dal taglio, ma di tracce distinte di particelle che scorrono sulla superficie senza rimuovere materiale.
- Se una particella abrasiva non viene mantenuta in una posizione fissa mentre il campione vi passa sopra, inizierà a rotolare. Invece di rimuovere il materiale, il grano viene forzato nel materiale del campione, creando una profonda deformazione e scheggiando solo piccole particelle dalla superficie del campione.
- Le tracce di lappatura possono essere prodotte sia durante la prelevigatura che la lucidatura.
- superfici del disco/panno non corrette per l'operazione in corso o forza errata. Anche le combinazioni di questi difetti possono provocare tracce di lappatura.

Tracce di lappatura su Zircalloy:
Causate da rotolamento o sfregamento delle particelle abrasive
Ingr.: 200x

Dopo la lucidatura finale sono visibili le impronte profonde e la deformazione sottostante
dopo le tracce di lappatura. Tantalio puro.
Ingr.: 500x, DIC
Problema

Prelevigatura
La prelevigatura è la prima fase nella rimozione meccanica del materiale.
Una corretta prelevigatura, rimuove il materiale della superficie danneggiata o deformata, limitando al contempo ulteriori deformazioni. L'obiettivo è ottenere una superficie piana con danni minimi e che possano essere facilmente rimossi durante la lucidatura nel minor tempo possibile.
La prelevigatura rimuove il materiale utilizzando particelle abrasive fisse che producono trucioli del materiale del campione (vedere sotto). Il processo di produzione di trucioli tramite grano abrasivo affilato produce solo una minima deformazione nel campione, fornendo al contempo il massimo della rimozione.
Un grano abrasivo fisso che si muove sulla superficie del campione agisce in tre fasi:

Posizione 3:
Il grano fuoriesce dalla superficie del campione, lasciando un graffio con una lieve deformazione del materiale del campione.

Posizione 2:
Il grano è a metà, e il truciolo sta aumentando.

Posizione 1:
Il grano penetra nella superficie del campione. Il grano è completamente fisso nella direzione X; può muoversi (resilienza) in direzione Y. Il truciolo inizia a formarsi quando il grano affonda nel campione.
Spianatura, PG
Questa è normalmente la prima fase del processo di prelevigatura. La spianatura assicura superfici simili per tutti i campioni, nonostante le condizioni iniziali e i trattamenti precedenti. Inoltre, quando si lavorano più campioni in un portacampioni, è necessario controllare che siano tutti allo stesso livello (complanari), prima di procedere alla successiva fase di prelevigatura fine. Per la spianatura è preferibile utilizzare grani totalmente fissi con granulometrie relativamente grandi, per ottenere un'elevata e costante quantità di rimozione del materiale, tempi brevi di prelevigatura e massima planarità. Le giuste superfici PG permettono di ottenere campioni perfettamente piani, riducendo così i tempi di preparazione della successiva fase di prelevigatura fine. Inoltre, alcune superfici possono fornire una buona ritenzione dei bordi. Gradualmente si rivelano nuovi grani abrasivi, che assicurano una rimozione del materiale costante.
Prelevigatura fine, FG
La prelevigatura fine produce una superficie con deformazione minima che può essere facilmente eliminata con la lucidatura. Per ovviare agli svantaggi delle carte abrasive, sono disponibili superfici composite alternative per la prelevigatura fine, al fine di migliorare e facilitare la prelevigatura fine; un'elevata quantità di rimozione del materiale si ottiene utilizzando granulometrie di 15, 9,0 e 6,0 µm. Utilizzare dischi compositi duri (dischi rigidi) con una superficie di uno speciale materiale composito. Ciò consente ai grani diamantati, forniti in modo continuo, di penetrare nella superficie e svolgere un'azione di prelevigatura fine. Con questi dischi si ottiene un'ottima planarità della superficie del campione. L'uso di un abrasivo diamantato sui dischi di prelevigatura fine garantisce una rimozione uniforme del materiale sia nelle fasi dure che morbide. Non vi sono sbavature nelle fasi morbide o distacco di fasi fragili e i campioni mantengono una perfetta planarità. Le fasi di lucidatura successive possono essere eseguite in tempi molto brevi.


Lucidatura
Proprio come la prelevigatura, la lucidatura serve a eliminare le deformazioni rimaste dalle fasi precedenti. Si raggiunge in varie fasi utilizzando particelle abrasive sempre più fini. La lucidatura si divide in due processi diversi:

Lucidatura diamantata
I diamanti vengono utilizzati come abrasivi per ottenere una più rapida rimozione del materiale e la migliore planarità possibile. Nessun altro tipo di abrasivo è in grado di produrre risultati simili. Grazie alla sua durezza, il diamante è in grado di tagliare estremamente bene tutti i materiali in tutte le fasi.
Durante la lucidatura, è auspicabile una dimensione più piccola dei trucioli per ottenere una superficie del campione priva di graffi e deformazioni. Nella rifinitura si utilizzano panni più resilienti e granulometrie più fini, come 3,0 o 1,0 µm, per ottenere una superficie quasi perfetta. Applicando una forza minore sui campioni si riducono anche le deformazioni superficiali.

Lucidatura all'ossido
Alcuni materiali, soprattutto quelli teneri e duttili, richiedono una lucidatura all'ossido finale per una qualità ottimale. La silice colloidale, con una granulometria di circa 0,04 µm e un pH di circa 9,8, ha dato risultati notevoli. La combinazione attività chimica e abrasione fine e delicata, permette di ottenere campioni senza graffi e deformazioni.

Lappatura
Nella lappatura, l'abrasivo è contenuto in una sospensione e applicato su una superficie dura.
Nella lappatura, l'abrasivo è contenuto in una sospensione e applicato su una superficie dura. Le particelle non possono penetrare o incastrarsi nella superficie. Rotolano e si muovono liberamente in tutte le direzioni, colpendo piccole particelle dalla superficie del campione, generando così deformazioni profonde. Questo perché le piccole particelle abrasive si muovono liberamente e non sono in grado di produrre veri e propri "trucioli" di materiale sulla superficie del campione.
Pertanto, la quantità di rimozione (la quantità di materiale rimossa in un lasso di tempo stabilito) è molto bassa durante la lappatura, con conseguenze sulla durata del processo. Con i materiali teneri, le particelle abrasive vengono spesso pressate sulla superficie del campione, dove si incastrano saldamente. Deformazioni profonde e grani incorporati sono inaccettabili nella preparazione dei campioni materialografici. Ciò significa che la lappatura viene utilizzata solo per la preparazione di materiali molto duri e fragili, come ceramiche e campioni mineralogici.
Un grano abrasivo fisso che si muove sulla superficie del campione agisce in tre fasi:

Posizione 3:
Il grano rotola senza toccare la superficie del campione. Quando passa di nuovo sul campione, il suo martellamento provoca il distacco di un frammento di materiale più o meno consisente, a seconda della forma del grano.

Posizione 2:
Il grano rotola e colpisce un pezzo del materiale del campione, provocando una significativa deformazione del campione.

Posizione 1:
Il grano penetra nella superficie del campione.

Apparecchiature per la prelevigatura e lucidatura
Per la preparazione meccanica è disponibile una gamma completa di macchine, accessori e consumabili, che va dai sistemi manuali per i campioni occasionali a soluzioni di preparazione potenti e completamente automatiche per grandi volumi.