Préparation métallographique de pièces en métal pulvérulent

Le principal défi lors de la préparation de pièces en métal pulvérulent pour une analyse métallographique est de révéler la véritable porosité du matériau après le prépolissage et le polissage. Apprenez comment préparer des pièces en métal pulvérulent pour une analyse rapide avec des résultats reproductibles.
Les principales caractéristiques des pièces en métal pulvérulent
Le métal pulvérulent est un moyen relativement courant de produire des pièces, notamment dans l'industrie automobile, car elle permet de produire en grande quantité des pièces de petite taille et de forme complexe avec des structures homogènes. Pour les métaux pulvérulents, des mélanges de poudres métalliques (et parfois non métalliques) sont compactés puis frittés. Le processus de fabrication est coûteux, mais les pièces finies présentent des avantages spécifiques par rapport aux pièces forgées ou moulées.
Avec les métaux pulvérulents, il est possible :
- D'allier des métaux qui ne s'allient normalement pas facilement
- De produire une grande variété d'alliages aux propriétés différentes
- De réaliser des structures homogènes à grains fins
- De créer des formes complexes
- De créer des pièces avec une finition optimale
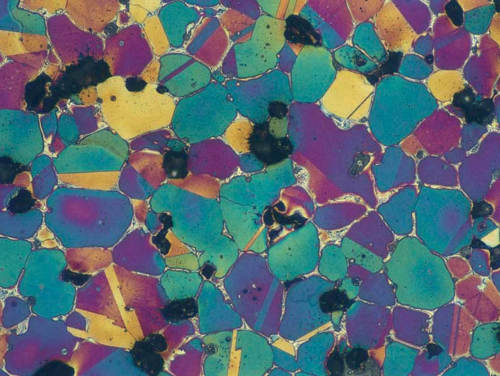
Fig. 1 : Acier inoxydable expérimental en métal pulvérulent, avec attaque colorante
Les applications courantes des métaux pulvérulents comprennent :
- Les pièces mécaniques et structurelles, telles que les bielles, les pignons de chaîne et les cames.
- Les métaux réfractaires qui sont difficiles à produire par fusion et fonte
- Matériaux poreux dans lesquels la porosité contrôlée est un objectif spécifique
- Les matériaux composites qui ne forment pas d'alliages, comme le cuivre/tungstène
- Les alliages spéciaux à haute résistance, tels que les superalliages à base de nickel et de cobalt (utilisés pour les pièces de moteurs à réaction)
- Aciers à outils à haute vitesse qui présentent des qualités isotropes et une répartition uniforme des carbures
La métallographie des pièces en métal pulvérulent
La densité d'un composant compacté et fritté affecte sa résistance, sa ductilité et sa dureté. Par conséquent, la métallographie des pièces en métal pulvérulent comprend généralement la vérification de la porosité spécifique.
