Preparación metalográfica de piezas de pulvimetalurgia

El principal reto al preparar piezas de pulvimetalurgia para análisis metalográficos reside en revelar la verdadera porosidad del material después del esmerilado y pulido. Aprenda a preparar rápidamente piezas de pulvimetalurgia para análisis y obtenga resultados reproducibles.
Las principales características de las piezas de pulvimetalurgia
La pulvimetalurgia es una forma relativamente común de fabricar piezas, especialmente en la industria del automóvil, ya que permite la producción en masa de piezas pequeñas con formas complejas y estructuras homogéneas. En pulvimetalurgia, se compactan mezclas de polvo de metales (y a veces de no metales) que posteriormente se sinterizan. El proceso de fabricación es caro, pero las piezas acabadas ofrecen ventajas específicas frente a las piezas forjadas o fundidas.
Con la pulvimetalurgia, es posible:
- Obtener aleaciones metálicas difíciles de conseguir normalmente
- Producir una gran variedad de aleaciones con diferentes propiedades
- Crear estructuras homogéneas de grano fino
- Crear formas complicadas
- Crear piezas con un acabado de muy alta calidad
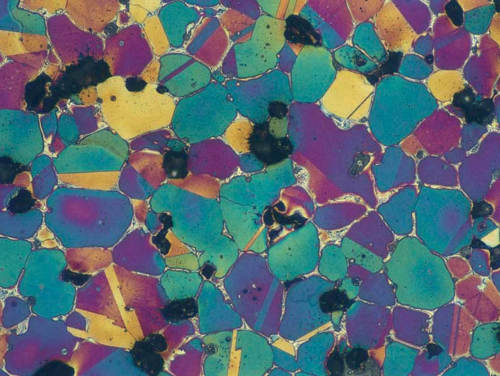
Fig.1: Acero inoxidable de pulvimetalurgia experimental, atacado químicamente con color
Entre las aplicaciones comunes de la pulvimetalurgia se incluyen:
- Piezas mecánicas y estructurales tales como bielas, piñones y levas
- Metales refractarios que son difíciles de producir mediante fusión y fundición
- Materiales porosos en los que una porosidad controlada sirve para un fin específico
- Materiales compuestos que no forman aleaciones como, por ejemplo, cobre/tungsteno
- Aleaciones especiales de altas prestaciones, como las súper aleaciones basadas en níquel y cobalto (utilizadas para piezas en motores de reacción)
- Aceros para herramientas de alta velocidad con cualidades isotrópicas y una distribución uniforme de carburos
La metalografía de piezas de pulvimetalurgia
La densidad de un componente compacto y sinterizado afecta a su dureza, ductilidad y resistencia. Por lo tanto, la metalografía de piezas de pulvimetalurgia incluye generalmente una comprobación de porosidad específica.
En el control de procesos, se utiliza la metalografía de piezas de pulvimetalurgia para comprobar la porosidad, las inclusiones no metálicas y la contaminación cruzada. La metalografía de piezas de pulvimetalurgia también desempeña un papel importante en el desarrollo de nuevos productos o en la mejora de procesos de fabricación.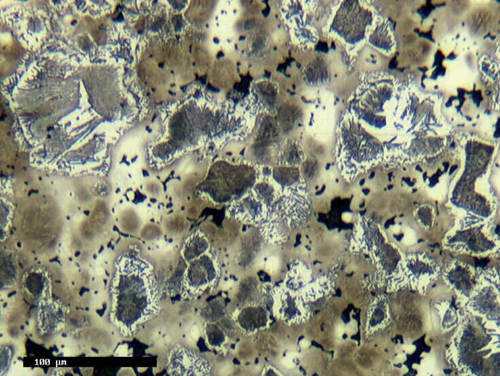
Fig. 2: Acero de pulvimetalurgia con 0,5 % de carbono aleado por difusión con níquel, cobre y molibdeno. Atacado químicamente en picral, muestra áreas de perlita fina rodeadas de ferrita, martensita, bainita y austenita rica en níquel
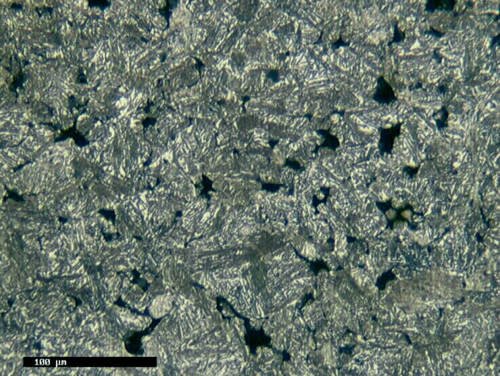
Fig. 3: Acero de pulvimetalurgia con 0,8 % de carbono aleado por difusión con níquel, cobre y molibdeno. Atacado químicamente con Nital, muestra bainita densa
La producción de piezas de pulvimetalurgia
Para crear componentes de pulvimetalurgia se utilizan numerosos metales distintos, incluido polvo de hierro, cobre y acero.
