Preparación metalográfica de cobre y aleaciones de cobre

El cobre se utiliza comúnmente en una amplia gama de industrias. Sin embargo, su extrema ductilidad la hace propensa a la deformación y los arañazos. Aquí aprenderá a preparar de manera rápida y eficiente cualquier producto de aluminio para el examen metalográfico.
Características principales del aluminio y sus aleaciones
El cobre es un metal maleable y fácilmente moldeable. Su color atractivo, su resistencia a la corrosión y su alta conductividad eléctrica y térmica hacen que pueda utilizarse ampliamente en los sectores de la electrónica, la automoción, la construcción y la química, así como en las industrias de la alimentación y las bebidas.
Cuanto mayor sea la pureza del cobre, mayor será también su conductividad eléctrica y térmica. El cobre, ya sea puro o sin oxígeno, solo puede usarse en aplicaciones muy específicas.
Las industrias que habitualmente emplean cobre incluyen:
- las industrias que fabrican cables, componentes para conmutadores, transformadores, bobinados de motores y generadores dentro del sector de la automoción.
- las industrias que fabrican tubos, depósitos e intercambiadores térmicos dentro del sector de la química, así como también las industrias de alimentación y bebidas.
- las industrias de producción de fachadas, tuberías de agua potable e instalaciones para calefacción dentro del sector de la construcción.
- las industrias de criogenia y aire acondicionado.
