Preparazione metallografica dell'acciaio inossidabile

Gli acciai inossidabili sono per lo più teneri e soggetti a deformazioni e graffi che possono verificarsi durante la preparazione metallografica, è essenziale quindi applicare il metodo di preparazione più preciso. Scoprite come preparare l'acciaio inossidabile per l'esame metallografico con risultati riproducibili.
Caratteristiche principali dell'acciaio inossidabile
Gli acciai inossidabili sono acciai resistenti alla corrosione contenenti almeno l'11% di cromo. All'interno di questo gruppo di acciai altolegati, si possono identificare quattro categorie principali:
- Acciaio ferritico
- Acciaio martensitico
- Acciaio austenitico
- Acciaio austeno-ferritico (duplex)
Queste categorie descrivono la microstruttura della lega di acciaio inossidabile a temperatura ambiente, che è ampiamente influenzata dalla composizione della lega e dal trattamento termico.
Elevata resistenza alla corrosione
La caratteristica principale degli acciai inossidabili è la resistenza alla corrosione, che può essere rafforzata con l'aggiunta di specifici elementi leganti. Questi elementi leganti hanno un effetto positivo anche su altre caratteristiche del materiale, come la robustezza e la resistenza all'ossidazione. Ad esempio, il niobio e il titanio aumentano la resistenza alla corrosione intergranulare in quanto assorbono il carbonio per formare carburi; lo zolfo migliora la lavorabilità, poiché forma piccoli solfuri di manganese che danno origine a piccoli trucioli di lavorazione.
Metallografia dell'acciaio inossidabile
Grazie alla loro resistenza alla corrosione e all'eccezionale finitura superficiale, gli acciai inossidabili svolgono un ruolo importante nell'industria aeronautica, chimica, medicale e alimentare, nelle cucine professionali, nell'architettura e persino nella gioielleria. Anche gli acciai inossidabili sono comunemente utilizzati nelle applicazioni automobilistiche.
La Metallografia dell'acciaio inossidabile è una parte importante del processo di controllo qualità complessivo in molti ambienti di produzione. I principali test metallografici sono:
- Misurazione della granulometria
- Esame della struttura generale, compreso il contenuto di martensite, ferrite, perlite o austenite
- Identificazione delle fasi delta ferrite e sigma
- Valutazione dei carburi e loro distribuzione
- Indagine sulle saldature
La metallografia inoltre viene utilizzata nell'analisi dei difetti per studiare i meccanismi di corrosione/ossidazione.
Fig.1:
Acciaio duplex attaccato elettroliticamente con una soluzione acquosa di idrossido di sodio al 40%, che mostra austenite marrone e ferrite blu. Campo luminoso.
Preparazione dell'acciaio inossidabile Prelevigatura e Lucidatura
Gli acciai inossidabili ferritici sono teneri, mentre gli acciai austenitici sono duttili. Entrambi sono soggetti a deformazione meccanica durante la preparazione metallografica. La lucidatura finale solitamente conferisce a questi acciai una finitura estremamente riflettente.
Tuttavia se non accuratamente prelucidati, le deformazioni possono riapparire dopo l'attacco. Grazie alla loro durezza, gli acciai martensitici sono abbastanza facili da lucidare. Occorre comunque fare attenzione a preservare i carburi.
Fig. 2:
Acciaio austenitico non sufficientemente lucidato mostra deformazioni dopo lucidatura e attacco di 3 µm con Beraha III. Campo luminoso
Superare le difficoltà di prelevigatura e lucidatura degli acciai inossidabili
Durante la prelevigatura e la lucidatura, la ritenzione di carburi e inclusioni può risultare problematica. Inoltre, gli acciai inossidabili ferritici e austenitici possono subire deformazioni e graffi. La soluzione è eseguire una lucidatura diamantata accurata e una lucidatura finale completa con silice colloidale o allumina.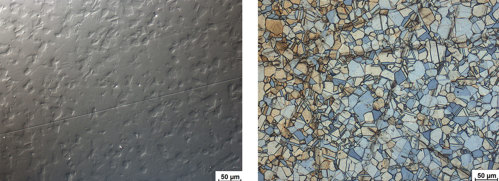
Acciaio inossidabile non sufficientemente lucidato che mostra ancora una deformazione visibile sul DIC, non attaccato
3,2: Superficie dell'acciaio inossidabile dopo la lucidatura finale che mostra una deformazione dovuta alla spianatura o prelevigatura fine. Attaccato con Beraha III.