Proceso de fabricación de polvo de hierro y acero
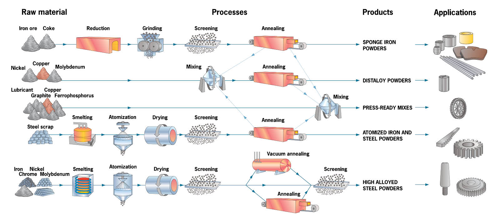
Producción de polvo
Existen dos métodos comunes de producción de polvo: químico y atomización.
- Químico: El metal se convierte directamente en polvo de metal a partir de óxidos de mineral a una temperatura inferior al punto de fusión.
- Atomización: La aleación de metal fundido fluye a través de una boquilla y el flujo se somete a un chorro de agua o gas a alta presión. Las pequeñas gotas que se forman, se solidifican en partículas.
Una vez producido, el polvo metálico se mezcla. En esta etapa, es posible agregar otros elementos, incluidos lubricantes, carbón y/o elementos de aleación.
Compactación del polvo en una matriz de carburo
Para producir componentes, la mezcla de polvos se compacta sometiéndola a alta presión en una matriz de carburo. En esta etapa, la pieza adquiere la forma del componente acabado, pero carece de la resistencia necesaria. Estos componentes se conocen como piezas ‘verdes’.
Sinterización del componente
Para desarrollar las propiedades mecánicas y físicas necesarias, el componente se sinteriza a altas temperaturas en una atmósfera protectora. La unión se produce mediante difusión entre las partículas adyacentes.
Tratamientos finales
Dependiendo de la aplicación, algunas piezas pueden someterse a tratamientos adicionales, incluidos el prensado isostático en caliente, la impregnación de aceite y el endurecimiento o recubrimiento de superficie.
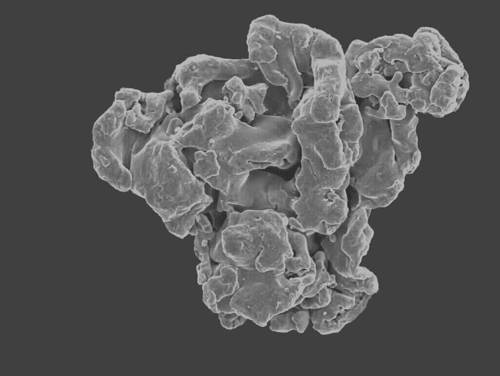
Fig. 4: Polvo de hierro esponjoso o SEM
Retos que se plantean al preparar piezas de pulvimetalurgia
El principal reto al preparar piezas de pulvimetalurgia para análisis metalográficos reside en revelar la verdadera porosidad del material después del esmerilado y pulido. Esto puede ser especialmente difícil con materiales blandos o materiales en los que se mezclan materiales blandos y duros.
- Con los metales blandos, el metal que se retira durante el esmerilado puede acabar introduciéndose en los poros.
- Las muestras en las que se mezclan materiales duros y blandos son propensas a mostrar un relieve pronunciado.
- Piezas verdes: Los componentes que se han compactado pero que aún no se han sinterizado requieren un tratamiento especial, ya que son muy frágiles.