- los fabricantes de semiconductores, interruptores y anillos de sellado para tecnología de vacío, además de también las industrias de tubos de electrones en el sector de la electrónica.
El proceso de producción de cobre
Aunque se genera de manera natural, el cobre metálico se extrae principalmente de los sulfuros minerales mediante un proceso de fusión metalúrgica. Este proceso consiste en cuatro pasos principales.
1. Un proceso inicial de fusión mediante el cual se extraen los concentrados de cobre y que resulta en la mata de cobre (75 % Cu).
2. En un convertidor, se sopla aire en una mata líquida para oxidizar los sulfuros, resultando en lo que se conoce como cobre ampollado (96-98 % CU).
3. El cobre ampollado se refina en un horno de ánodos, donde se crea el cobre anódico (99 % Cu).
4. A continuación se eliminan las impurezas (entre las que se incluyen Ni, Pb, Ag, Pd y Au) a través de una refinación electrolítica que produce cátodos de cobre (99,99 % Cu).
También hay una pequeña cantidad de cobre que se produce mediante un proceso hidrometalúrgico.
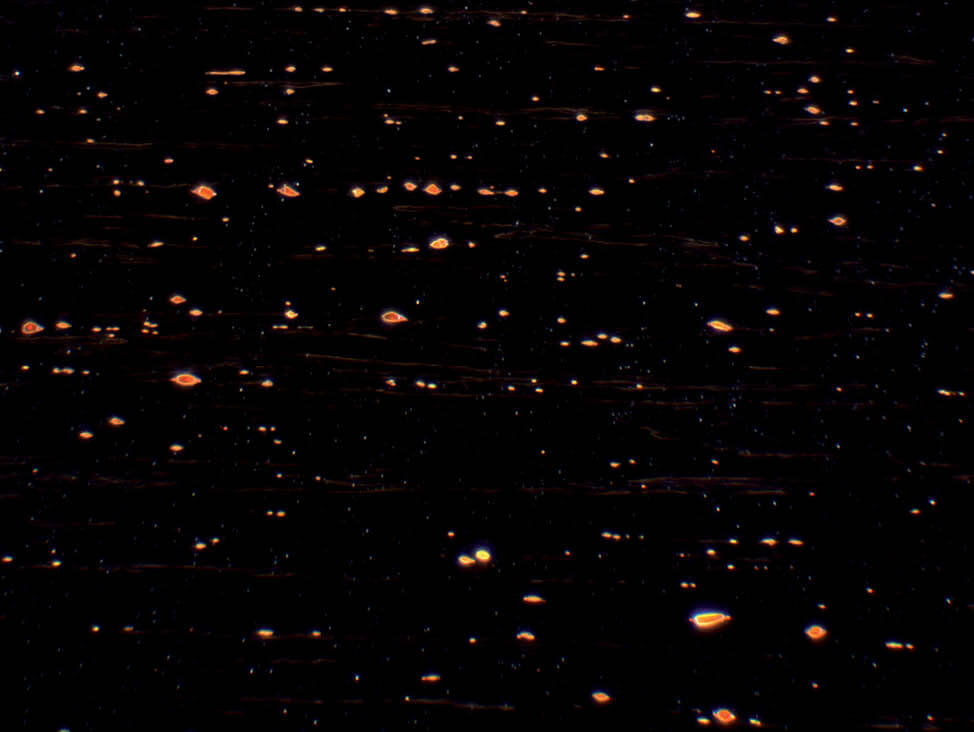
Fig. 1: Cobre con óxidos de cobre rojo, campo oscuro, 500x
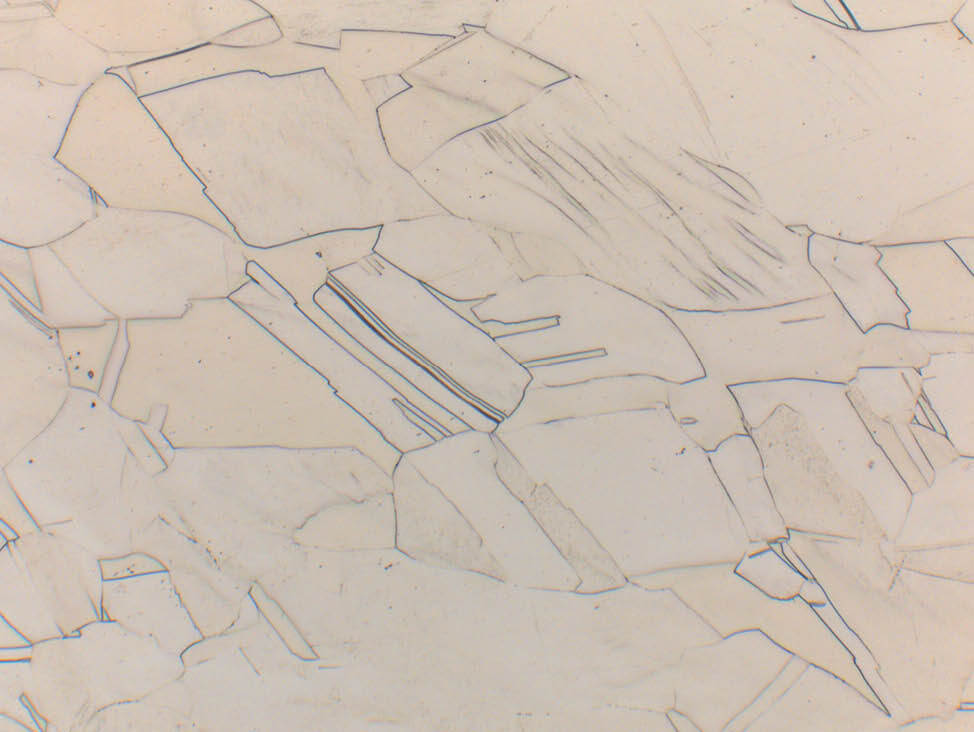
Fig. 2: Cobre sin oxígeno con ataque químico de peroxidisulfato de amonio, 100x
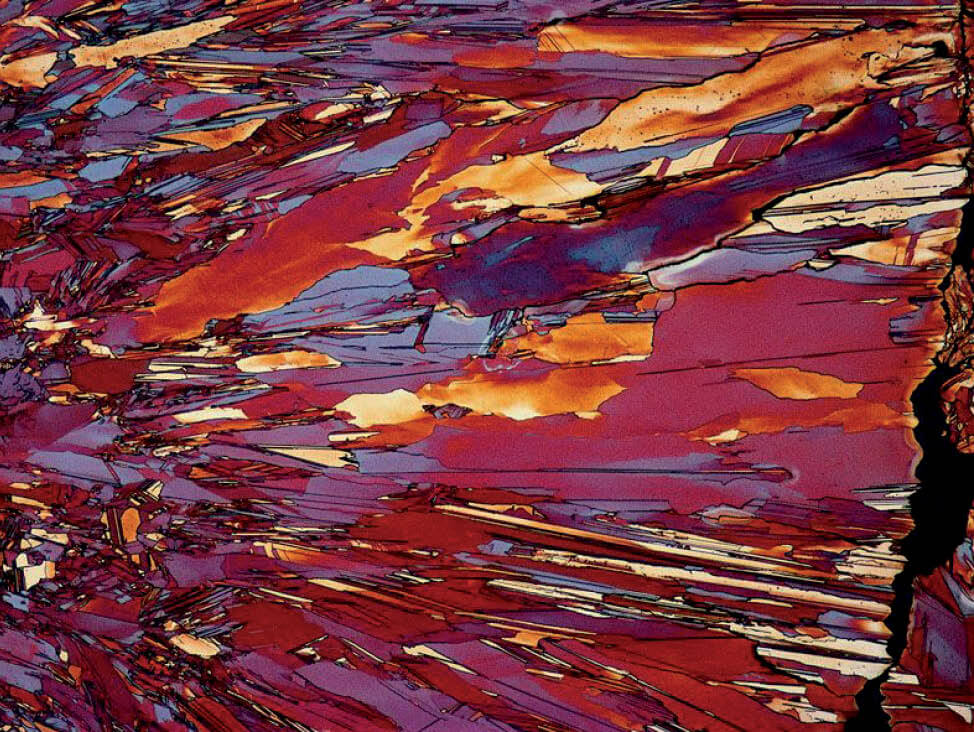
Fig. 3: Cátodo de cobre con ataque químico según Klemm, 100x
Cobre y aleaciones
Existe una amplia diversidad de aleaciones de cobre, siendo las de zinc (latón) y estaño (bronce) las más comunes.
Latón (aleaciones de cobre-zinc)
