ステンレス鋼の金属組織学試料作製

大多数のステンレス鋼は軟質で金属組織学試料作製時に機械的変形と擦り傷を受けやすいため、正確な試料作製方法が不可欠です。再現可能な結果を伴う金属組織学検査のためにステンレス鋼の試料作製方法をご覧ください。
ステンレス鋼の主要特性
ステンレス鋼は少なくとも11 %のクロムを含む耐食鋼です。高合金鋼のこのグループ内では、以下の4つの主要カテゴリーを区別できます:
- フェライト
- マルテンサイト
- オーステナイト
- オーステナイトフェライト(混粒)
これらのカテゴリーは熱処理だけでなく、合金組成によって大きく影響される室温でのステンレス鋼合金の微細構造を説明しています。
高耐食性
ステンレス鋼の主要特性は、固有の合金化要素の付与によって強化可能な耐食性です。また、これらの合金化要素には、靱性、耐酸化性などその他の材料特性に対するさらなる有益な効果もあります。
例えば、ニオブとチタンは炭化物を形成する炭素を吸収するため、粒界腐食に対する耐性を向上させます。硫黄は短いダライ粉をもたらす小さな硫化マンガンを形成するため、機械加工性を向上させます。
ステンレス鋼の金属組織学
ステンレス鋼はその耐食性、優秀な表面仕上げによって、航空機、化学、医学、食品の各産業、調理場、建築、さらには宝石において主要な役割を果たしています。 また、ステンレス鋼は自動車用途においても一般的に使用されています。
ステンレス鋼の金属組織学は、多くの生産環境における全体的な品質管理工程の重要な一部です。 主な金属組織学試験には以下のものがあります:
- 結晶粒度測定
- マルテンサイト、フェライト、パーライト、オーステナイトの含有量を含む一般的な構造の検査
- デルタフェライトとシグマ相の特定
- 炭化物とその分布の評価
- 溶接の検査
また、金属組織学的は腐食/酸化の仕組みを調査するための不具合分析に利用されます。
図1:
茶色のオーステナイトと青色のフェライトを示す40%水酸化ナトリウム水溶液でエッチングされた混粒鋼。明視野。
ステンレス鋼の試料作製:研磨&琢磨
フェライトステンレス鋼は軟質で、オーステナイトステンレス鋼は延性です。どちらも、ステンレス鋼の金属組織学試料作製時に機械的変形を起こしやすいです。
通常、仕上げ研磨はこれらの鋼を高反射性の状態にします。
ただし、鋼が徹底的に事前研磨されない場合、エッチング後に変形が再現する場合があります。マルテンサイト鋼はその硬さによって、比較的研磨しやすいです。ただし、炭化物を維持するために注意する必要があります。図2:
3 µmの研磨とバハラIIIを使用したエッチング後に変形を示す不十分に研磨されたオーステナイト鋼。明視野。
ステンレス鋼の研磨&琢磨における問題の克服
研磨と琢磨時、炭化物と含有物の保持が問題になる場合があります。また、変形と擦り傷がフェライトとオーステナイトの各ステンレス鋼で発生する場合があります。
解決法は徹底的なダイヤモンド研磨とコロイドシリカとアルミナを使用した徹底的な仕上げ研磨です。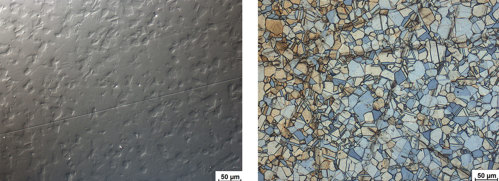
エッチングされていないDIC内で確認可能な静的変形を示す不十分に研磨されたステンレス鋼
図3.2:3.2:研磨または精研磨による変形を示す仕上げ研磨後のステンレス鋼表面。バハラIIIでエッチング。明視野
ステンレス鋼の電解研磨
ステンレス鋼の研究または一般的な微細構造の確認に対しては、電解研磨とエッチングはあらゆる機械的変形を残さないため機械的研磨の代替になりえます。
電解研磨はステンレス鋼の微細構造を確認するための優れた結果をもたらします。
