如何冷镶样

镶样前必须要考虑到某些先决条件。要实现正确镶样,必须先完成下列重要步骤:
- 清洁试样。镶样之前,必须清洁试样以提高镶样介质与试样的粘附度。使用丙酮或酒精清洗。可能有必要在超声波浴中进行清洁。记得将试样擦干。清洗试样时,应当戴上手套或使用镊子。
- 调整试样尺寸,以符合镶样杯的尺寸。
冷镶嵌类型
有两种类型的冷镶嵌树脂可用环氧树脂和丙烯酸树脂

环氧树脂
环氧树脂适用于镶样所有类型的材料,特别适用于真空浸渍。在所有冷镶嵌树脂中,环氧树脂的收缩率最低。固化时间比较长,但是对大多数材料的粘附性能十分优异。在进行正确比例的混合后,它们通过化学反应进行聚合。硬化环氧树脂是硬质塑料,不受中等加热或化学品影响。Struers 的环氧树脂系统由两部分组成:树脂和固化剂/硬化剂。所有的环氧树脂都具有诸如低蒸气压、透明、高附着力、低粘度、无收缩等特性。作为化学计量树脂,固化剂比例是至关重要的。应该权衡这两个部分,以获得最佳的镶样结果。如果只能通过体积测量数量,可使用注射器来测量树脂和固化剂/硬化剂的数量
固化
环氧树脂系统的固化取决于树脂的量。如果树脂量少,此过程可能需要更长的时间,因为存在容易散除化学反应所产生的过多热量的有利条件。但如果树脂量多,由于反应系统导热性较差,热量囤积,因此固化过程会加快。在某些条件下,峰值温度可能达到约150-200°C/302-392°F。为了避免这种情况并获得更均匀的固化效果,可以使用干燥机设备来控制固化过程中的温度。树脂通过聚合来硬化。聚合是一种放热反应。产生的热量大小取决于镶样介质的类型和数量。一些镶样介质的聚合反应过程产生的温度大大高于 100℃。
真空浸渍
多孔材料(如陶瓷或热喷涂层)需要进行真空浸渍。真空浸渍过程在真空室中进行。真空室压力约为 0.1-0.15 巴。用树脂填充表面上的所有孔。树脂可强化这些脆弱的材料。可最大程度地减少制备缺陷,诸如拔出、 裂纹或未打开的孔。只有环氧树脂可用于真空浸渍,因为它们具有低粘度和低蒸汽压特性。可将荧光染料与环氧树脂混合使用,以便于在荧光灯下找出一切填充过的孔隙。将试样放置在镶样杯中间,并将其放在真空室中。盖上盖子,抽空真空室。抽空过程会持续几分钟,以确保没有空气停留在小孔隙和裂缝中。打开阀门,使真空室吸入环氧树脂。当试样完全覆盖在镶样介质中时,关闭阀并关闭真空泵。大气压力会将环氧树脂压入气孔和裂纹。



丙烯酸树脂
丙烯酸树脂易于使用,固化时间短,具有很低程度的收缩率以及优良的镶样性能。它们非常适用于连续镶样不规则形状的试样,可用于例行工作或单个标本。丙烯酸树脂提供附带和不附带矿物填料的两种形式。如果需要进行颜色编码,可以使用染料。在混合丙烯酸树脂时,建议向液体中添加粉末(硬化剂),这将生成最均匀的树脂混合物。
选择镶样杯
必须考虑杯的材料和尺寸。
尺寸
镶样杯的尺寸应足以使试样与最终镶样边缘距离 5 mm,以尽量降低产生径向裂纹的风险。如果杯尺寸相对于试样尺寸大出太多,会导致产生过多热量从而损坏试样。如果树脂与试样的比率较大,收缩率也将增大。
材料
环氧树脂固化会影响硅杯,缩短镶样的寿命和透明度。在选择适用于丙烯酸树脂的杯材料时,存在不同的限制条件。
镶嵌工艺
选择一个镶样杯,将清洁而干燥的试样放在其中。仔细测量树脂成分的正确量(按体积或重量)。彻底混合各种成分,将树脂混合物倒在试样上,并使充满的镶样杯固化。要实现高质量的镶样,混合和固化时间是很重要的参数。应遵循说明书中的建议。
对常见化学品的耐受
所有冷镶嵌介质均耐受常见的腐蚀剂。有些冷镶嵌介质会与如丙酮、酒精等有机溶剂发生反应。