Superar los retos al preparar piezas de pulvimetalurgia
En las siguientes secciones de esta página se describe brevemente cómo superar estos retos. Los procedimientos se han utilizado con éxito en aplicaciones prácticas de laboratorio y han demostrado ofrecer resultados reproducibles.
Para obtener una descripción más detallada de los procedimientos descritos en estas páginas, descargue la nota de aplicación completa.
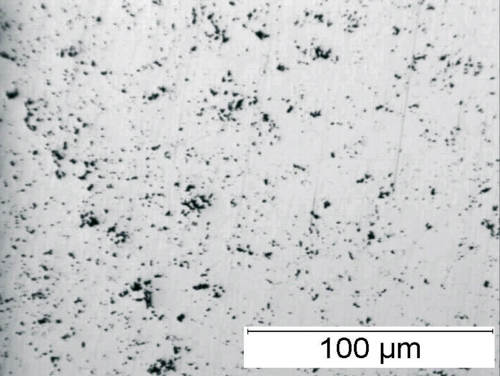
Fig. 5: La misma muestra de la Fig. 1 tras 8 minutos de pulido con diamante (3 μm)
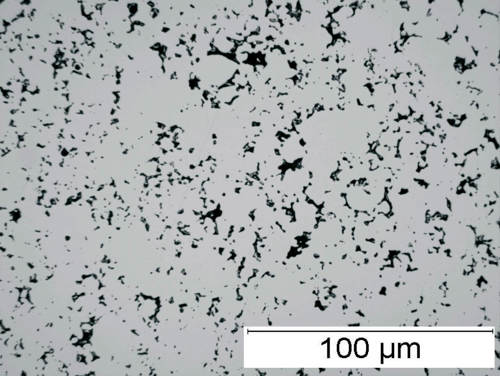
Fig. 6: Porosidad de una muestra de acero de pulvimetalurgia tras 4 minutos de pulido con diamante (3 μm)
Recomendaciones para el corte de piezas de pulvimetalurgia
En la producción de piezas de pulvimetalurgia se pueden usar distintos materiales, incluidos polvos de hierro, cobre y acero. La elección del disco de corte adecuado depende del tipo de material.
- Al seccionar un componente de pulvimetalurgia de un solo material, seleccione el disco de corte adecuado para dicho material.
- Si está cortando un componente de material mixto, elija el disco de corte adecuado para el material principal.
- En el caso de carburos sinterizados, utilice un disco de corte de diamante con ligante de resina.
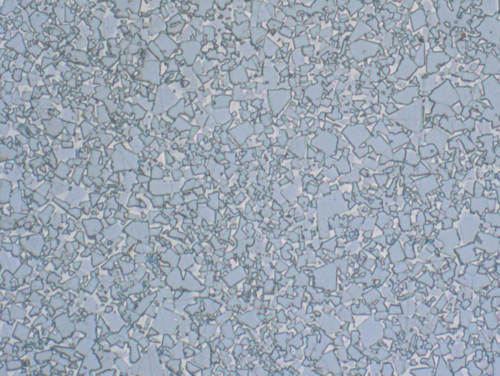
Fig. 7: Carburo de tungsteno sinterizado (WC/Co), atacado químicamente con reactivo por Murakami 1500x
Recomendaciones para la embutición de piezas de pulvimetalurgia
Para garantizar una adhesión correcta entre la resina de embutición y el material de la muestra, desengrase la muestra completamente con acetona o tolueno antes de embutirla.
Al igual que con el corte, el método de embutición más adecuado dependerá del material con el que esté trabajando.
- Para piezas sinterizadas (muestras embutidas):
-En el caso de embutición por compresión en caliente, utilice resina fenólica (MultiFast) o resinas que contengan un material de relleno más duro (DuroFast o LevoFast).
-En el caso de embutición en frío, puede utilizar resinas acrílicas con relleno (DuroCit-3 o LevoCit). - Las piezas verdes deben reimpregnarse después de seccionarlas en vacío con una resina epoxi para embutición en frío (CaldoFix-2, EpoFix o SpeciFix-40).
- Los polvos se pueden embutir mezclando una pequeña cantidad de polvo con una resina epoxi de curado lento. La mezcla se puede verter directamente en el molde de embutición.