Los latones son aleaciones de cobre con entre un 5 % y un 45 % de zinc. Dado que el cobre tiene una alta solubilidad en zinc, las aleaciones son muy homogéneas. Con un mayor contenido de zinc, el color rojizo del cobre cambia al color amarillo del latón. El latón también se endurece y es más fácil de mecanizar.
- El latón con menos de un 28 % de zinc recibe el nombre de latón rojo y es especialmente adecuado para mecanizados.
- Las aleaciones con más de un 37 % de zinc están compuestas por una solución sólida α y son adecuadas para trabajar en frío.
- Las aleaciones con más de un 38 % de zinc presentan una microestructura α-β de dos fases que es adecuada para trabajar en caliente.
Si le añadimos aluminio, manganeso, hierro, níquel, estaño o incluso pequeñas cantidades de plomo, podremos producir tipos especiales de latón con propiedades químicas o mecánicas específicas.
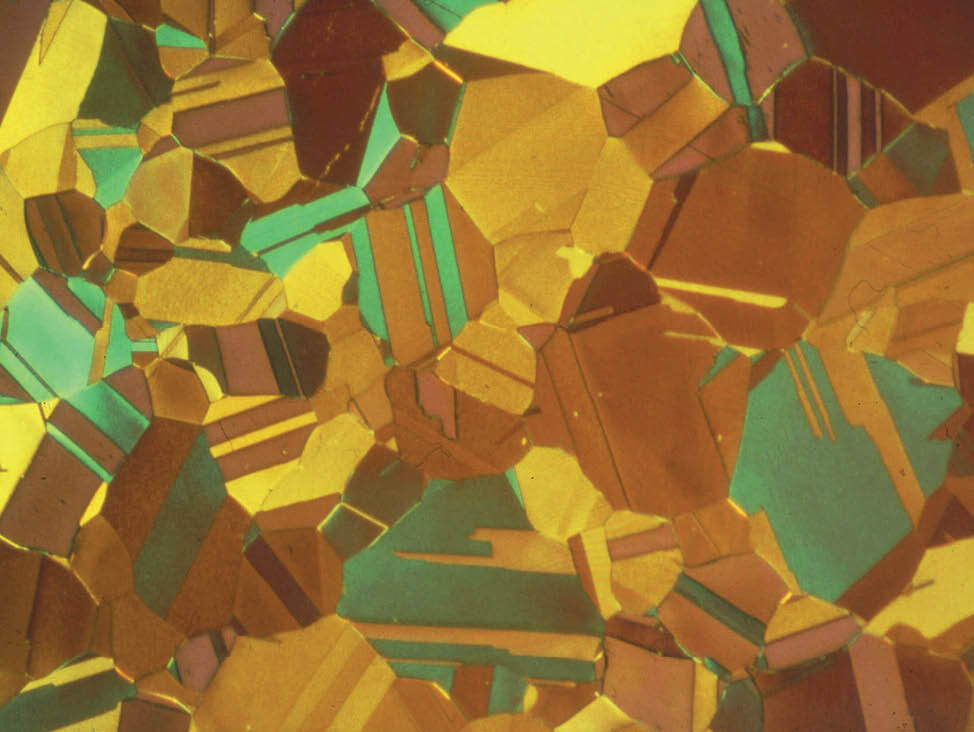
Fig. 4: latón α, con ataque químico coloreado, 200x
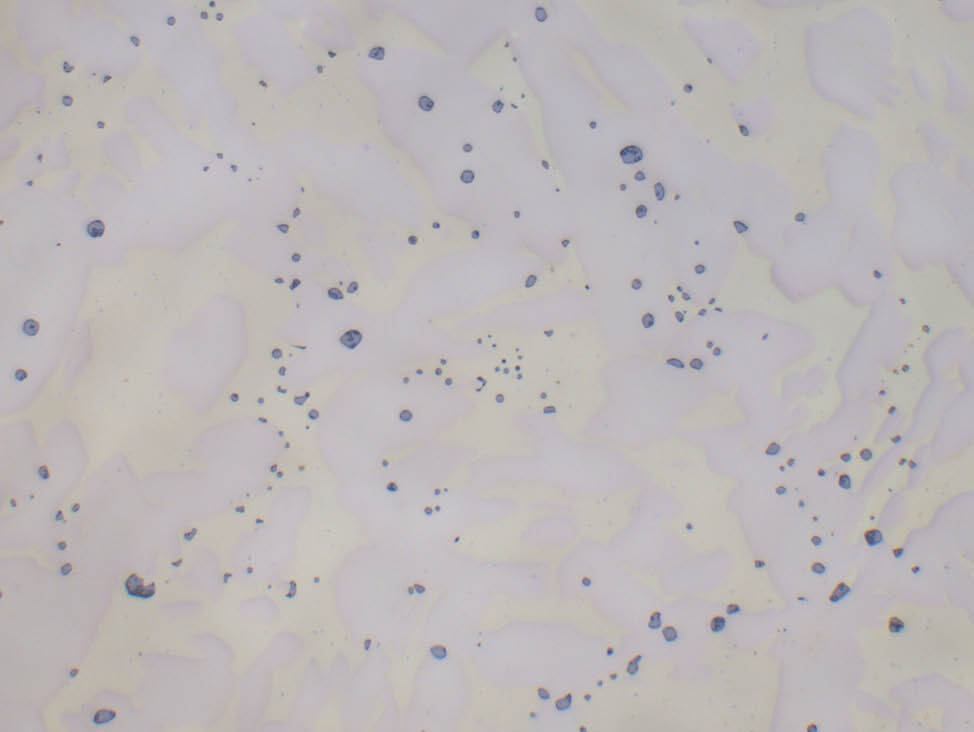
Fig. 5: latón fundido α-β (CuZn40Pb2) con inclusiones de plomo gris-azul, sin ataque químico, 500x
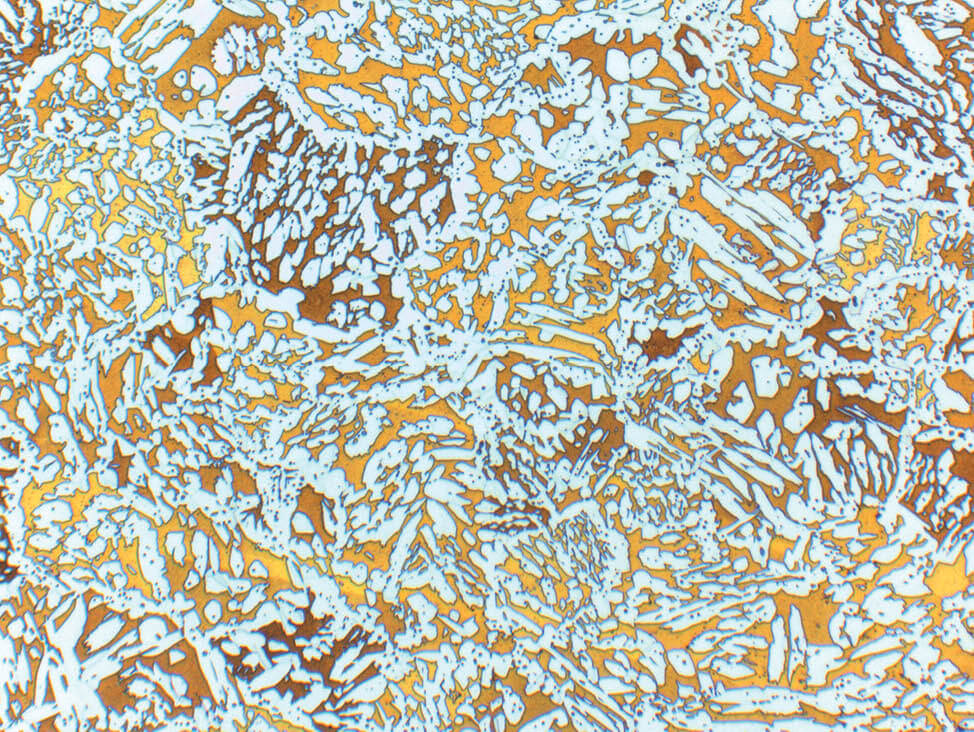
Fig. 6: latón fundido α-β, con ataque químico según Klemm, solución sólida α de color claro en matriz oscura de solución sólida β, 100x
Bronce (aleaciones de cobre-estaño)
Los bronces se dividen en tres tipos diferentes: aleaciones forjadas, aleaciones fundidas y moldes de fundición para campanas. Dependiendo de las propiedades que sea necesario obtener, podrán añadirse pequeñas cantidades de zinc, fósforo, plomo, níquel o hierro.