Dans le contrôle des processus, la métallographie des pièces en métal pulvérulent est utilisée pour vérifier la porosité, les inclusions non métalliques et la contamination croisée. La métallographie des pièces en en métal pulvérulent joue également un rôle important lors du développement de nouveaux produits ou de l'amélioration des processus de fabrication.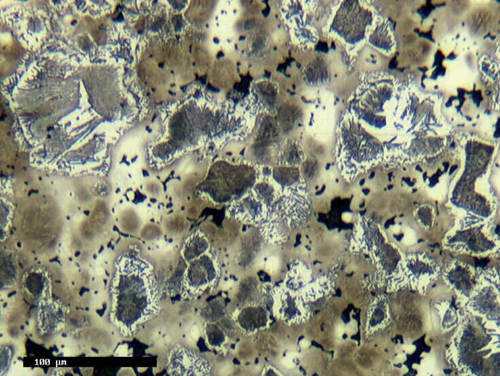
Fig. 2 : Acier en métal pulvérulent avec 0,5 % de C, allié par diffusion avec Ni, Cu et Mo. Attaque au picral, montrant des zones de perlite fine entourées de ferrite, de martensite, de bainite et d'austénite riche en Ni.#
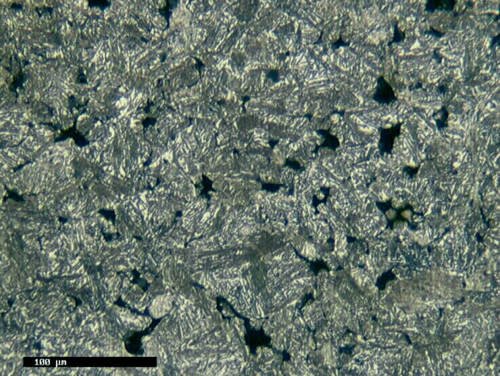
Fig. 3 : Acier en métal pulvérulent avec 0,8 % de C, pré-allié par diffusion avec 1.5 % de Mo. Attaque au Nital, montrant une bainite dense
La production de pièces en métal pulvérulent
De nombreux métaux différents sont utilisés pour créer des composants en métal pulvérulent, notamment des poudres de fer, de cuivre et d'acier.
Procédé de fabrication de poudres de fer et d'acier
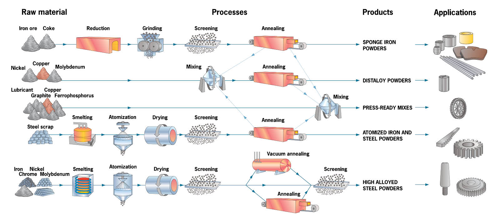
Production de poudre
Il existe deux méthodes courantes de production de poudre : la méthode chimique et la méthode par atomisation.
- Chimique : Le métal est transformé directement des oxydes du minerai en métal pulvérulent à une température inférieure au point de fusion.
- Atomisation : L'alliage métallique fondu passe par une buse et est soumis à un jet d'eau ou de gaz à haute pression. De petites gouttelettes se forment et se solidifient en particules.
Une fois produit, le métal pulvérulent est mélangé. À ce stade, d'autres éléments peuvent être ajoutés, notamment des lubrifiants, du carbone et/ou des éléments d'alliage.
Compactage de la poudre dans une matrice en carbure
Afin de produire des composants, les poudres mélangées sont compactées sous haute pression dans une matrice en carbure. À ce stade, la pièce a la forme du composant fini, mais n'a pas la résistance requise. Ces composants sont connus sous le nom de pièces « vertes ».
Frittage du composant
Pour développer les propriétés mécaniques et physiques nécessaires, le composant est fritté à haute température dans une atmosphère protectrice. La liaison se produit par diffusion entre les particules adjacentes.
Traitements finaux
Selon l'application, certaines pièces peuvent subir des traitements supplémentaires, notamment la compression isostatique à chaud, l'imprégnation à l'huile, le durcissement de la surface ou le placage.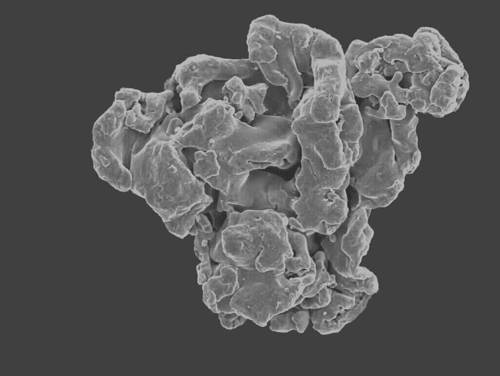
Fig. 4 : Poudre de fer spongieux, SEM
Défis lors de la préparation des pièces en métal pulvérulent
Le principal défi lors de la préparation de pièces en métal pulvérulent pour une analyse métallographique est de révéler la véritable porosité du matériau après le prépolissage et le polissage. Cela peut s'avérer particulièrement difficile avec des matériaux mous, ou des matériaux dans lesquels des matériaux mous et durs sont mélangés.
