Preparación metalográfica del acero inoxidable

La mayoría de aceros inoxidables son blandos y propensos a la deformación y el rayado durante la preparación metalográfica, por lo que se requiere un método de preparación preciso. Averigüe cómo preparar el acero inoxidable para el examen metalográfico con resultados reproducibles.
Características principales del acero inoxidable
El acero inoxidable es un metal resistente a la corrosión, que contiene al menos un 11 % de cromo. Dentro de este grupo de aceros de alta aleación, se identifican cuatro categorías principales:
- Ferríticos
- Martensíticos
- Austeníticos
- Austeníticos-ferríticos (combinados)
Estas categorías describen la microestructura de la aleación de acero inoxidable a temperatura ambiente, la cual se ve influida en gran medida por la composición de la aleación y por el tratamiento térmico.
Gran resistencia a la corrosión
La principal característica del acero inoxidable es su resistencia a la corrosión, la cual se puede mejorar al añadir elementos de aleación específicos. Estos elementos de aleación también tienen un efecto beneficioso en otras características del material, como su dureza y resistencia a la oxidación.
Por ejemplo, el niobio y titanio aumentan la resistencia frente a la corrosión intergranular ya que absorben el carbono para formar carburos. El azufre forma inclusiones de sulfuro de manganeso que actúan como elevadores de esfuerzos en la zona de corte primario; en consecuencia, las virutas producidas se rompen con facilidad y son pequeñas; y esto mejora la maquinabilidad.
Metalografía del acero inoxidable
Debido a la resistencia a la corrosión y su acabado superficial óptimo, los aceros inoxidables juegan un papel destacado en la industria aeronáutica, química, médica y alimentaria, en cocinas profesionales, así como en arquitectura y joyería. Los aceros inoxidables también se utilizan comúnmente en aplicaciones de automoción.
La metalografía de los aceros inoxidables es una parte importante del proceso general de control de calidad en muchos entornos de producción. Las principales pruebas metalográficas son:
- Medición del tamaño del grano
- Investigación de la estructura general, incluyendo el contenido de martensita, ferrita, perlita o austenita
- Identificación de ferrita delta y fases sigma
- Evaluación de carburos y su distribución
- Investigación de soldaduras
Además, la metalografía se utiliza en el análisis de errores para investigar los mecanismos de corrosión/oxidación.
Fig.1:
Acero combinado sometido a ataque electrolítico con 40 % de solución acuosa de hidróxido de sodio; se muestra austenita marrón y ferrita azul. Campo claro.
Preparación del acero inoxidable: esmerilado y pulido
Los aceros inoxidables ferríticos son blandos, mientras que los austeníticos son dúctiles. Ambos son propensos a la deformación mecánica durante la preparación metalográfica del acero inoxidable.
Normalmente, el pulido final hace que estos aceros sean muy reflectantes.
No obstante, si no se someten a dicho pulido previo, la deformación reaparecerá después del ataque químico. Debido a su dureza, los aceros martensíticos son relativamente fáciles de pulir. Sin embargo, se debe tener cuidado para preservar los carburos. Fig. 2:
Acero austenítico con pulido insuficiente que muestra deformación tras un pulido de 3 µm y ataque con reactivo Beraha III. Campo claro.
Solventar dificultades en el esmerilado y pulido de aceros inoxidables
Durante el esmerilado y pulido, mantener los carburos y las inclusiones puede ser problemático. Además, puede surgir cierta deformación y rayado en aceros inoxidables ferríticos y austeníticos.
La solución consiste en utilizar un exhaustivo pulido de diamante y completar el pulido final con sílice coloidal o alúmina.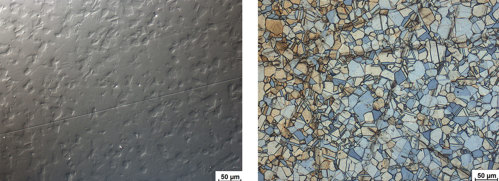
Pulido insuficiente del acero inoxidable que aún muestra deformación visible en DIC, sin ataque químico
Fig. 3.2: 3,2: Superficie del acero inoxidable tras pulido final, con deformación del esmerilado o esmerilado fino. Ataque químico con Beraha III. Campo claro
Pulido electrolítico de aceros inoxidables
En trabajos de investigación o en una comprobación rápida y general de la microestructura del acero inoxidable, el pulido y ataque electrolítico puede ser una alternativa al pulido mecánico, ya que no conlleva ninguna deformación mecánica.