| Algunas aleaciones específicas de latón y sus propiedades | |
| Bronce de cañón (Cu-Sn-Zn) | Buena resistencia a la corrosión, bajo coeficiente de fricción. |
| Bronces de aluminio (hasta 11 % de aluminio) | Alta resistencia a las altas temperaturas, muy buena resistencia a la corrosión. |
| Bronce berilio | Alto grado de resistencia, alto nivel de dureza, no produce chispas cuando golpea o impacta contra otros metales. |
| Aleaciones de cobre-níquel | Excelente resistencia a la corrosión. |
| Aleaciones de cobre-níquel-zinc (plata alemana) | Alto grado de resistencia, buena resistencia a la corrosión, fácil de moldear. |
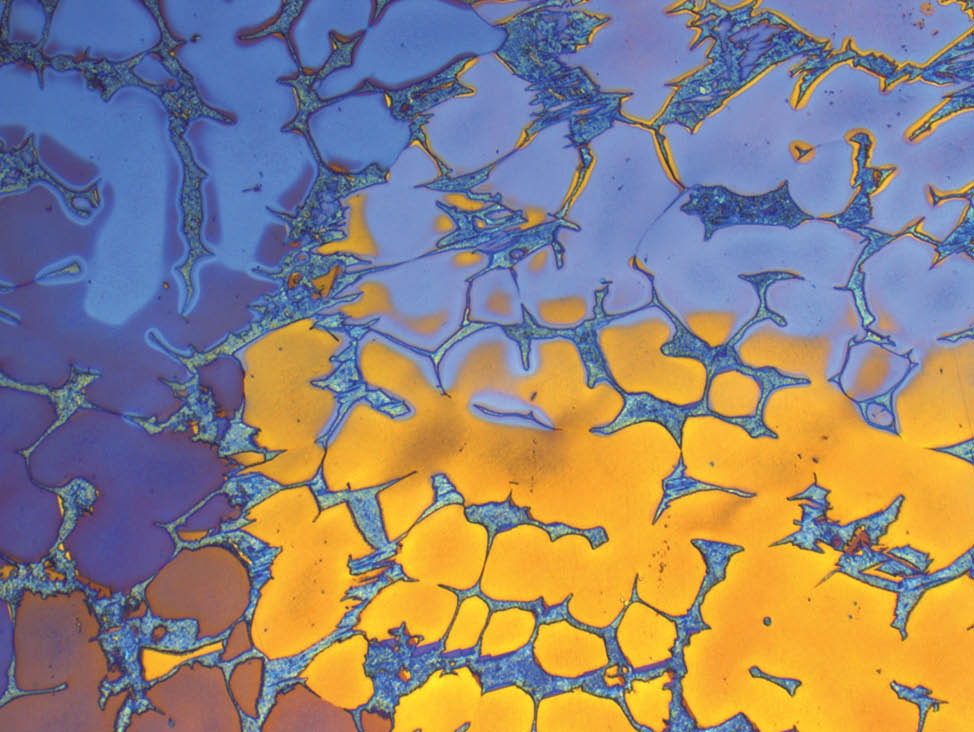
Fig. 7: Bronce de aluminio, ataque químico coloreado según Klemm, luz polarizada, 200x
La metalografía del aluminio y sus aleaciones
Por norma general, cuando se trabaja con el cobre y sus aleaciones, la metalografía suele usarse para determinar el tamaño del grano y realizar comprobaciones de pureza a través de cualificar y cuantificar el contenido de óxido de cobre.
En ciertos latones podría ser necesario determinar la distribución del plomo, ya que este puede influir en el proceso de mecanización.
Por norma general, en las aleaciones fundidas, la metalografía se suele usar para realizar evaluaciones generales de estructura y valorar la distribución de un eutéctico o del plomo, así como también evaluar la presencia de porosidad o cavidades con contracción.
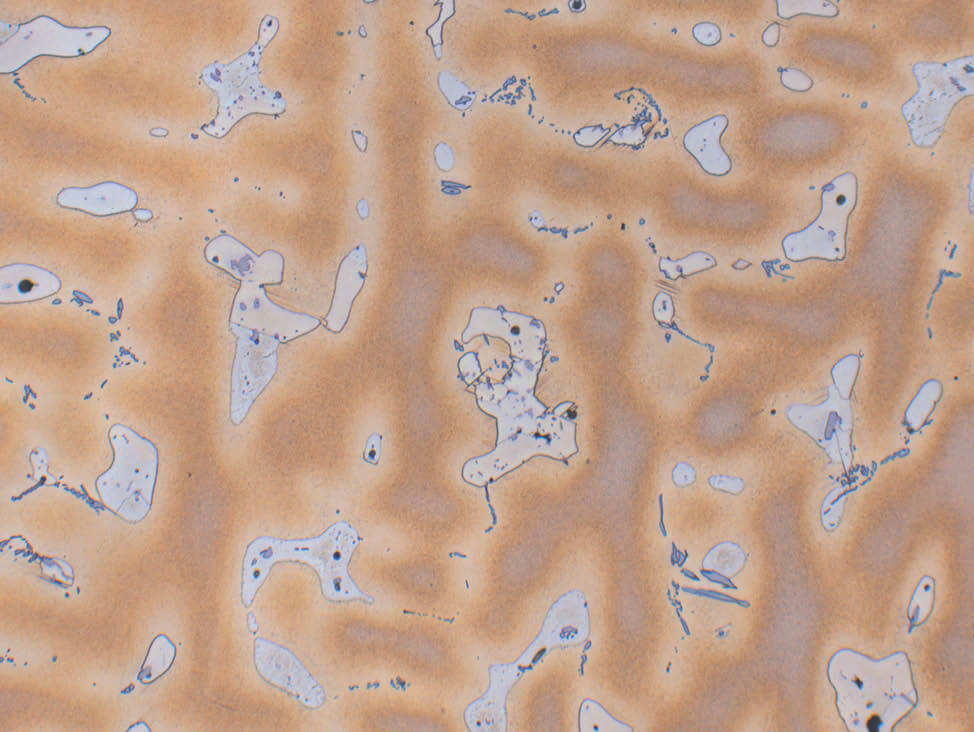
Fig. 8: Bronce fundido (CuSn10), con ataque de cloruro de hierro (III), eutectoide α-δ de estructura dendrítica, 200x
Retos de la metalografía del aluminio y sus aleaciones
El cobre puro es suave y dúctil, lo cual hace que sea fácilmente deformable y propenso a los arañazos. Incluso los bronces y algunos de los latones más duros pueden ser también susceptibles a los arañazos profundos. Esto supone un problema para el metalógrafo. No obstante, existen varias soluciones sencillas:
- Evite los abrasivos de esmerilado toscos
- Aplique un exhaustivo pulido de diamante con paños suaves
- Aplique un pulido fino químico-mecánico
Siga leyendo para consultar una descripción detallada de cómo preparar el cobre y sus aleaciones para el análisis metalográfico de manera rápida y precisa, y sin arañazos ni deformaciones.
Fig. 9: Alambre de cobre puro, con pulido final de óxido de sílice coloidal OP-S, DIC, 200x
Fig. 10: La misma muestra que la de la Fig. 9 con pulido final de mezcla de OP-S-amonio/agua/peróxido de hidrógeno, DIC, 200x
Preparación del aluminio y sus aleaciones: Corte y embutición
El corte y la embutición del cobre y sus aleaciones son relativamente sencillos.