- Avec les métaux mous, le métal abrasé peut être poussé dans les pores pendant le prépolissage.
- Les échantillons dans lesquels des matériaux durs et mous sont mélangés ont tendance à présenter un relief prononcé.
- Pièces vertes : Les composants qui ont été compactés mais pas encore frittés doivent faire l'objet d'une attention particulière car ils sont très fragiles.
Surmonter les défis lors de la préparation des pièces en métal pulvérulent
Les autres sections de cette page décrivent brièvement comment surmonter ces difficultés. Les procédures ont été utilisées avec succès dans des applications pratiques de laboratoire et ont prouvé qu'elles donnaient des résultats reproductibles.
Pour une description plus détaillée des procédures décrites ici, téléchargez la note d’application complète.
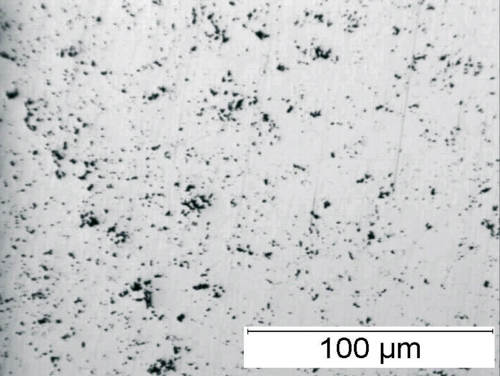
Fig. 5 : Même spécimen que la figure 1 après 8 minutes de polissage au diamant (3 μm)
Fig. 6 :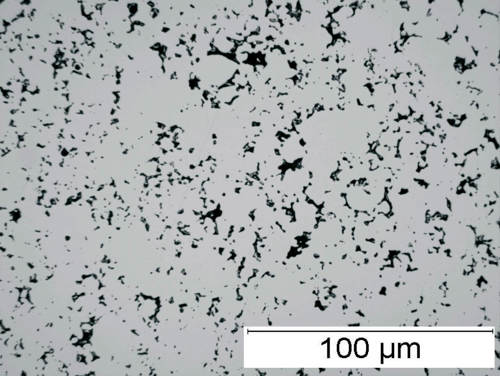
Porosité d'un échantillon d'acier en métal pulvérulent après 4 minutes de polissage au diamant (3 μm).
Recommandations pour la découpe de pièces en métal pulvérulent
Les pièces en métal pulvérulent peuvent être fabriquées à partir d'une série de matériaux, notamment des poudres de fer, de cuivre et d'acier. Le choix approprié du disque de tronçonnage dépend du type de matériau.
- Lors du tronçonnage d'un composant de métal pulvérulent à matériau unique, sélectionnez une meule de tronçonnage adaptée à ce matériau.
- Si vous devez tronçonner une pièce en matériau mixte, choisissez un disque de tronçonnage adapté au matériau principal.
- Pour les carbures frittés, utilisez un disque de tronçonnage diamanté à liant résine.
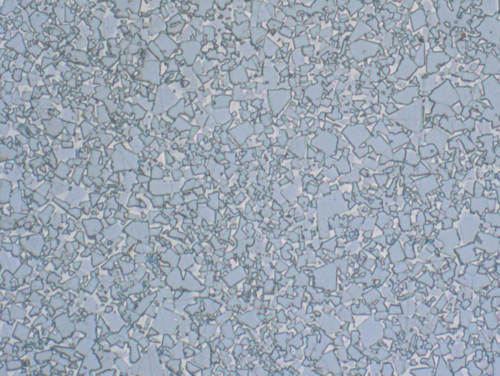
Fig. 7 : Carbure de tungstène fritté (WC/Co), attaqué avec le réactif de Murakami 1500x
Recommandations pour le montage des pièces en métal pulvérulent
Pour assurer une bonne adhérence entre la résine d'enrobage et le matériau, dégraissez soigneusement l'échantillon avec de l'acétone ou du toluène avant l'enrobage.