El pulido electrolítico ofrece resultados excelentes al comprobar la microestructura del acero inoxidable.
No obstante, el proceso puede disolver algunos elementos, como pequeños carburos, por lo que se prestará especial atención.
Antes del pulido electrolítico, algunas muestras deben someterse a un esmerilado con lámina/papel de carburo de silicio #500 o inferior.
Cuanto más fina sea la superficie inicial, mejores resultados se obtendrán en el pulido electrolítico.
Soldadura láser en acero inoxidable, sin embutir, pulida con electrolito A2 y sometida a ataque con 10 % de ácido oxálico en agua. Campo claro.
Método de preparación
Pulido electrolítico y ataque químico de acero inoxidable (esmerilado con lámina/papel SiC #220, #500 y #1.000):
Electrolito: A2
Área: 5 cm2
Tensión: 35 V
Caudal: 13
Tiempo: 25 segundos
Ataque químico externo con disco para acero inoxidable:
10 % de ácido oxálico en agua
Tensión: 15 V
Tiempo: 60 segundos
Recomendaciones para el esmerilado y pulido de aceros inoxidables
Esmerilado
- En el caso de aceros inoxidables blandos y dúctiles, se recomienda encarecidamente el uso de lámina/papel de grano muy tosco y no ejercer presiones elevadas, ya que esto último podría deformar la muestra.
- Como regla general, en el esmerilado plano se utilizará el grano más fino posible, en línea con el área de la muestra y la rugosidad de la superficie.
Pulido
- Cualquier deformación resultante del primer paso del esmerilado que no se elimine con esmerilado fino, dejará restos. Dichos restos se podrán eliminar con un pulido final, aunque requerirá mucho tiempo.
- El esmerilado fino deberá realizarse con diamante en un disco rígido (MD-Largo) o (como alternativa en algún tipo de acero inoxidable) con un paño MD-Plan o MD-Sat.
- Después del esmerilado fino se realizará un exhaustivo pulido de diamante con un paño de dureza media, antes de proceder al pulido final con sílice coloidal (p. ej.: OP-S) o alúmina (OP-A) para eliminar cualquier pequeño arañazo. Este último paso deberá ser exhaustivo y requerirá varios minutos. Un buen pulido final aumenta las posibilidades de mejorar el contraste.
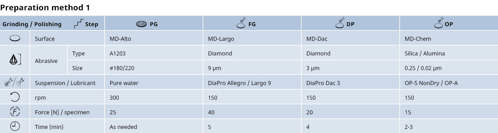
Método de preparación para muestras de acero inoxidable de 30 mm de diámetro montadas en el Tegramin semiautomático de 300 mm de diámetro. Como alternativa al DiaPro, se puede utilizar el policristalino P junto con lubricante verde/azul.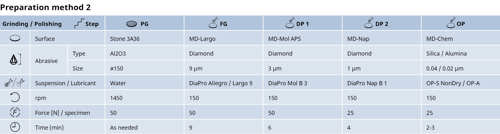
Método de preparación para muestras de acero inoxidable de 65x30 mm con embutición en frio o embutidas con MAPS de Struers o AbraPlan/AbraPol, de 350 mm de diámetro con piedra de esmerilado. Como alternativa a DiaPro, se puede utilizar policristalino P junto con lubricante verde/azul.
- Obtenga más conocimientos, experiencia e información en nuestra sección de esmerilado y pulido
- Consulte nuestra gama de equipos y máquinas de esmerilado y pulido
- Obtenga consumibles y accesorios para el esmerilado y pulido metalográfico
Descargue notas de aplicación incluyendo métodos de preparación
Ataque químico de aceros inoxidables
El ataque químico de aceros inoxidables requiere experiencia y paciencia. Existen numerosos estudios sobre los reactivos, y le recomendamos que utilice diferentes productos hasta establecer varias soluciones que se adapten a los materiales que prepara con más frecuencia en su laboratorio.
