Metallography of metal fasteners

Due to their complex geometry, metal fasteners such as bolts, screws, pins and rivets, can be a challenge for the most experienced metallographer. In this application note, you can find proven methods and techniques for preparing metal fasteners for metallographic testing, including bolt testing.
Fastening – an essential part of many industrial components
Metal fasteners are used in many applications for fastening of parts and components. These fasteners are often crucial to structural safety. Therefore, metal fasteners are a very common target for metallographic testing in both process and quality control.
Metallography may be used for spot checks of the raw material, control and verification of the production process, failure analysis or bolt testing. The metallographic tests performed on metal fasteners range from checking dimensions to structure examination and quantitative analysis.
Fastener technology
Fastener technology includes a wide range of fasteners. Metal fasteners, such as bolts, screws, pins and rivets, can be split into two broad groups.
- Threaded fasteners, such as bolts, nuts and screws.
- Non-threaded fasteners, such as rivets and pins.
The choice of fastening solution and material depends on the requirements of the application, including strength, torsion and environmental conditions. Common fastener materials and applications:
| Fastening material | Common applications |
| Carbon and low-carbon steel | Fastening solutions in general applications |
| High-strength steel | Construction and mechanical engineering |
| Stainless steel | Highly corrosion resistant fastening solutions |
| Nickel and cobalt | Fastening solutions for high temperature applications |
| Titanium | Aircraft, medical and food industries |
| Brass and copper | Decorative rails and trimmings |
Decorative rails and trimmings
There are two main challenges for the metallographer when preparing metal fasteners for metallographic analysis.
Cutting/sectioning: The size and shape of the metal fastener may result in challenges when clamping the fastener for cross-sectional cutting.
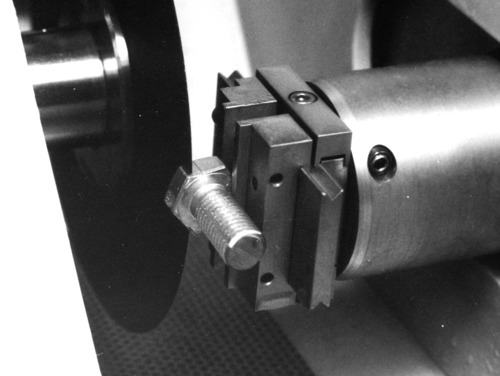
Fig. 1: Cutting excess of screw head off prior to mounting
Mounting: Shrinkage gaps on the thread and head of the metal fastener can impede good edge retention and make specimen cleaning difficult.
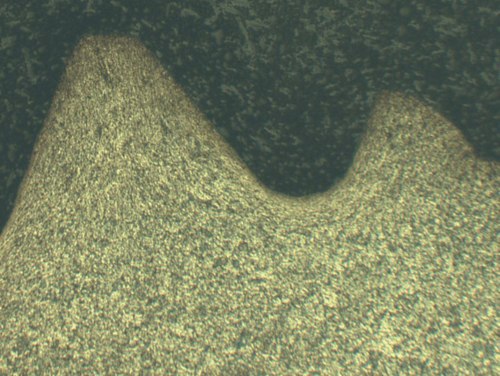
Fig. 2: Thread, staining due to shrinkage gap
For a complete description of how to overcome these challenges, download the full application note.
Fastener production and fastener technology
Simple non-threaded metal fasteners, such as pins and rods, are one of the oldest fastener technologies. Threaded rivets, screws and bolts came later and were first made from precious metals.
One of the biggest developments in fastener technology came with the arrival of ductile metals that could withstand the pressure of pressing and rolling. At this point, cold forming was adopted for the mass production of metal fasteners. Today, chipless shaping (rolling) is widely used, with forming either through cold or hot pressing.
Cold forming of metal fasteners
Cold pressing is by far the most common method for producing metal fasteners. A continuous wire is fed into an extrusion press. A die is then used to compress the wire and reduce its diameter, until the correct shape is formed. The threads are formed by cold rolling. In some cases, induction hardening may be used to increase the surface hardness of the metal fastener.
- For high-quality steel fasteners, various heat treatments are used to achieve specific material properties.
- Low-carbon steels are carburized to create a hard surface with a soft and ductile center.
- Carbon steels are hardened and tempered.
- Very high-quality construction screws may be machined after initial shaping to achieve specific shapes, tolerances and surfaces.
Hot forming of metal fasteners
Hot forming may still be used for very large or complex-shaped metal bolts.
Corrosion protection of metal fasteners
For improved corrosion protection, fasteners may be coated with manganese, zinc or iron phosphate and then oiled. If greater corrosion protection is required, metal fasteners can be galvanized with zinc and cadmium or chromium plating, or vapor deposition coated with cadmium and aluminum.