- Los polvos de metales duros pueden embutirse por compresión en caliente mezclándolos con una resina de embutición de grano fino (DuroFast). Vierta la mezcla en el cilindro de la embutidora y rellene con resina fenólica.
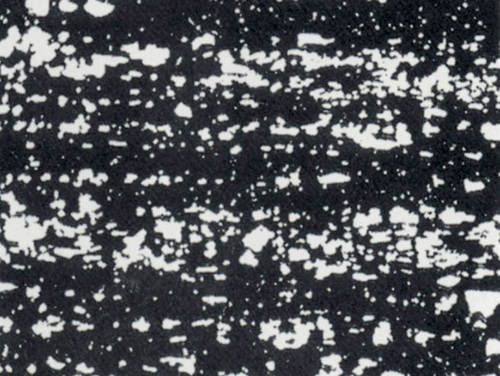
Fig. 8: Distribución de carburos en acero de producción convencional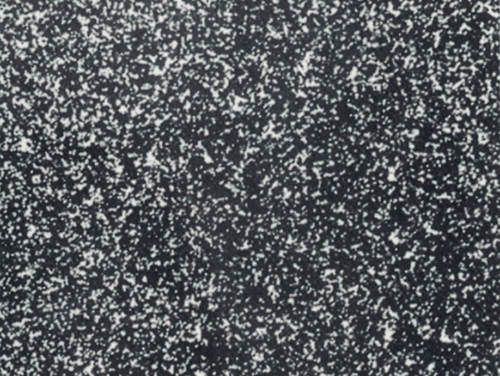
Fig. 9: Distribución de carburos en acero producido mediante pulvimetalurgia
Obtener más información
- Obtenga más conocimientos, experiencia e información en nuestras secciones de corte y embutición .
- Consulte nuestra gama de equipos de corte y consumibles
- Consulte nuestra gama de equipos de embutición y consumibles
- Consulte nuestra gama de equipos de embutición y consumibles
Recomendaciones para el esmerilado y pulido de piezas de pulvimetalurgia
Como principio básico, para el esmerilado, esmerilado fino y pulido de metales en polvo, debe utilizar los mismos procedimientos que para las muestras en bloque del mismo material.
Esmerilado plano
- El esmerilado plano de grandes volúmenes de materiales (>150 HV) se puede realizar en un disco de esmerilado de diamante (MD-Piano). El esmerilado plano de materiales de acero inoxidable se puede llevar a cabo en un disco de esmerilado de óxido de aluminio (MD-Alto).
- El esmerilado plano de materiales <150 HV puede realizarse en papel o lámina de carburo de silicio.
Esmerilado fino
- Para el esmerilado fino de materiales >150 HV utilice diamantes en MD-Allegro.
- MD-Largo con diamantes es adecuado para el esmerilado fino de materiales <150 HV.
Pulido con diamante
Durante el esmerilado metalográfico, se empuja el metal en el interior de los poros. Si los siguientes pasos de pulido no se llevan a cabo correctamente, las ‘tapas’ de metal residual quedarán sobre los poros (especialmente en materiales blandos). Si no se retiran, estas ‘tapas’ dificultarán la evaluación.
Por lo tanto, al esmerilado fino le debe seguir un pulido con diamante minucioso. Es importante dedicar el tiempo suficiente al paso de pulido con diamante para revelar la verdadera porosidad del material (consulte a continuación las Fig. 10 a 13).
Método de preparación para bronce de pulvimetalurgia
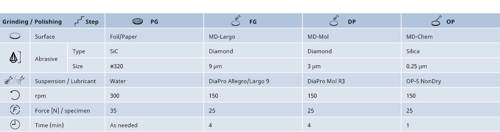
Tabla 1: Método de preparación para 6 muestras de bronce de P/M embutidas con un diám. de 30 mm utilizando la Tegramin semiautomática, 300 mm de diám.
Como alternativa a DiaPro, es posible utilizar la suspensión de diamante P policristalino de 9 μm, 3 μm y 1 μm junto con lubricante rojo, verde o azul.