Para obtener un ataque con buenos resultados, es importante realizar un correcto pulido de óxido final.
Puede obtener más información sobre cómo utilizar el grabado para visualizar mejor la microestructura o macroestructura de su muestra aquí.
A continuación se muestran algunos reactivos que han demostrado ser exitosos en aplicaciones rutinarias diarias.
Ataque químico
Advertencia:Al trabajar con reactivos químicos, se deben seguir siempre las medidas de seguridad recomendadas.
Para aceros martensíticos
Para aceros martensítico
1) Reactivo V2A:
100 ml de agua
100 ml de ácido clorhídrico
10 ml de ácido nítrico
Ataque a temperatura ambiente o hasta 50 °C
2)
33 ml de agua
33 ml de etanol
33 ml de ácido clorhídrico
1,5 g de cloruro de cobre (II), (Kalling I)
3)
100 ml de agua
100 ml de ácido clorhídrico
5 g de cloruro de cobre (II) (Kalling II)
Para aceros austeníticos
Para aceros austeníticos
1) Reactivo V2A:
100 ml de agua
100 ml de ácido clorhídrico
10 ml de ácido nítrico
Ataque a temperatura ambiente o hasta 50 °C
2) Reactivo Adler:
25 ml de agua destilada
50 ml de ácido clorhídrico
15 g de cloruro de hierro (III)
3 g de tetraclorocuprato de amonio (II)
Se puede utilizar en aceros inoxidables sin diluir o mezclado con agua o etanol hasta 1:1
3)
100 ml de agua
300 ml de ácido clorhídrico
15 ml de peróxido de hidrógeno (30 %)
Reactivo de color Beraha II:
Reactivo de color Beraha II:Ataque químico con el reactivo Lichtenegger-Blöch.
Solución estándar
800 ml de agua destilada
400 ml de ácido chorhídrico
48 g de bifluoruro de amonio
Para el ataque químico, añadir 1-2 g de metabisulfito de potasio en 100 ml de esta solución estándar
Reactivo de color Lichtenegger-Blöch:
100 ml de agua destilada
20 g de bifluoruro de amonio
0,5 g de metabisulfito de potasio
Se puede utilizar para aceros austeníticos y combinados
Ataque electrolítico
Ataque electrolítico
Para aceros austeníticos-ferríticos (combinados):
20-40 % de solución acuosa de hidróxido de sodio
Todos los aceros inoxidables:
10 % de ácido oxálico acuoso
Para mediciones de tamaño de grano automáticas en aceros austeníticos:
60 % de agua destilada
40 % de ácido nítrico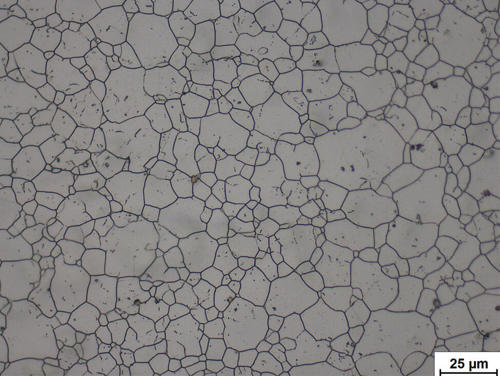
Fig. 5: Acero austenítico sometido a ataque electrolítico con ácido nítrico en agua, muestra únicamente los límites del grano sin macla o agrupación simétrica. Ideal para mediciones automáticas de tamaño de grano
Interpretación de microestructuras del acero inoxidable
Los aceros inoxidables ferríticos no responden a la dureza. No obstante, sus propiedades se pueden ver afectadas por el tratamiento en frío. Destaca su magnetismo a temperatura ambiente. La microestructura en estado recocido consta de granos de ferrita que incluyen finos carburos. Los aceros ferríticos utilizados en el mecanizado contienen una gran cantidad de sulfuro de manganeso para facilitar el corte libre. Los aceros martensíticos responden al tratamiento térmico.