Find out more
To get a detailed description of the various processes and technologies involved in the production of metal fasteners, download the full application note. 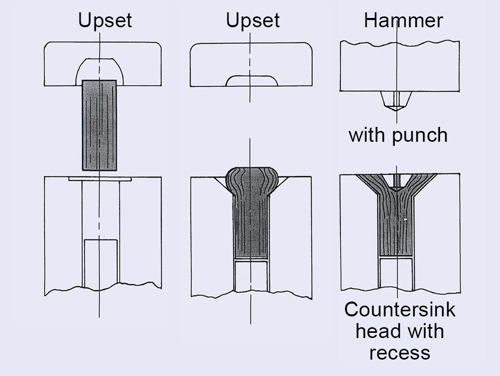
Fig. 3: Cold heading is a basic operation in which the round wire stock is formed into the necessary shape while still "cold". The operation must retain continuity of grain to assure the full integrity of the metal fastener. 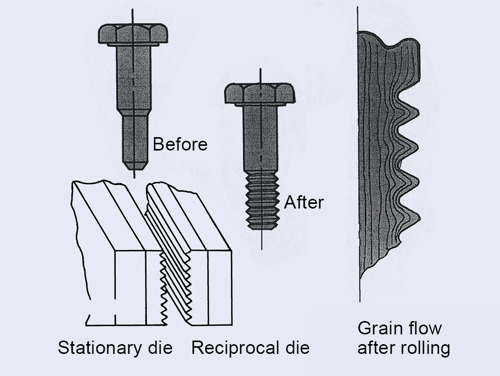
Fig. 4: In thread rolling, a blank is rolled between two flat dies with precise parallel grooves. A cold or warm operation, rolled threads are strong and smooth, and no material is wasted.
Recommendations for cutting & mounting of metal fasteners
The main challenge when preparing metal fasteners for metallographic testing, including bolt testing, is geometry. Due to the protruding head, it can be difficult to clamp a fastener securely when making a cross-sectional cut. In addition, the head and curved thread can result in shrinkage gaps when mounting. This is particularly important on coated metals, as the coating on the fastener cannot be examined properly without good edge retention.
Below, we give brief recommendations for how to overcome these challenges. To get a more thorough description of how to prepare metal fasteners for metallographic analysis and bolt testing, download the full application note.
Cutting/Sectioning: How to clamp metal fasteners securely
- For medium-sized or thin screws and bolts, a special threaded holder can be made to secure the screw or bolt during sectioning.
- For smaller screws, rivets and bolts, trim the head on one side so that the fastener can be laid flat. After mounting, grind the fastener to the center.
Mounting: How to avoid shrinkage gaps in metal fastener specimens
- For hot mounting, use hot compression mounting or resins containing a hard filler material, such as DuroFast, PolyFast or LevoFast.
- For cold mounting, use epoxy resins, such as Epofix, as they have the least shrinkage.
- Before mounting, thoroughly clean the specimen with a degreasing agent.
- Very small screws and bolts should be mounted using a piece of metal or plastic as a shim. Then grind the fastener to the center.
Find out more about cutting and mounting
- Get more knowledge, expertise and insight in our cutting and mounting sections.
- See our range of cutting equipment, accessories and consumables.
- See our range of mounting equipment and consumables.
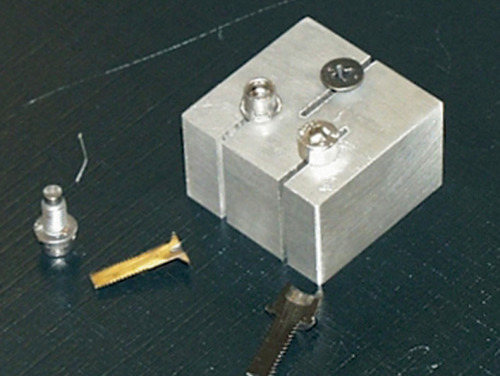
Fig. 5: A special holder for threaded screws and bolts.
Recommendations for grinding & polishing of metal fasteners
When preparing fasteners for metallographic testing, it may be necessary to coarse grind the specimen down to the center. This can be done on an automatic grinding machine by using a grinding stone. The specific grinding and polishing method should be based on the material of the fastener.
Over the years, Struers has developed specific preparation methods for many different fastening solutions, materials and applications, including bolt testing. In the full application note, you can find proven step-by-step preparation methods for grinding and polishing alloyed steel bolts and brass screws.
Find out more about grinding and polishing
- Get more knowledge, expertise and insight on our grinding and polishing section.
- See our range of grinding and polishing equipment and products.
- Get consumables and accessories for metallographic grinding and polishing.