试样固定
固定夹(金属或塑料)可确保薄板、箔和金属丝保持直立。可使用双重粘性箔将不规则形状的试样保持直立。液体粘合剂可能与一些类型的冷镶嵌介质发生反应。对于过小而无法由夹子固定的试样(例如一些电子元件),可使用快干胶水将它们粘合到模具底部,以使其在嵌入期间保持垂直位置。
选择树脂/选择指南
为了获得所需的效果并能够满足镶样要求,选择正确的树脂/镶样介质非常重要。
本指南旨在提供有关不同冷镶嵌材料的详细信息、提示及技巧。去到冷镶嵌选择指南页面
丙烯酸树脂
| 特殊应用 | 边缘保护 / 一般用途 | ||||
| 树脂名称 |
ViaFix*
|
ClaroCit
|
LevoCit
|
VersoCit-2
|
DuroCit-3
|
| 应用 |
Vias 和 Microvias 小孔和微孔由于其粘度低,该材料非常适合填充过孔及微过孔。。 |
出色的透明度 超透明透明镶样适用于各种应用。可用于目标制备,加压固化将提高透明度。 |
边缘保持性与低温性能 边缘保留和低温非常适合有色金属和软铁金属以及热敏样品。 |
快速 - 常规 常规检查软到中等硬度的材料。 |
边缘保护 在中等硬度和硬度的黑色金属以及陶瓷、碳化物等上,收缩最小,边缘保持性极佳。 |
| 收缩水平 | 中 | 中 | 低 | 高 | 很低 |
| 边缘保护 | 一般 | 一般 | 良好 | 一般 | 良好 |
| 去除率 | 高 | 高 | 中 | 高 | 低 |
| 镶样硬度 | 83 Shore D | 85 Shore D | 84 Shore D | 82 Shore D | 85 Shore D |
| 固化时间** | 20 分钟 | 20 分钟 | 20 分钟 | 10 分钟 | 30 分钟 |
| 峰值温度 | 115 °C / 239 °F | 90 °C / 194 °F | 75 °C / 167 °F | 100 °C / 212 °F | 138°C / 280 °F |
| 粘度 | 低 | 中 | 中 | 中 | 中 |