La martensita se forma tras un enfriamiento rápido. Sus propiedades se pueden optimizar con tratamiento posterior de templado. Se trata de aleaciones magnéticas. Dependiendo del tratamiento térmico, la microestructura puede oscilar entre una estructura martensítica pura y una templada. Según las aleaciones y las dimensiones de los productos semiacabados se requerirán temperaturas y tiempos de tratamiento térmico más o menos complejos.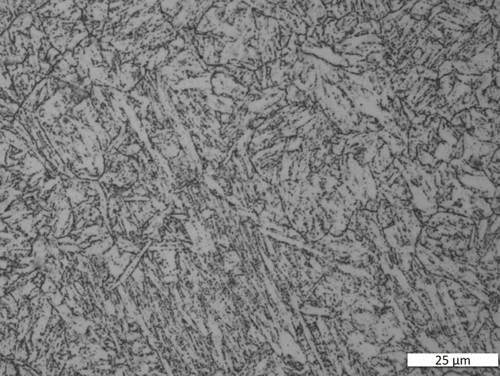
Acero martensítico con alta aleación de cromo, pulido electrolíticamente y sometido a ataque químico con A2.
En algunas soldaduras de acero resistentes a la corrosión, se precisa cierta cantidad de ferrita delta para mejorar la resistencia al agrietamiento en caliente.
No obstante, la ferrita delta suele ser una fase no deseada ya que los largos períodos de recocido del acero con un alto contenido en cromo pueden hacer que la ferrita delta se transforme en fase sigma intermetálica dando lugar a una combinación de hierro-cromo dura y quebradiza. El calentamiento hasta 1050 °C y el posterior templado eliminan la fase sigma y, con ella, la fragilidad.
Los aceros inoxidables austeníticos no responden al tratamiento térmico. En su lugar, el enfriamiento rápido da lugar a su estado más blando. En este estado, carecen de magnetismo y sus propiedades se ven afectadas por el tratamiento en frío. La microestructura de estos aceros consta de granos austeníticos, que pueden mostrar agrupaciones simétricas :Fig. 7).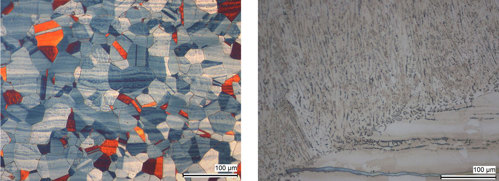
Acero austenítico con agrupaciones simétricas y segregación. Ataque químico con el reactivo Lichtenegger-Blöch. DIC.
Fig. 8: La ferrita delta en una soldadura de acero austenítico (pequeños cordones oscuros) y líneas de ferrita delta más largas en la parte soldada (azul-gris); sometido a ataque electrolítico con 40 % de solución acuosa de hidróxido de sodio. Campo claro
La exposición de estos aceros a temperaturas elevadas de 600 a 700 °C puede generar carburos complejos en los granos austeníticos.
Esto reduce la cantidad de cromo en la solución sólida austenítica, lo que aumenta la susceptibilidad a una corrosión u oxidación intergranular.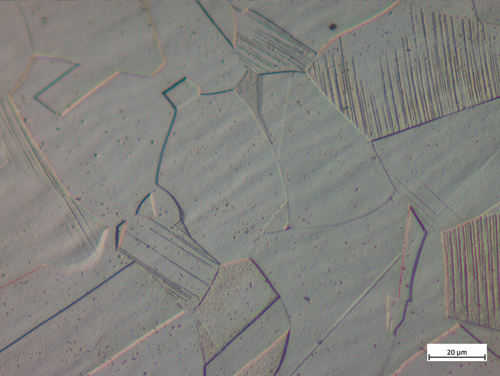
Tubo de acero austenítico con agrupaciones simétricas y deformación por tratamiento en frío; sometido a ataque químico con 10 % de ácido oxálico, DIC
Al reducir el carbono a un valor inferior a 0,015 % y tras añadir pequeñas cantidades de titanio, niobio o tantalio, se redujo el riesgo de corrosión intergranular, ya que los elementos forman carburos en ausencia del cromo.