- Cuando corte el cobre o sus aleaciones, utilice un disco de corte de carburo de silicio duro, adecuado para metales no ferrosos.
- Cuando se disponga a embutir cobre o sus aleaciones, el uso de una resina fenólica será suficiente en la mayoría de casos.
Obtener más información
- Obtenga más conocimientos, experiencia e información en nuestras secciones de corte y embutición .
- Consulte nuestra gama de equipos de corte y consumibles
- Consulte nuestra gama de equipos de embutición y consumibles
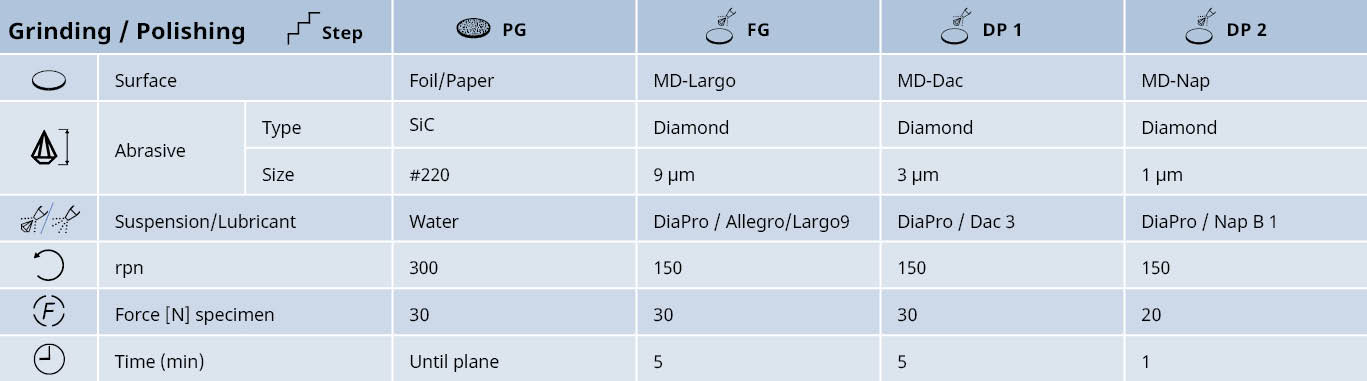
Preparación del aluminio y sus aleaciones: El esmerilado mecánico y el pulido de diamante
Cuanto más puro sea el cobre, más suave y más susceptible será a la deformación mecánica y los arañazos. Eso significa que el esmerilado puede causar profundas deformaciones en el cobre de alta pureza debido, especialmente, a que los abrasivos que se emplean en el esmerilado y el pulido pueden presionarse sobre la superficie.
Las aleaciones de cobre son más duras, pero aún así siguen teniendo tendencia a formar arañazos. En algunos bronces, estos arañazos pueden producirse únicamente en algunos granos concretos.
Nota: Los datos de preparación detallados a continuación corresponden al esmerilado y pulido automático de 6 muestras embutidas, de 30 mm de diámetro, sujetas en un portamuestras.
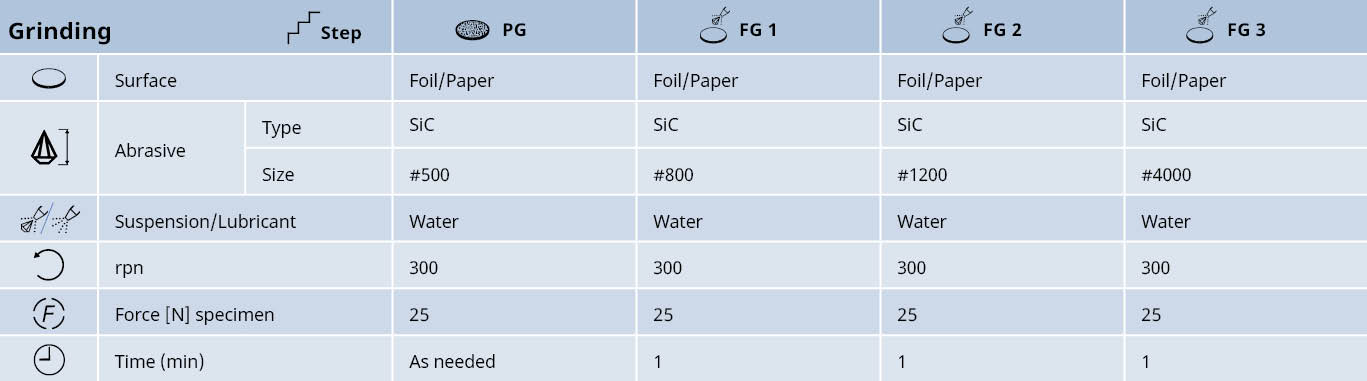
Esmerilado mecánico
El esmerilado plano debe llevarse a cabo con el grano más fino posible para, de este modo, evitar cualquier deformación mecánica excesiva.
- Deberá tenerse en cuenta la dureza, el tamaño y el número de muestras. No obstante, incluso con muestras de cobre puro de gran tamaño, el esmerilado plano con papel/lámina de carburo de silicio (SiC) de 500# suele ser suficiente.
- Las piezas fundidas de gran tamaño de aleaciones de cobre pueden esmerilarse con 220# o 320#, aunque será importante que la fuerza de esmerilado sea baja para así evitar crear deformaciones profundas.
- Las aleaciones suaves deberán someterse a un esmerilado fino aplicado con lámina/papel de carburo de silicio (SiC) de granos finos (hasta 4000#).
- En el caso de las aleaciones más duras, podrá usarse un disco MD-Largo con diamante que garantice una mejor planitud y retención de bordes.