Comme pour la découpe, la meilleure méthode d'enrobage dépend du matériau avec lequel vous travaillez.
- Pour les pièces frittées (échantillons enrobés):
-Lors de l'enrobage à chaud sous pression, utiliser soit de la résine phénolique (MultiFast)ou des résines contenant un matériau de remplissage plus dur DuroFast ou LevoFast).
-Lors de l'enrobage à froid, les résines acryliques avec charge (DuroCit-3 ou LevoCit) peuvent être utilisées. - Les pièces vertes doivent être réimprégnées après découpe sous vide avec une résine époxy de montage à froid (CaldoFix-2, EpoFix ou SpeciFix-40).
- Les poudres peuvent être enrobées en mélangeant une petite quantité de poudre avec une résine époxy à durcissement lent. Le mélange peut être versé directement dans le moule d'enrobage.
- Les poudres métalliques dures peuvent être enrobées sous pression à chaud en les mélangeant avec une résine d'enrobage à grain fin. (DuroFast). Versez le mélange dans le cylindre de la presse d’enrobage et recouvrez-le de résine phénolique.
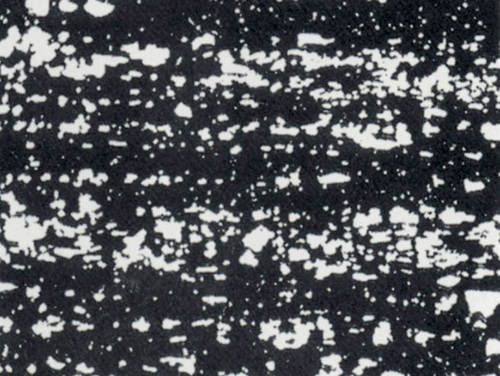
Fig. 8 : Répartition des carbures dans un acier conventionnel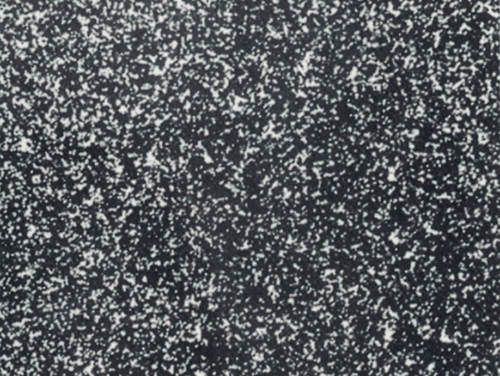
Fig. 9 : Distribution du carbure dans l'acier produit par métallurgie des poudres
Pour en savoir plus
- Pour enrichir vos connaissances, votre expertise et votre savoir-faire, reportez-vous aux sections consacrées au tronçonnage et à l’enrobage.
- Découvrez notre gamme d’équipements et de consommables de tronçonnage.
- Découvrez notre gamme d’équipements et de consommables d’enrobage
Recommandations pour le prépolissage et le polissage des pièces en métal pulvérulent
Comme principe de base, pour le prépolissage, le prépolissage fin et le polissage des métaux pulvérulents, il convient d'utiliser les mêmes procédures que pour les spécimens en lingot du même matériau.
PréPolissage plan
- Le prépolissage plan de grandes surfaces de matériaux (>150 HV) peut être effectué sur un disque de polissage diamanté. (MD-Piano). Les matériaux en acier inoxydable peuvent être rectifiés sur un disque de prépolissage en oxyde d'aluminium (MD-Alto).
- Les matériaux <150 HV peuvent être rectifiés sur du papier SiC ou feuille Sic Foil.
Prépolissage fin
- Pour le prépolissage fin de matériaux >150 HV, utiliser des diamants sur MD-Allegro.