La ferrita delta puede aparecer debido a las condiciones críticas del tratamiento térmico en aceros martensíticos o al trabajar en frío con aceros austeníticos.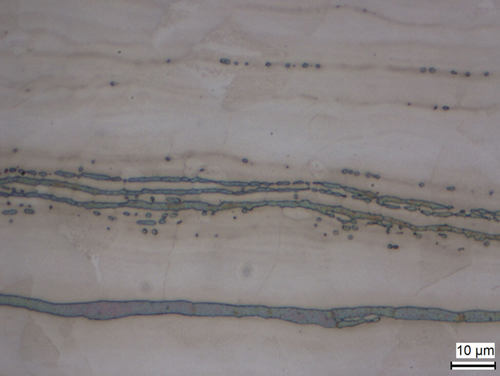
Cordones de ferrita delta en matriz de acero austenítico, sometido a ataque electrolítico con hidróxido de sodio en agua (20 %) Los aceros inoxidables austeníticos-ferríticos (combinados) constan de ferrita y austenita.
El ataque electrolítico con una solución de soda cáustica al 20…40 % revela la estructura, permitiendo estimar el porcentaje correcto de cada fase. Estos aceros son dúctiles y se utilizan sobre todo en las industrias de alimentos, papel y petróleo.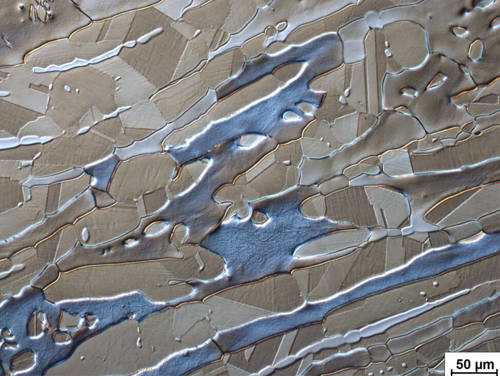
Acero combinado forjado que muestra ferrita azul y austenita marrón claro y oscuro. Ataque electrolítico doble; primero con 10 % de ácido oxálico en agua y a continuación, con 20 % de hidróxido de sodio en agua; DIC
Resumen
El acero inoxidable es un material resistente a la corrosión con un alto contenido en cromo y níquel. Los aceros ferríticos y austeníticos son más blandos que los aceros inoxidables martensíticos y ofrecen mayor ductilidad. La dureza y ductilidad puede variar dependiendo de la aleación y del tratamiento térmico. No obstante, ambos tipos tienden a la deformación mecánica y al rayado durante la preparación metalográfica mecánica. Por consiguiente, la preparación electrolítica es una buena alternativa a los procedimientos de esmerilado y pulido mecánicos.
Para la preparación exitosa del acero inoxidable con un pulido mecánico, le recomendamos que:
- Evite los abrasivos toscos en el esmerilado plano.
- El esmerilado fino y pulido con diamante sea exhaustivo y que garantice la eliminación de toda deformación del esmerilado plano.
- Un pulido de óxido final con sílice coloidal o alúmina permitirá obtener una superficie sin deformación.
Un procedimiento en cuatro pasos, completado con un equipo de preparación automático, ofrecerá resultados adecuados y reproducibles.
Los aceros inoxidables son difíciles de someter a ataques químicos; por lo tanto, los reactivos recomendados son muy corrosivos y requieren una manipulación cuidadosa.
En su lugar, se recomienda un pulido y ataque electrólito ya que esto ofrece una superficie sin deformación aunque no siempre retiene los carburos.
Infórmese sobre el resto de materiales
Si desea obtener más información sobre la materialografía del resto de metales y materiales, consulte nuestra página de materiales.

Imágenes de Holger Schnarr, especialista en aplicación, Alemania
Para obtener información específica sobre la preparación metalográfica de acero inoxidable, contacte con nuestros especialistas en aplicación.