Cobre puro y aleaciones de cobre con bajo contenido de aleación
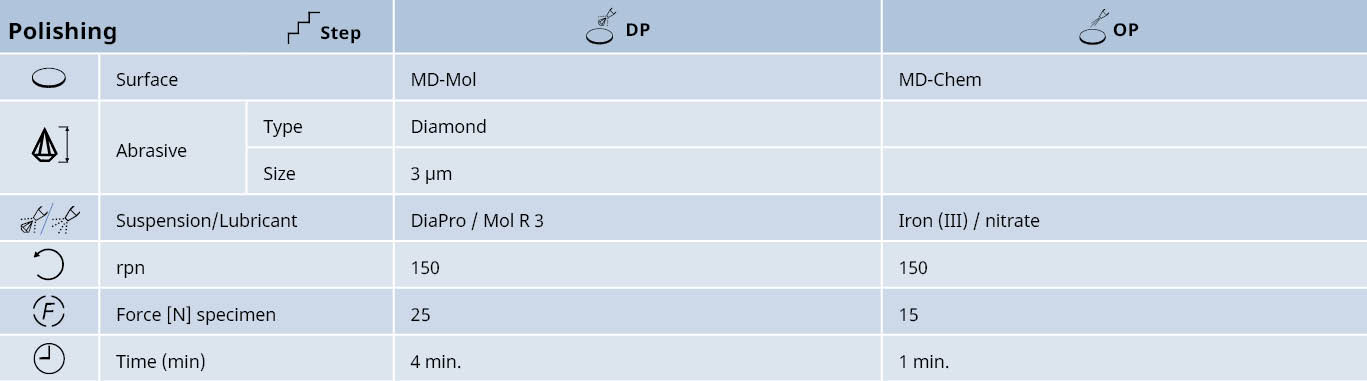
Pulido de diamante
El cobre y sus aleaciones deberían pulirse con diamante hasta llegar a eliminar todas las deformaciones y abrasivos incrustados durante el esmerilado mecánico. Un pulido fino químico-mecánico con dióxido de silicio debería dejar una superficie casi sin arañazos.
- En el caso del cobre puro, aplique un pulido fino de diamante con una solución que contenga nitrato de hierro.
- Para las aleaciones de cobre, recomendamos una mezcla de suspensión de óxido de sílice coloidal OP-S Non-Dry, que no se seca, con peróxido de hidrógeno y hidróxido de amonio.
Pulido final para cobre puro y aleaciones de cobre: La secuencia de pulido/comprobación
- Inicie el pulido. Una vez haya transcurrido un minuto, compruebe la muestra bajo el microscopio.
- Si es necesario, continúe puliendo la muestra durante otro minuto y vuélvala a comprobar.
- Continúe esta secuencia hasta obtener la calidad requerida.
- Si observa que el ataque es demasiado rápido o demasiado fuerte, diluya la mezcla en agua.
- Aproximadamente 30 segundos antes de terminar el pulido, vierta agua en el paño con el que está realizando el pulido para aclarar la muestra y el paño.
- Por último, lave de nuevo la muestra con agua limpia y, a continuación, séquela.
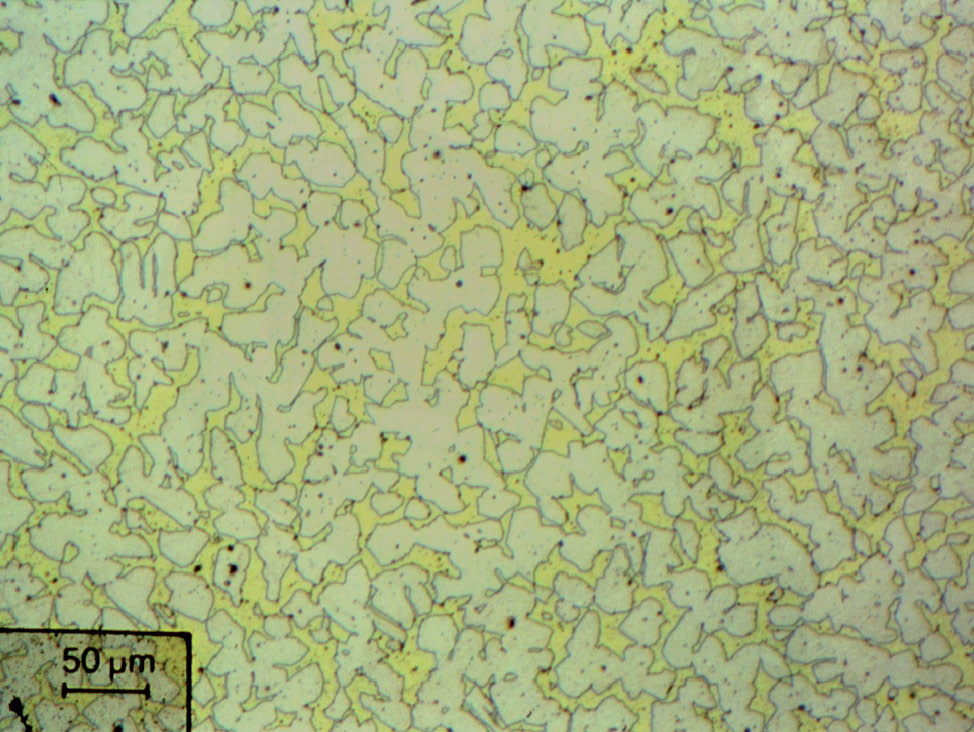
Fig. 11: latón fundido α-β, pulido mecánicamente, sin ataque químico, 200x
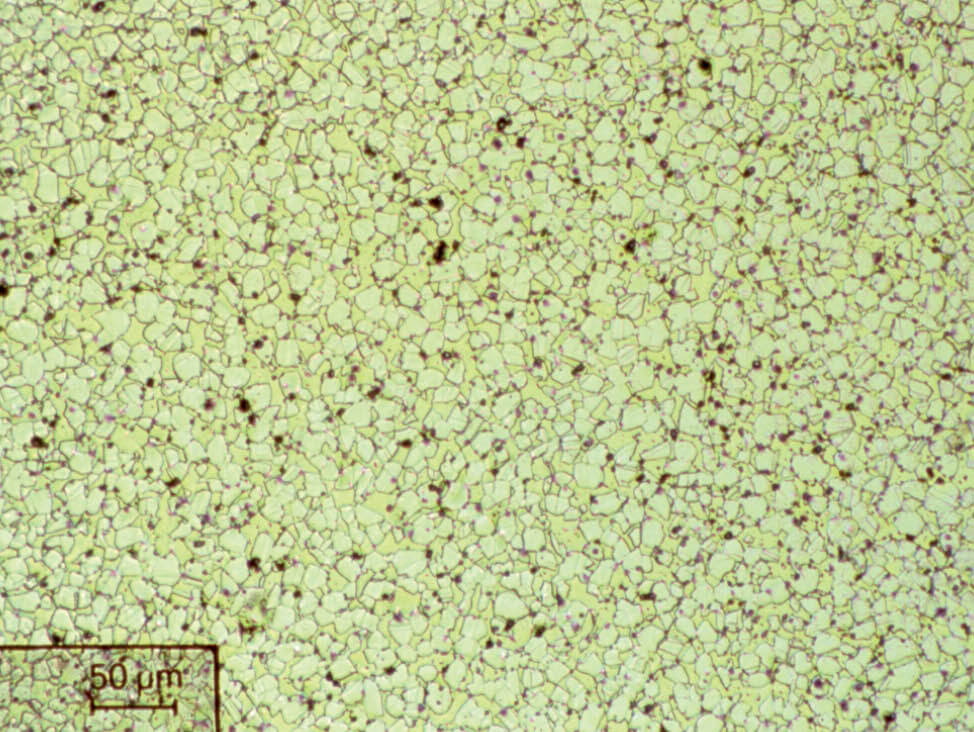
Fig. 12: La misma muestra que en la Fig.11, pero pulida electrolíticamente, sin ataque, 200x. Las inclusiones de plomo se extraen y, por lo tanto, parecen ser más numerosas y de mayor tamaño
Aleaciones de cobre
Pulido electrolítico
El pulido electrolítico es adecuado para el cobre puro y las aleaciones forjadas de latón α. El latón α-β de dos fases también puede pulirse electrolíticamente, aunque los resultados no serán adecuados para la realización de análisis cuantitativos, especialmente si la aleación contiene plomo. Debido a las diferentes fases, las aleaciones fundidas no serán adecuadas para el pulido electrolítico.