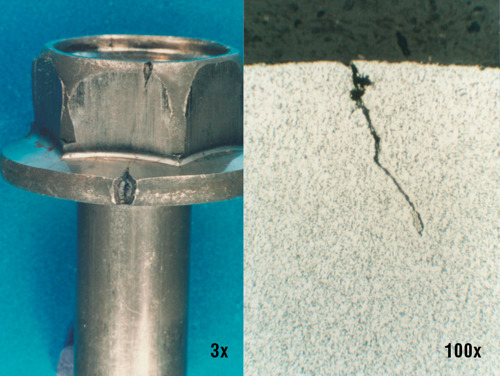
Fig 6.: Bolt testing: To the left a split in the head of a carbon steel bolt caused by a seam and to the right a traverse section of the seam on the bolt etched with 3 % nital.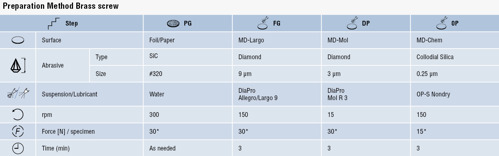
* Value for 6 mounted samples, 30 mm diam. Clamped in a holder.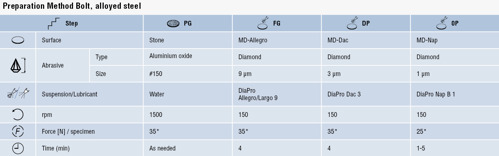
* Value for 6 mounted samples, 30 mm diam. Clamped in a holder.
Etching of metal fasteners
When preparing metal fasteners for metallographic analysis, the etching solution and method should be chosen to suit the metal that the fastener is made from.
Interpretation of results
Many mechanical defects, such as burrs, cracks and folds, can be detected through visual inspection or with non-destructive methods. However, establishing the depth of a defect may require further metallographic preparation.
- Microstructural defects are usually caused by heat treatment, such as overheating, grain growth or decarburization.
- Fractures are often the result of long-term exposure to stresses, such as bending, straining, and thermal cycling.
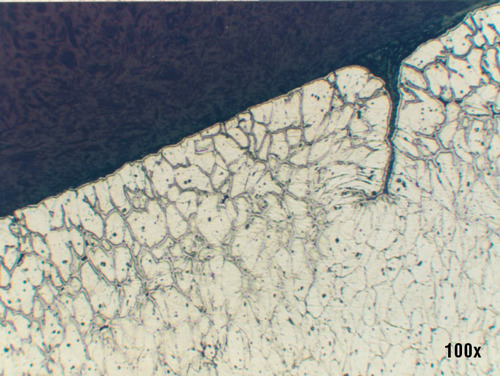
Fig. 7: Melted grain boundaries caused by overheating. Nickel-based alloy, etched with modified Kalling’s.
The materialography of metal fasteners
Threaded and non-threaded metal fasteners, such as pins and bolts, are one of the oldest fastener technologies. Metal fasteners are still widely used today for the fastening of parts and components. As a result, fastener testing and bolt testing are very common procedures for metallographers.
Metallographic testing is usually employed to check for mechanical and thermal damages caused during production and subsequent heat treatment.
The main challenges when preparing fasteners for metallographic testing are caused by geometry. The shape of the head can make it difficult to clamp the fastener securely during the cutting process, while threads can lead to shrinkage gaps when mounting. These challenges can be overcome through the use of specific preparation techniques and/or tools. The choice of grinding, polishing and etching method should be based on the material of the fastener.
Download the application note to get a full description of how to prepare fasteners and bolts for testing, including a step-by-step preparation method for grinding & polishing alloyed steel bolts and brass screws. 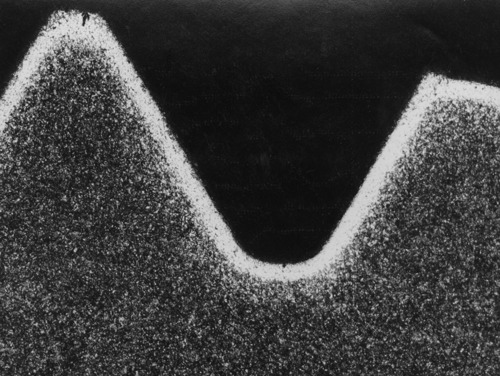
Fig. 8: Section of thread showing decarburization, etched with 5 % nital.
Get the full application note
Want to read the full application note on the metallographic preparation of copper and its alloys? Download it here
Get insight into other materials
If you would like to learn more about the materialography of other metals and materials, check out our materials pages.

All images by Birgitte Nielsen, Applications specialist, Denmark
For specific information about the metallographic preparation of fastners, contact our application specialists.