Lucidatura elettrolitica degli acciai inossidabili
Per i lavori di ricerca o per un rapido controllo generale della microstruttura dell'acciaio inossidabile, la lucidatura e l'attacco elettrolitici possono rappresentare alternative interessanti alla lucidatura meccanica perché non lasciano deformazioni meccaniche. L'elettrolucidatura fornisce risultati eccellenti per l'esame della microstruttura dell'acciaio inossidabile.
Tuttavia questo processo può dissolvere alcuni elementi, come piccoli carburi, e quindi dev'essere eseguito con attenzione. Prima della elettrolucidatura i campioni devono essere prelevigati a 500# o più finemente con fogli/carte di carburo di silicio.
Più la superficie iniziale è fine, più l'elettrolucidatura sarà efficace.
Saldatura laser su acciaio inossidabile, non rivestito, elettrolucidato con A2 e attaccato con acido ossalico in acqua al 10%. Campo luminoso.
Metodo di preparazione
Lucidatura elettrolitica e attacco dell'acciaio inossidabile (prelevigatura su foglio/carta SiC 220#, 500# e 1000#):
Elettrolita: A2
Area: 5 cm.2
Tensione: 35 V
Portata: 13
Durata: 25 sec.
Attacco esterno con supporto d'attacco per acciaio inossidabile:
soluzione acquosa di acido ossalico al 10%
Tensione: 15 V
Durata: 60 sec
Consigli per la prelevigatura e la lucidatura dell'acciaio inossidabile
Prelevigatura
- Per gli acciai inossidabili teneri e duttili si consiglia vivamente di evitare, l'uso di fogli/carte di prelevigatura a grana grossa e di applicare forti pressioni, che possono provocare deformazioni profonde.
- Come regola generale, per la spianatura utilizzare la grana più fine possibile, compatibilmente con l'area del campione e la rugosità della superficie.
Lucidatura
- Tutte le deformazioni della prima fase di prelevigatura che non sono state eliminate con la prelevigatura fine, lasceranno delle tracce. È possibile eliminare queste tracce con la lucidatura finale, ma questo richiede tempo.
- Eseguire la prelevigatura fine con disco diamantato su disco rigido (MD-Largo) o (in alternativa per alcuni tipi di acciai inox) su panno MD-Plan o MD-Sat.
- La prelevigatura fine dev'essere seguita da un'accurata lucidatura diamantata con un panno morbido-duro, prima di una lucidatura finale con silice colloidale (come OP-S) o allumina (OP-A) per rimuovere tutti i graffi leggeri. Questa fase finale dev'essere molto accurata e può richiedere diversi minuti. Una buona lucidatura finale permette di ottenere un contrasto migliore.
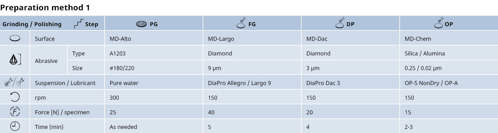
Metodo di preparazione per campioni in acciaio inossidabile, montati con diametro di 30 mm, su Tegramin ; semiautomatico, diametro di 300 mm. In alternativa a DiaPro , è possibile utilizzareP policristallino insieme a lubrificante verde/blu.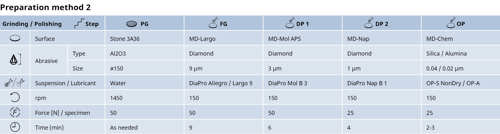
Metodo di preparazione per campioni in acciaio inossidabile 65x30 mm. inglobati a freddo o non inglobati con Struers MAPS o AbraPlan/AbraPol, diametro 350 mm. con mola di prelevigatura. In alternativa a DiaPro, il policristallino P può essere utilizzato con il lubrificante verde/blu.