Método de preparación para acero de pulvimetalurgia
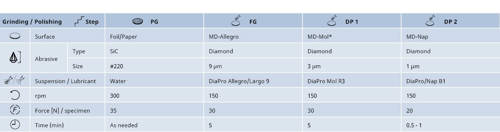
Tabla 2: Método de preparación para 6 muestras de acero de P/M embutidas con un diám. de 30 mm utilizando la Tegramin semiautomática, 300 mm de diám.
Como alternativa a DiaPro, es posible utilizar la suspensión de diamante policristalino P de 9 μm, 3 μm y 1 μm junto con lubricante rojo, verde o azul.
*También se puede utilizar MD-DAC/DiaPro DAC 3.
Método de preparación para carburos sinterizados
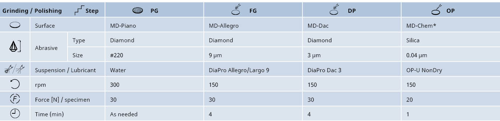
Tabla 3: Método de preparación para 6 muestras de carburos sinterizados embutidas con un diám. de 30 mm utilizando la Tegramin semiautomática, 300 mm de diám.
Como alternativa a DiaPro, es posible utilizar la suspensión de diamante P policristalino de 9 μm y 3 μm junto con lubricante rojo, verde o azul.
*Paso opcional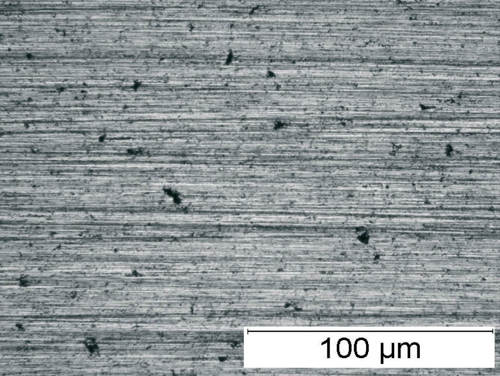
Fig. 10: Superficie de acero de pulvimetalurgia tras esmerilado fino en MD-Allegro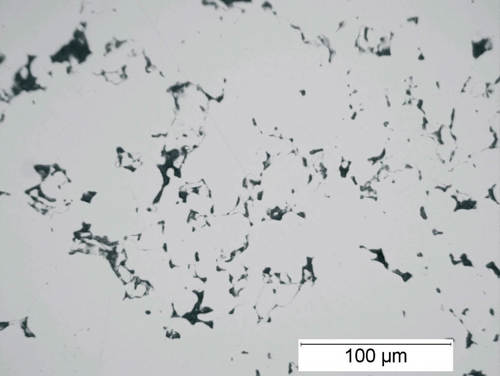
Fig. 11: La misma muestra que en la Fig. 10 exhibe una superficie de acero de pulvimetalurgia con un pulido insuficiente
Fig. 12: La misma muestra que en la Fig. 11 después de un pulido más largo exhibe la porosidad correcta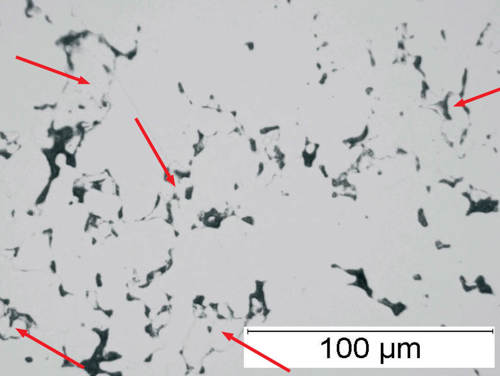
Fig. 13: Mayor aumento de la superficie de la Fig. 11, mostrando las ‘tapas’ metálicas que cubren los poros
Limpieza y secado de piezas de pulvimetalurgia
Después del pulido, las muestras de pulvimetalurgia deben limpiarse con una mezcla de agua/detergente para eliminar los restos de suspensión de pulido y lubricante. La muestra debe limpiarse con agua antes de enjuagarla minuciosamente con isopropanol.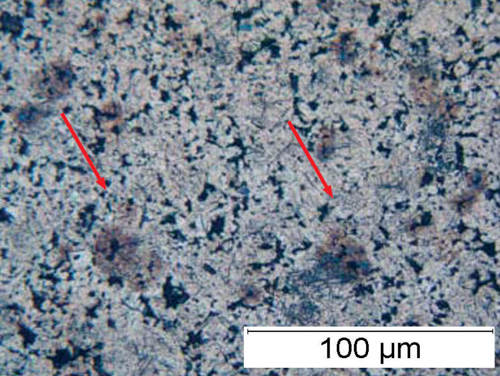
Fig. 14: Las manchas de agua de la limpieza pueden llevar a una interpretación incorrecta de la estructura
Más información
- Obtenga más conocimientos, experiencia e información en nuestra sección sobre esmerilado y pulido
- Consulte nuestra gama de equipos y productos de esmerilado y pulido
- Obtenga consumibles y accesorios para el esmerilado y el pulido metalográficos.