ただし、工程は小さな炭化物など幾つかの元素を溶解させる場合があるため、注意する必要があります。
試料は電解研磨前に炭化ケイ素またはフォイル/紙上で500#かそれよりも細かい粒度で研磨される必要があります。
最初の表面が細かくなればなるほど、電解研磨の結果は良くなります。
埋め込まれていない、A2で電解研磨され、10 %含水シュウ酸でエッチングされたステンレス鋼におけるレーザー溶接。明視野。
試料作製方法
ステンレス鋼の電解研磨とエッチング(SiCフォイル/紙220#、500#、1000#での研磨):
電解液: A2
面積: 5 cm2
電圧: 35 V
流量: 13
時間: 25秒
ステンレス鋼エッチングディッシュでの外側エッチング:
10 %含水シュウ酸
電圧: 15 V
時間: 60 秒
ステンレス鋼の研磨と琢磨の推奨事項
研磨
- 軟質で延性のステンレス鋼に対しては、深部の変形をもたらす場合があるため、非常に粗い研磨フォイル/紙と高圧の使用は避けられます。
- 一般的な原則として、試料領域、表面粗さと一致した可能な限り細かい粒度を面出しに使用する必要があります。
琢磨
- 精研磨によって取り除かれない最初の研磨手順によるあらゆる変形は、痕跡を残します。これらの痕跡は仕上げ研磨によって取り除けますが、それには時間がかかります。
- 精研磨は剛性円板(MD-ラルゴ)または(幾つかの種類のステンレス鋼に対する代替として)MD-プランまたはMD-サトクロス上でダイヤモンドを使用して実施される必要があります。
- 精研磨後、細かい擦り傷を取り除くためにコロイドシリカでの仕上げ研磨前(例:OP-S)またはアルミナ(OP-A)に中程度の硬さのクロス上で徹底的なダイヤモンド研磨を続けて実施する必要があります。この最終的な手順は非常に丁寧に実施する必要があり、数分かかる場合があります。優れた仕上げ研磨は、より望ましいコントラストの可能性を向上させます。
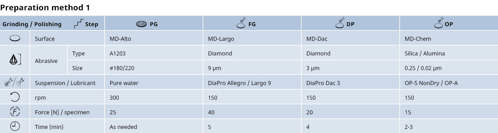
直径 30 mm のステンレス鋼試料を半自動テグラミン、直径 300 mm で試料作製します。ダイアプロ の代わりに、多結晶 P を緑色 / 青色の潤滑剤 と組み合わせて使用できます。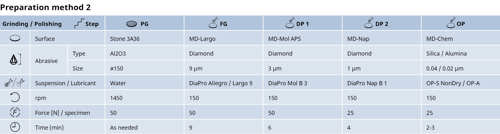
65x30 mmのステンレス鋼試料の試料作製方法、ストルアスマップスまたはアブラプラン/アブラポールを使用して冷間埋込みまたは未埋込み。直径350 mm、砥石研磨有り。 ダイヤプロの代替として、多結晶Pと緑色/青色の潤滑剤を併用できます。
詳細はこちら
ステンレス鋼のエッチング
ステンレス鋼のエッチングには、多少の経験と忍耐が必要です。エッチング液向けの資料は高価です。弊社は、お客様の試験所で定期的に試料作製される特定の材料に適した個別の貯蔵液を確立するために様々なエッチング液を試行することを推奨します。
優れたエッチング結果のためには、十分な仕上げ酸化物研磨が重要です。
試料の微細構造やマクロ構造をより良く視覚化するためにエッチングを使用する方法については、
こちらをご覧ください。日常的な用途で成功を収めているエッチング液をいくつか紹介します。
化学エッチング
注意:化学試薬を使用した作業を実施する場合、推奨される安全措置に必ず従ってください。
マルテンサイト鋼の場合:
マルテンサイト鋼に対して
1) V2Aエッチング液:
100 ml水
100 ml塩酸
10 ml硝酸
室温または最高50 °Cでエッチング
2)
33 ml水