Antes del pulido electrolítico, deberá realizarse un esmerilado fino con papel/lámina de carburo de silicio (SiC) de hasta 2400# o 4000#.
En nuestra Nota de aplicación, encontrará los parámetros de aplicación del pulido electrolítico del cobre. Haga clic aquí.
- Obtenga más conocimientos, experiencia e información en nuestra sección sobre esmerilado y pulido.
- Consulte nuestra gama de equipos y productos de esmerilado y pulido.
- Obtenga consumibles y accesorios para el esmerilado y el pulido metalográficos.
El ataque químico del aluminio y sus aleaciones
Existen numerosos reactivos para el cobre y sus aleaciones que, además, son de fácil aplicación. La mayor parte de aleaciones fundidas no son difíciles de atacar. No obstante, encontrar la solución de ataque correcta para algunas aleaciones forjadas puede ser complicado, especialmente si se han trabajado en frío severo. En estos casos, un ataque coloreado puede resultar útil.
Es importante tener en cuenta que el plomo recibe el ataque de los reactivos y que, tras el ataque, solo resistirán los vacíos negros. Eso significa que, antes del ataque, deberán tomarse micrografías para documentar la cantidad y la distribución de plomo. El color del plomo puro es gris-azul.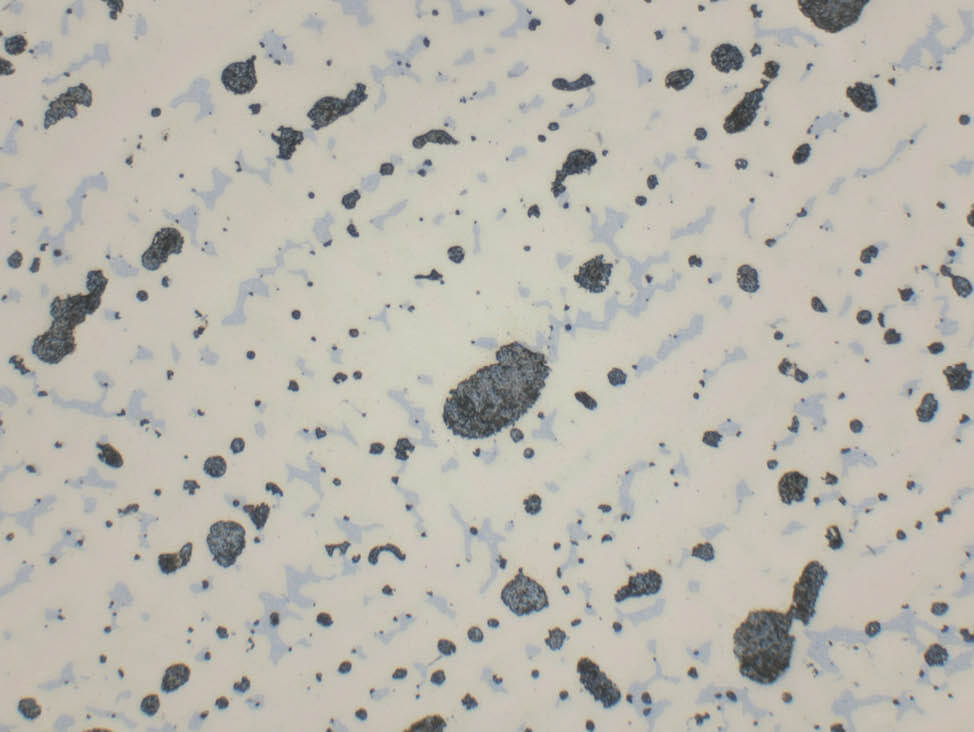
Fig. 13: Bronce fundido (CuSn8Pb), sin ataque, que muestra inclusiones de plomo azul-gris de tamaño grande y pequeño y eutectoide discernible α-δ azul pálido, 500x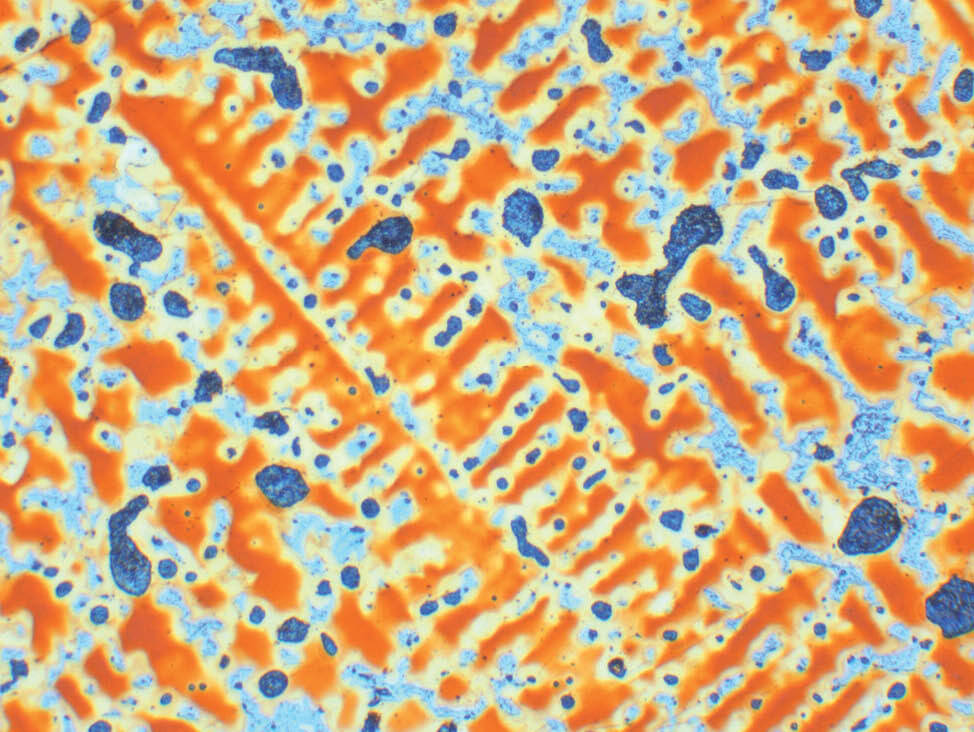
Fig. 14: La misma muestra que en la Fig.13, con ataque coloreado según Klemm. Se aprecia la estructura dendrítica con eutectoide azul claro e inclusiones de plomo azul, aunque las pequeñas inclusiones de plomo no pueden diferenciarse con suficiente claridad, 500x
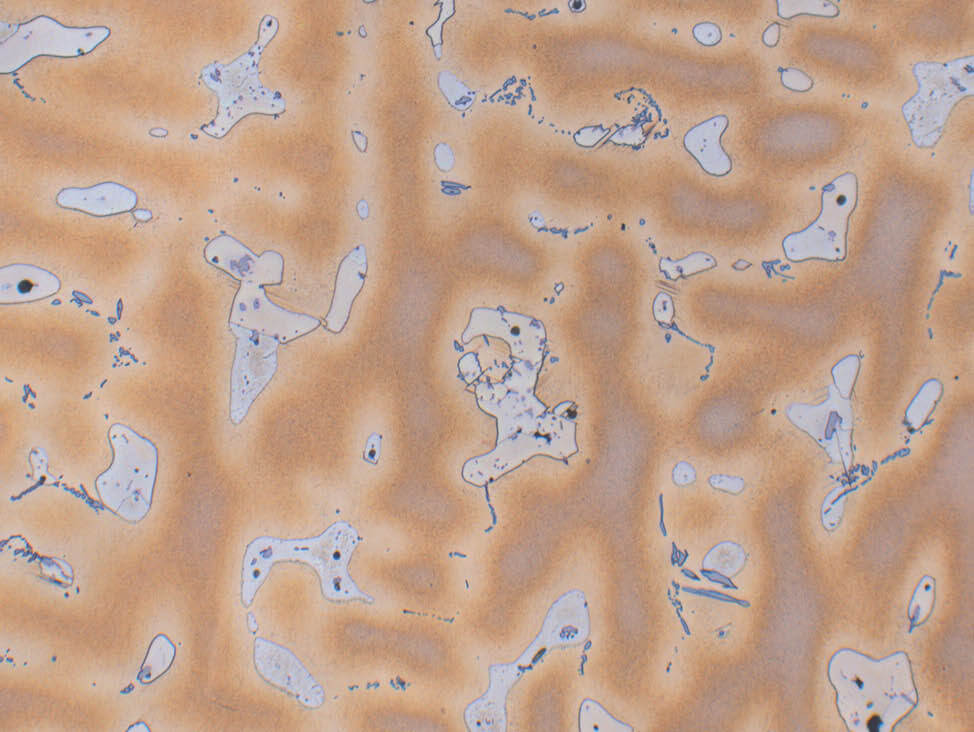
Fig. 15: Bronce fundido (CuSn10), con ataque de cloruro de hierro (III), eutectoide α-δ de estructura dendrítica, 200x
| Aplicación | Ataque |
| Grabado de área de grano para cobre, latón y bronce | 100 ml de agua 10 g de peróxido de sulfato de amonio. ¡Utilizar fresco! |
| Todos los tipos de cobre | 100-120 ml de agua o etanol. 20-50 ml de ácido clorhídrico 5-10 g de cloruro férrico. (concentración variable) |