Scopri di più
- Approfondite le vostre conoscenze, competenze e intuizioni nella nostra sezione sulla prelevigatura e lucidatura
- Scoprite la nostra gamma di macchine e apparecchiature per la prelevigatura e lucidatura
- Richiedete i consumabili e gli accessori per la prelevigatura e lucidatura metallografica
Attacco degli acciai inossidabili
L'attacco degli acciai inossidabili richiede una certa esperienza e pazienza. Esistono numerosi reagenti d'attacco sul mercato, si consiglia quindi di provarne diversi per creare una gamma di soluzioni adatte ai materiali preparati regolarmente nel proprio laboratorio. Per ottenere buoni risultati, è importante rifinire con una sufficiente lucidatura all'ossido.
Qui potete saperne di più su come utilizzare l'incisione per visualizzare meglio la microstruttura o la macrostruttura del vostro campione.
Di seguito sono riportati alcuni incisivi che si sono dimostrati efficaci nelle applicazioni quotidiane di routine.
Attacco chimico
Attenzione: Quando si lavora con i reagenti chimici, seguire sempre le precauzioni di sicurezza raccomandate.
Per gli acciai martensitici
1) Reagente V2A:
100 ml di acqua
100 ml di acido cloridrico
10 ml di acido nitrico
Attacco a temperatura ambiente o fino a 50 °C
2)
33 ml di acqua
33 ml di etanolo
33 ml di acido cloridrico
1,5 g di cloruro di rame-II (Kalling I)
3)
100 ml di acqua
100 ml di acido cloridrico
5g di cloruro di rame-II (Kalling II)
Per acciai austenitici
1) Reagente V2A:
100 ml di acqua
100 ml di acido cloridrico
10 ml di acido nitrico
Attacco a temperatura ambiente o fino a 50 °C
2) Reagente Adler:
25 ml di acqua distillata
50 ml di acido cloridrico
15 g di cloruro di ferro-III
3 g diammonio-tetraclorocuprato (II)
Può essere utilizzato per gli acciai inossidabili non diluito o miscelato con acqua o etanolo fino a 1:1
3)
100 ml di acqua
300 ml di acido cloridrico
15 ml di perossido di idrogeno (30 %)
Reagente colorante Beraha II:
Soluzione madre
800 ml di acqua distillata
400 ml di acido cloridrico
48 g di bifluoruro di ammonio
Per l'attacco, aggiungere 1-2 g di metabisolfito di potassio a 100 ml di questa soluzione madre
Reagente colorante Lichtenegger & Bloech:
100 ml di acqua distillata
20 g di bifluoruro di ammonio
0,5 g di metabisolfito di potassio
Utilizzabile per acciai austenitici e duplex
Attacco elettrolitico
Attacco elettrolitico
Per acciai austeno-ferritici (duplex):
soluzione acquosa di idrossido di sodio al 20-40 %
Tutti gli acciai inossidabili:
soluzione acquosa di acido ossalico al 10%
Per le misurazioni automatiche delle granulometrie degli acciai austenitici:
60% acqua distillata
40% acido nitrico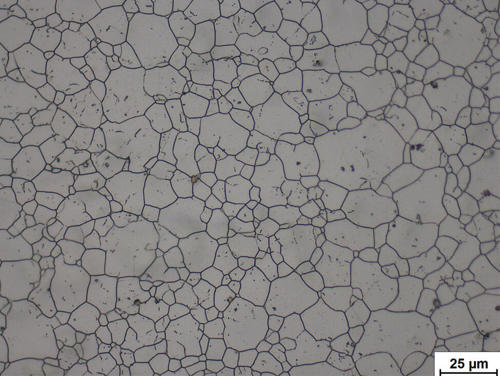
Fig. 5: Acciaio austenitico, attaccato elettroliticamente con acido nitrico in acqua, che mostra solo i bordi dei grani, senza geminazioni. Ideale per le misurazioni automatiche di granulometrie
Interpretazione delle microstrutture dell'acciaio inossidabile
Gli acciai inossidabili ferritici non reagiscono all'indurimento. Le loro proprietà, però possono essere influenzate dalla lavorazione a freddo. Sono magnetici a temperatura ambiente. Allo stato ricotto la microstruttura è costituita da grani di ferrite in cui sono incorporati carburi fini. Gli acciai ferritici utilizzati per la lavorazione contengono una grande quantità di solfuri di manganese per facilitare il taglio libero. Acciai inossidabili martensitici
reagiscono al trattamento termico.