33 mlエタノール
33 ml塩酸
1.5 g塩化銅 (カリングI)
3)
100 ml水
100 ml塩酸
5g塩化銅 (カリングII)
オーステナイト鋼の場合:
オーステナイト鋼に対して
1) V2Aエッチング液:
100 ml水
100 ml塩酸
10 ml硝酸
室温または最高50 °Cでエッチング
2) アドラーエッチング液:
25 ml蒸留水
50 ml塩酸
15 g塩化鉄
3 g二アンモニウムテトラクロロ銅酸 (II)
ステンレス鋼に対して未希釈または水やエタノールと最高1:1の割合で混合して使用可能
3)
100 ml水
300 ml塩酸
15 ml過酸化水素 (30 %)
カラーエッチング液べラハII:
カラーエッチング液バハラII:
貯蔵液
800 ml蒸留水
400 ml塩酸
48 gフッ化水素アンモニウム
エッチングのために、この100 mlの貯蔵液に1-2 gのメタ重亜硫酸カリウムを添加します
カラーエッチング液リチテネッガー& ブロエチ:
100 ml蒸留水
20gフッ化水素アンモニウム
0.5 gメタ重亜硫酸カリウム
オーステナイトと混粒鋼に対して使用可能
電解エッチング
電解エッチング
オーステナイトフェライト鋼に対して (混粒):
20-40 %水酸化ナトリウム水溶液
全てのステンレス鋼:
10 %含水シュウ酸
オーステナイト鋼の自動結晶粒度測定のために:
60 %蒸留水
40 %硝酸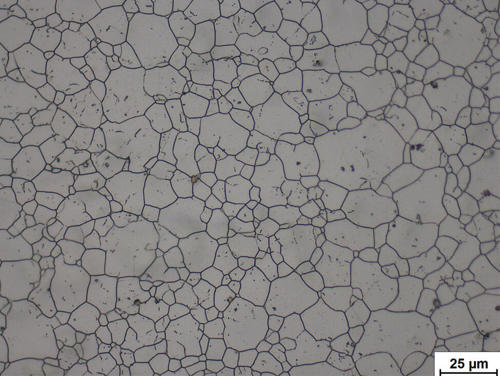
図 5:結晶粒界のみを示し、双晶を示さない硝酸水溶液で電解エッチングされたオーステナイト鋼。自動結晶粒度測定に理想的
ステンレス鋼の微細構造の解釈
フェライトステンレス鋼は、焼き入れに反応しません。ただし、その特性は冷間加工による影響を受ける場合があります。それらは室温で磁性を示します。焼きなまし状態における微細構造は、微細炭化物が埋め込まれたフェライト結晶から構成されます。機械加工に使用されるフェライト鋼は、快削性を促進するために大量の硫化マンガンを含んでいます。 マルテンサイトステンレス鋼は、熱処理に反応します。
マルテンサイトは急冷によって形成されます。それから、その後の焼き戻し処理によって各特性を最適化できます。その合金は磁性を示します。微細構造は熱処理に応じて、純マルテンサイト構造から微細な焼き戻されたマルテンサイトまで多岐にわたります。異なる合金と半仕上げ製品の様々な様相は、複雑な熱処理温度と時間を必要とします。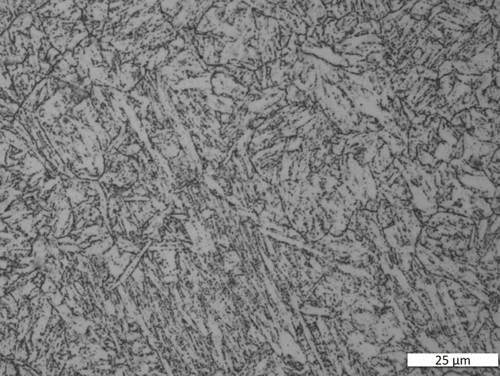
A2で電解研磨され、エッチングされたマルテンサイトクロム鋼。
幾つかの耐食鋼溶接においては、高温割れ耐性を改善するために特定量のデルタフェライトが必要です。
ただし、デルタフェライトは通常、望ましくない相です。それは高クロム含有量の鋼の長い焼きなまし時間が、デルタフェライトを硬質で脆性の鉄クロム金属間シグマ相に変化させる場合があるためです。最大 1050°C まで加熱し、その後の焼き入れによりシグマ相が除去され、脆化が除去されます。
オーステナイト系ステンレス鋼は熱処理に反応しません。その代わりに、急冷が最も軟質な状態の生産をもたらします。それらはこの状態で非磁性を示し、その特性は冷間加工により影響されます。これらの鋼の微細構造は、双晶形成を示す可能性があるオーステナイト結晶から構成されます :図7)。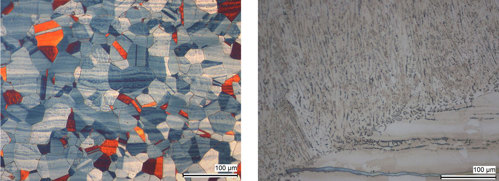
双晶と偏析を含むオーステナイト鋼。リチテネッガー&ブロエチでカラーエッチング。DIC. 図 8:
オーステナイト鋼溶接(小さな黒っぽい糸)におけるデルタフェライトと溶接部品内のより大きなデルタフェライトの線(青みがかった灰色)。40 %水酸化ナトリウム水溶液で電解エッチング。明視野
これらの鋼を600-700 °Cの範囲の高温にさらすと、オーステナイト結晶内の複雑な炭化物の形成をもたらす場合があります。
これはオーステナイト固溶体におけるクロムの窮乏化につながり、さらにそのことは、粒界腐食または酸化による影響の受けやすさを高めます。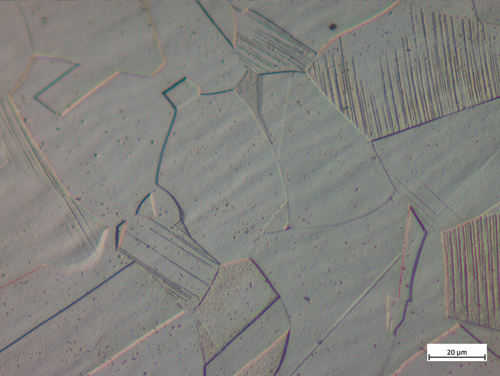
冷間加工による双晶と変形を含むオーステナイト鋼管。10 %シュウ酸でエッチング。DIC
炭素を0.015 %以下に下げ、少量のチタン、ニオブ、タンタルを添加すると、粒界腐食のリスクが低減されます。それは、これらの元素がクロムに優先して炭化物を生成するためです。
マルテンサイト鋼における限界熱処理条件またはオーステナイト鋼の冷間加工により、デルタフェライトが現れる場合があります。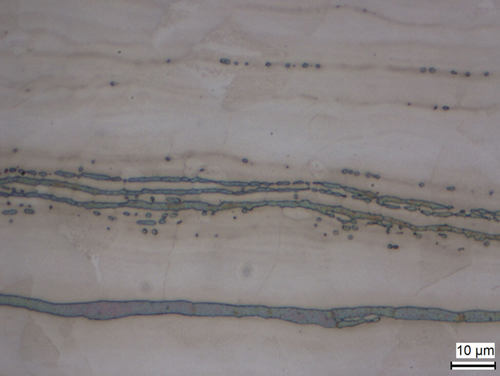
水酸化ナトリウム水溶液(20 %)で電解エッチングされたオーステナイト鋼マトリックスにおけるデルタフェライトの糸 フェライトとオーステナイトから構成されるオーステナイトフェライトステンレス鋼(混粒)。
20から40 %の苛性ソーダ水溶液で電解エッチングは、構造を明確化し各相の正しい比率を推定できます。これらの鋼は延性で特に食品、製紙、石油産業で使用されています。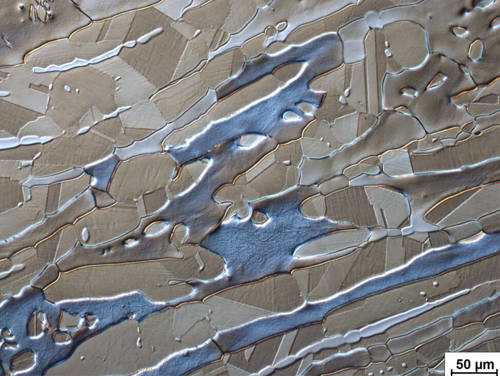
青色のフェライト、薄い茶色から濃い茶色のオーステナイトを示す鍛造混粒鋼。2回の電解エッチング。1回目は10 %シュウ酸水溶液、2回目は20 %水酸化ナトリウム水溶液でエッチング。DIC。
概要
ステンレス鋼は、クロムとニッケルを多く含む耐食性の高い鋼材です。 フェライトとオーステナイトの各鋼は、マルテンサイトステンレス鋼よりも軟質で、より高い延性を持っています。 硬さと延性は、合金と熱処理によって異なる場合があります。 しかしながら、両方の種類は機械的な金属組織学試料作製時に機械的変形と擦り傷を発生させやすい傾向があります。 そのため、電解的な試料作製は機械的研磨と琢磨工程に対する優れた代替になります。
機械的研磨によるステンレス鋼の試料作製を成功させるために、以下のことが提案されています:
- 面出しに対する粗い研磨剤の使用は避けること。
- ダイヤモンドによる精研磨と研磨は、徹底的に行われる必要があり面出しによるあらゆる変形を確実に取り除くこと。
- 変形のない表面を提供するために、コロイドシリカとアルミナを使用した仕上げ酸化物研磨が実施されること。
自動試料作製装置で完了される4段階工程が、良好で再現可能な結果を提供すること。
ステンレス鋼の化学エッチングは難しく、推奨されているエッチング液は、非常に腐食性が高く慎重な取り扱いを要します。 その代わりに、電解研磨とエッチングが推奨されています。これは変形のない表面を提供しますが、常に炭化物を保持する訳ではありません。
その他の材料に関する知見を獲得してください
その他の金属と材料の微細構造に関する詳細の確認をご希望の場合、弊社の材料ページをご覧ください。

全ての画像は、ドイツのアプリケーションスペシャリスト、ホルガー・シュナールの提供です
ステンレス鋼の金属組織学試料作製に関する具体的情報については、弊社のアプリケーションスペシャリストにお問い合わせください。