Límites de grano Áreas de grano |
25 ml de agua destilada 25 ml de agua con amoníaco. 5-25 ml de peróxido de hidrógeno, 3 % menos de peróxido de hidrógeno Más de peróxido de hidrógeno |
| Latón α-β | 120 ml de agua 10 g de cloruro de cobre (II) y amonio. Añada agua con amoníaco hasta que el precipitado se disuelva |
| Pulido rápido y bueno para obtener cobre puro | 100 ml de agua 100 ml de etanol 19 g de nitrato de hierro (III) |
| Grabado de color según Klemm | 100 ml de tiosulfato sódico saturado frío. 40 g de metabisulfito de potasio |
Resumen
Debido a su buena conformabilidad, alta conductividad térmica y eléctrica y resistencia a la corrosión, el cobre se emplea en una amplia variedad de sectores y aplicaciones, desde la ingeniería eléctrica y la electrónica a las industrias de alimentos y bebidas.
La metalografía del cobre y sus aleaciones se utiliza principalmente en el control de calidad para comprobar la pureza y determinar el tamaño del grano. Además, las aleaciones fundidas se examinan dentro de la evaluación general de estructuras. Dado que el cobre es suave y dúctil, es especialmente propenso a la deformación mecánica. Eso significa que deberá usarse el grano más fino posible en el primer paso del proceso de esmerilado mecánico.
Para la preparación exitosa del cobre y las aleaciones de cobre con un esmerilado mecánico, le recomendamos que:
- Evite los abrasivos toscos durante el esmerilado.
- El pulido de diamante debería llevarse a cabo con paños entre suaves y medio suaves.
- El pulido final químico-mecánico es esencial para garantizar la obtención de una superficie sin arañazos.
Obtenga la nota de aplicación completa.
¿Desea leer la nota de aplicación completa sobre la preparación metalográfica del cobre y sus aleaciones? Descárguela aquí
Infórmese sobre el resto de materiales
Si desea obtener más información sobre la materialografía del resto de metales y materiales, consulte nuestras páginas de materiales.
Todas las imágenes son de Birgitte Nielsen, especialista en aplicaciones, Dinamarca
Para obtener información específica acerca de la preparación metalográfica del cobre, póngase en contacto con nuestros especialistas en aplicaciones.