La martensite si forma attraverso un rapido raffreddamento. Le proprietà possono essere ottimizzate con un successivo trattamento di tempra. Le leghe sono magnetiche. A seconda del trattamento termico, la microstruttura può variare da una struttura martensitica pura a una martensite finemente temprata. Alcune leghe e formati di semilavorati richiedono temperature e tempi di trattamento termico complessi.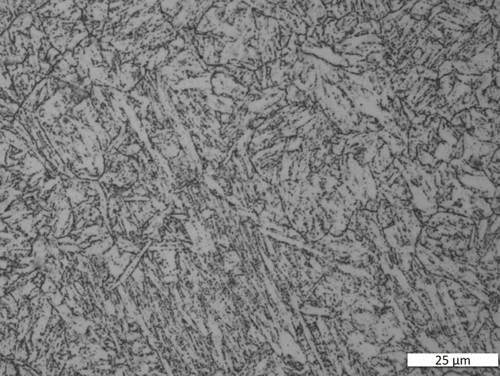
Acciaio al cromo martensitico, lucidato elettroliticamente e attaccato con A2. In alcune saldature di acciaio resistente alla corrosione, è necessaria una certa quantità di ferrite delta per migliorare la resistenza alle cricche a caldo.
Tuttavia, la ferrite delta è solitamente una fase indesiderata, perché lunghi tempi di ricottura con un elevato contenuto di cromo possono trasformare la ferrite delta in una fase intermetallica ferro-cromo, particolarmente dura e fragile. Il riscaldamento fino a 1.050 °C e la successiva tempra eliminano la fase sigma e con essa la fragilizzazione.
Gli acciai inossidabili austenitici non rispondono al trattamento termico. Al contrario, il raffreddamento rapido permette loro di ammorbidirsi il più possibile. In questo stato, non sono magnetici e le loro proprietà sono influenzate dalla lavorazione a freddo. La microstruttura di questi acciai è costituita da grani di austenite, che possono presentare geminazione.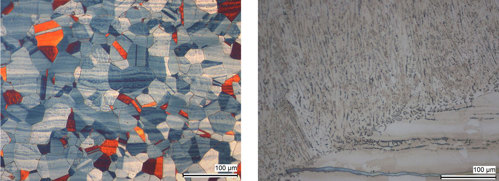
Acciaio austenitico con geminati e segregazioni. Attacco colorante con Lichtenegger e Bloech. DIC.
Fig. 8: La ferrite delta in una saldatura di acciaio austenitico (piccoli cordoni scuri) e linee di ferrite delta più grandi nella parte saldata (blu-grigio); attacco elettrolitico con soluzione acquosa di idrossido di sodio al 40%. L'esposizione di questi acciai a temperature elevate, comprese tra 600-700 °C, può portare alla formazione di carburi complessi all'interno dei grani di austenite.