Recomendaciones para el ataque químico de piezas de pulvimetalurgia
Al analizar muestras de pulvimetalurgia, es importante conocer la densidad teórica para compararla con la porosidad.
Recomendamos examinar primero la muestra sin que haya sido atacada químicamente para comprobar la densidad, forma y tamaño de los poros, la oxidación e inclusiones, cuellos de sinterización y grafito libre (consulte las Fig. 15 y 16). La muestra debe ser sometida a ataque químico inmediatamente para evitar que se sequen las manchas.
El procedimiento de ataque químico recomendado para muestras de pulvimetalurgia:
- Humedezca la superficie con isopropanol, sumerja la muestra boca arriba en la solución de ataque y agite ligeramente.
- Cuando haya transcurrido el tiempo de ataque adecuado, extraiga la muestra de la solución de ataque y lávela con isopropanol o agua, dependiendo de la solución de ataque.
- Seque la muestra con un chorro de aire caliente.
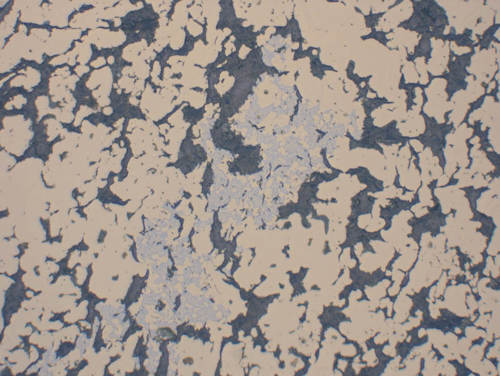
Fig. 15: Bronce de pulvimetalurgia no atacado químicamente que contiene grafito (gris) y eutectoide α-δ (azul) 500x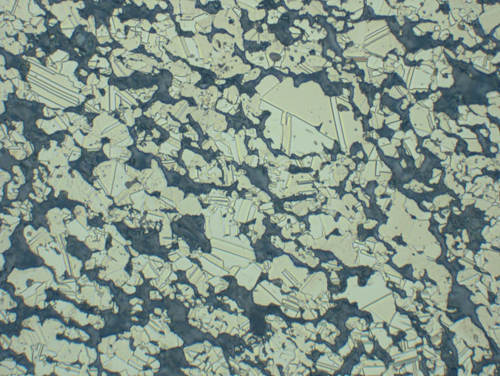
Fig. 16: Igual que en la Fig.15, muestra atacada químicamente con cloruro de hierro (III) que exhibe la estructura de grano del bronce 500x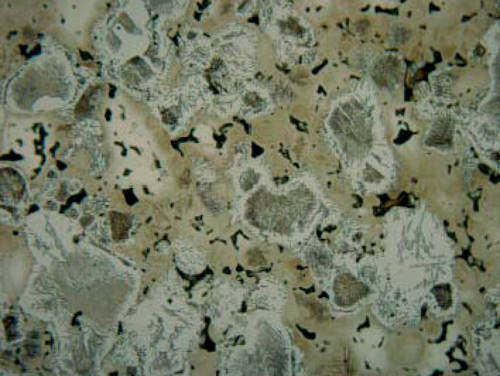
Fig. 17: Una muestra que no ha sido atacada químicamente el tiempo suficiente. Es difícil distinguir las distintas fases
Soluciones de ataque
Se pueden utilizar las soluciones de ataque químico comunes para el metal o las aleaciones en cuestión. Al trabajar con productos químicos, se deben adoptar las precauciones de seguridad habituales.