环氧树脂:
| 边缘保护 / 一般用途 | 速度优化 | ||||
| 树脂名称 |
EpoFix
|
SpeciFix-40
|
CaldoFix-2
|
ProntoFix standard
|
ProntoFix accelerated
|
| 应用 |
真空和低温 收缩率非常低,非常适合真空浸渍孔隙和裂纹。非常适合热敏试样和覆盖所有材料 |
极佳的粘附性 粘附性极高非常透明的镶样,固化速度相对较快。在烘箱或干燥箱中固化,同时保持低收缩 |
全方位真空 全方位真空固化时间短,粘度低,可实现理想浸渍。可提供非常坚硬的 Struers 环氧树脂镶样。 |
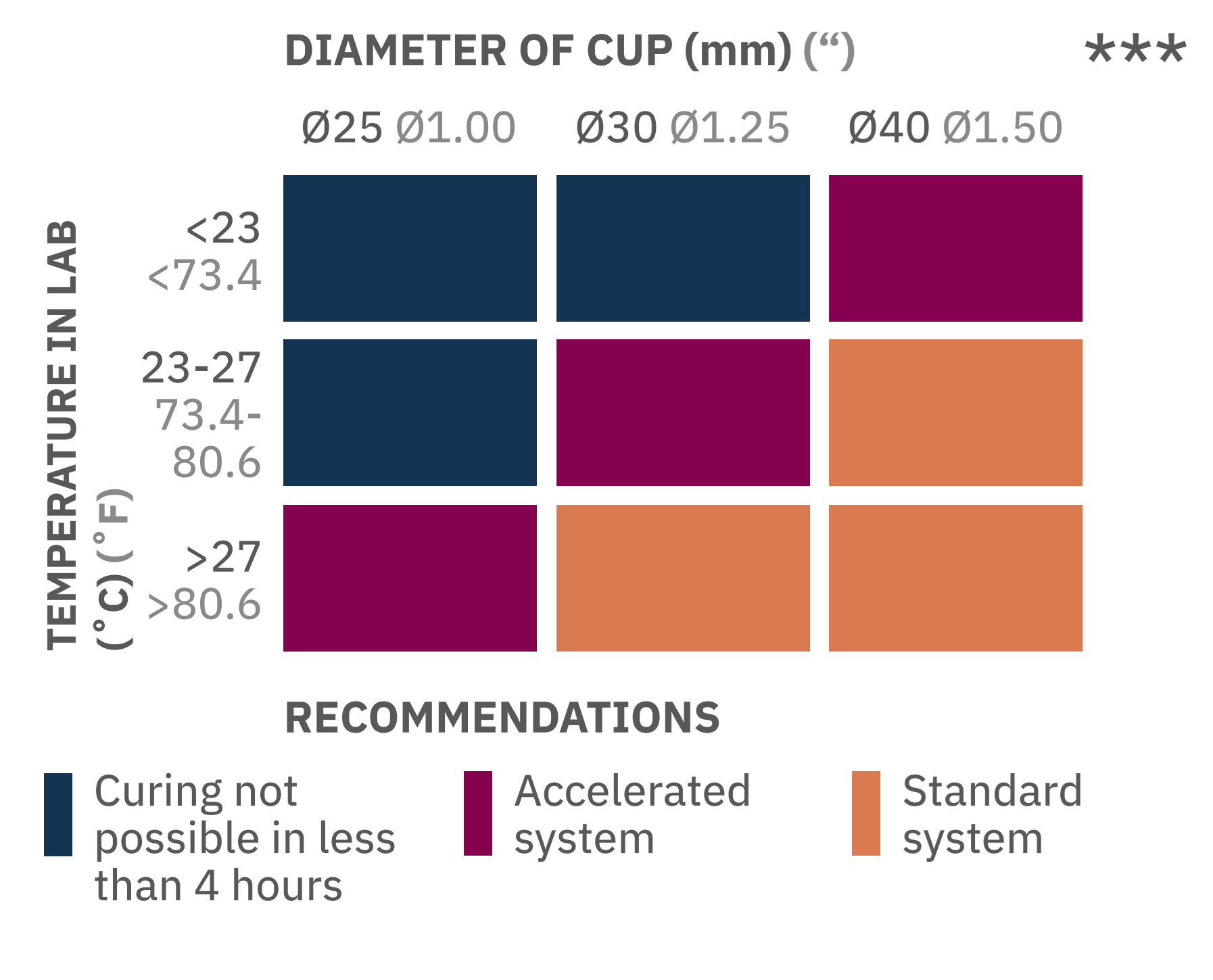
快速,无需烤箱 速度优化的环氧树脂。使用真空浸渍时,具有出色的附着力和出色的裂纹和孔隙渗透性。 标准型与加速型的使用取决于镶样杯直径和实验室温度 - 请参阅表: |
|
| 收缩水平 | 很低 | 很低 | 很低 | 很低 | |
| 边缘保护 | 良好 | 良好 | 良好 | 良好 | |
| 去除率 | 高 | 高 | 高 | 高 | |
| 镶样硬度 | 78 Shore D | 82 Shore D | 85 Shore D | 83 Shore D | |
| 固化时间 | 12 小时* | 3 ½小时 (在50 °C / 122 °F的烘箱内) |
90 分钟 * (在75 °C / 167 °F 的烘箱内) |
90 分钟** | 90 分钟 *** |
| 峰值温度 | 40 °C / 104 °F | 100 °C / 212 °F | 170 °C / 338 °F | 140 °C / 284 °F | 140°C / 284 °F |
| 粘度 | 低 | 低 | 低 | 很低 |




故障排除 - 冷镶嵌环氧树脂
故障排除 - 冷镶嵌丙烯酸
正在寻找耗材?
直接从我们的网上商城订购耗材。