Questo fenomeno porta a un impoverimento del cromo nella soluzione solida di austenite, che aumenta la suscettibilità alla corrosione o all'ossidazione intergranulare.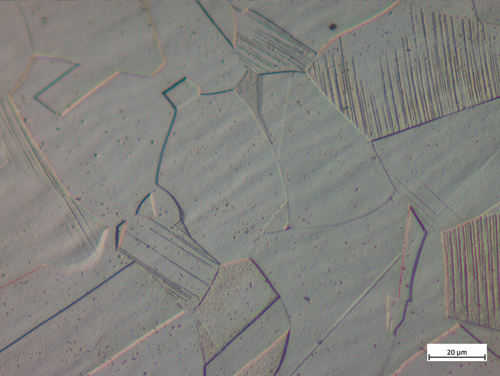
Tubo in acciaio austenitico con gemelli e deformazione da lavoro a freddo; attaccato con acido ossalico al 10%, DIC
Riducendo il carbonio al di sotto dello 0,015% e aggiungendo piccole quantità di titanio, niobio o tantalio, si riduce il rischio di corrosione intergranulare, poiché questi elementi formano carburi preferibilmente rispetto al cromo. La ferrite delta può comparire in seguito a trattamenti termici estremi negli acciai martensitici o alla lavorazione a freddo degli acciai austenitici.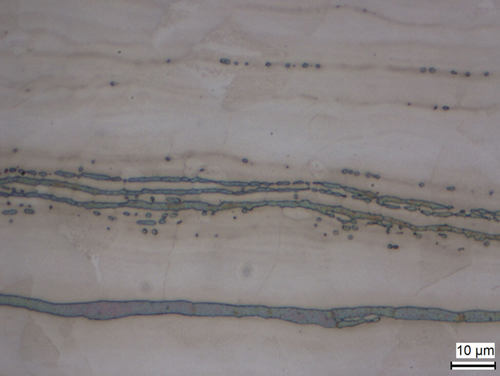
Stringhe di deltaferrite in matrice di acciaio austenitico, attaccate elettroliticamente con idrossido di sodio in acqua (20%)
Gli acciai inossidabili austenitico-ferritici (duplex) sono composti da ferrite e austenite. L'attacco elettrolitico in una soluzione di soda caustica al 20-40% rivela la struttura e consente di stimare l'esatta percentuale di ciascuna fase. Questi acciai sono duttili e vengono utilizzati in particolare nell'industria alimentare, cartaria e petrolifera.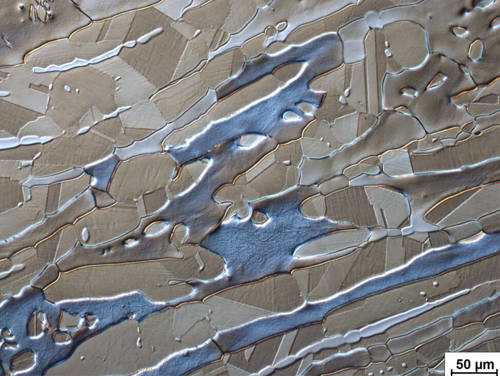
Acciaio duplex forgiato con ferrite blu e austenite da marrone chiaro a scuro. Doppio attacco elettrolitico; primo attacco con una soluzione di acido ossalico al 10 % in acqua e secondo attacco con una soluzione di idrossido di sodio al 20 % in acqua; DIC
Sommario
Gli acciai inossidabili sono acciai resistenti alla corrosione con un elevato contenuto di cromo e nichel. Gli acciai ferritici e austenitici sono più teneri degli acciai inossidabili martensitici e presentano una maggiore duttilità. La durezza e la duttilità possono variare a seconda della lega e del trattamento termico. Entrambi i tipi di acciaio sono tuttavia soggetti a deformazione meccanica e graffiatura durante la preparazione metallografica meccanica. Pertanto, la preparazione elettrolitica rappresenta una buona alternativa ai processi meccanici di prelevigatura e lucidatura. Per preparare al meglio l’acciaio inox alla lucidatura meccanica è opportuno seguire le seguenti raccomandazioni:
- Evitare gli abrasivi grossolani per la spianatura.
- Eseguire una prelevigatura fine e un'accurata lucidatura diamantata per garantire l'eliminazione di tutte le deformazioni dovute alla spianatura.
- Per ottenere una superficie priva di deformazioni, eseguire una lucidatura finale con silice colloidale o allumina.
Una procedura in quattro fasi, completata su un'apparecchiatura di preparazione automatica, fornisce risultati soddisfacenti e riproducibili.
Gli acciai inossidabili sono difficili da attaccare chimicamente e i reagenti consigliati sono molto corrosivi e vanno maneggiati con attenzione.
Si consiglia di optare per la lucidatura e l'attacco elettrolitico, per ottenere una superficie priva di deformazioni ma che non sempre preservano i carburi. Scoprite gli altri materiali
Se desiderate saperne di più sulla metallografia di altri metalli e materiali, consultate la nostra pagina sui materiali.

Tutte le immagini sono di Holger Schnarr, Specialista delle applicazione, Germania
Per informazioni specifiche sulla preparazione metallografica dell'acciaio inossidabile, contattate i nostri specialisti delle applicazioni.