| Soluciones de ataque para metales de polvo de cobre y aleaciones de polvo de cobre | |
| 100 ml de agua 20 ml de ácido clorhídrico 5 g de cloruro de hierro (III) |
Someter a ataque químico durante 10-20 segundos Lavar con agua y después con isopropanol |
| 100 ml de agua 10 g de persulfato de amonio (fresco exclusivamente) |
Lavar con agua y después con isopropanol |
| Soluciones de ataque para metales de polvo de acero | |
| Nital 1-3 % para aleaciones de hierro-carbono, aleaciones de hierro-carbono-cobre y hierro-molibdeno prealeado: |
Someter a ataque químico durante 10-60 segundos dependiendo del contenido de carbono Enjuagar con isopropanol |
| Soluciones de ataque para metales de polvo de acero inoxidable | |
45 ml de glicerol 15 ml de ácido nítrico 30 ml de ácido clorhídrico |
Someter a ataque químico de 30 segundos a 5 minutos Lavar minuciosamente con agua y después con isopropanol |
| Soluciones de ataque para metales de carburo de tungsteno | |
100 ml de agua 10 g de hidróxido potásico o sódico 10 g de ferricianuro de potasio |
Someter a ataque químico por inmersión o con una torunda Lavar minuciosamente con agua y después con isopropanol |
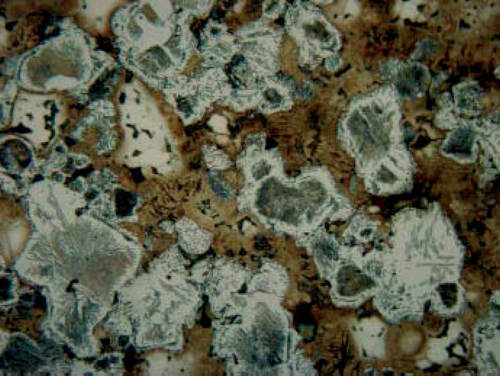
Fig. 18: Muestra atacada químicamente durante un tiempo excesivo
Fig.19: Ataque químico correcto
Descargue la nota de aplicación completa incluidos los métodos de preparación
Resumen
La pulvimetalurgia se utiliza para producir componentes a partir de metales que normalmente no se alean fácilmente. Entre los materiales comunes se incluyen polvos de hierro, cobre y acero.
La densidad del componente de pulvimetalurgia afecta a su dureza, ductilidad y resistencia. Por lo tanto, el control metalográfico de la porosidad constituye una parte integral del control de calidad.
Durante el esmerilado metalográfico y el esmerilado fino, el metal puede introducirse en los poros, creando ‘tapas’ de metal residual que dificultan la evaluación. Por lo tanto, resulta esencial realizar un cuidado esmerilado y pulido con diamante para garantizar la verdadera representación de la estructura del material.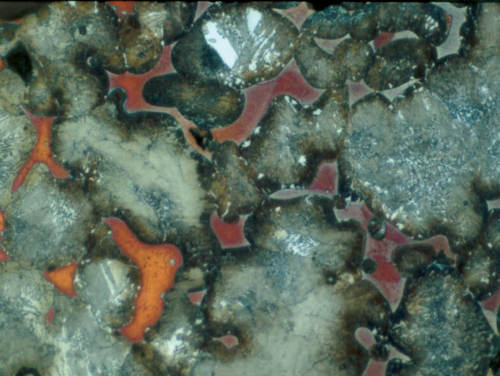
Fig. 20: Acero de pulvimetalurgia con infiltración de cobre
Infórmese sobre el resto de materiales
Obtenga más información sobre la materialografía de otros metales y materiales. Consulte nuestra página de materiales

Imágenes de Birgitte Nielsen, especialista en aplicación, Dinamarca
Si desea información específica sobre la preparación metalográfica piezas de pulvimetalurgia, póngase en contacto con nuestros especialistas en aplicación.