- MD-Largo avec suspension diamantée convient pour le prépolissage fin de matériaux <150 HV
Polissage diamanté
Lors du prépolissage métallographique, le métal est poussé dans les pores. Si les étapes suivantes du polissage ne sont pas effectuées correctement, des « recouvrements » métalliques résiduels resteront au-dessus des pores (en particulier dans les matériaux mous). S'ils ne sont pas enlevés, ces recouvrements feront obstacle à une bonne observation.
C'est pourquoi le prépolissage fin doit être suivi d'un polissage diamanté complet. Il est important que l'étape de polissage au diamant soit effectuée suffisamment longtemps pour révéler la véritable porosité du matériau (voir ci-dessous les figures 10-13).
Méthode de préparation du bronze en métal pulvérulent
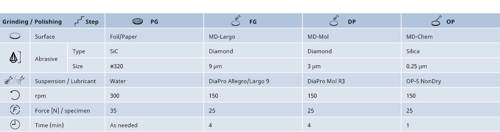
Tableau 1 : Méthode de préparation de 6 échantillons de bronze P/M, enrobés, de 30 mm de diamètre, à l'aide de la méthode semi-automatiqueTegramin, 300 mm dia.
Comme alternative auDiaPro une suspension de diamant polycristallin P, 9 μm, 3 μm et 1 μm peut être utilisée avec un lubrifiant rouge, vert ou bleu.
Méthode de préparation de l'acier en métal pulvérulent
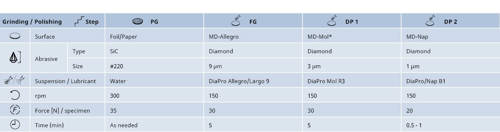
Tableau 2 : Méthode de préparation de 6 échantillons d'acier, enrobés, de 30 mm de diamètre, à l'aide de la méthode semi-automatique Tegramin, 300 mm dia.
Comme alternative au DiaPro, une suspension de diamant polycristallin P de 9 μm, 3 μm et 1 μm peut être utilisée avec un lubrifiant vert ou bleu.
*Il est également possible d'utiliser le MD-Dac/DiaPro Dac 3.
Procédé de préparation de carbures frittés
Tableau 3 : Méthode de préparation de 6 échantillons de carbures frittés, enrobés, 30 mm de diamètre, en utilisant la polisseuse Tegramin semi-automatique, 300 mm de diamètre.
Comme alternative au DiaPro, une suspension de diamant polycristallin P, 9 μm, 3 μm peut être utilisée avec un lubrifiant rouge, vert ou bleu.
*Etape optionnelle.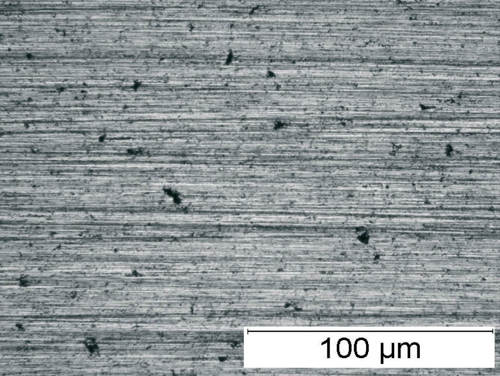
Fig. 10 : Surface d'un acier en métal pulvérulent après un prépolissage fin sur MD-Allegro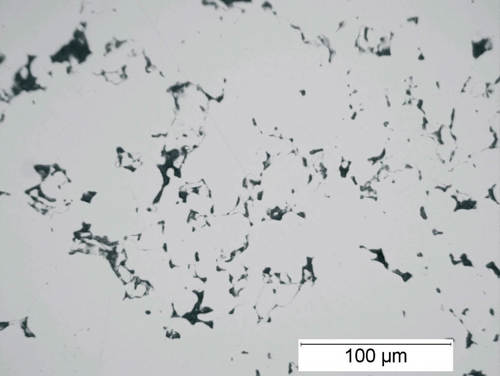
Fig. 11: Même échantillon que dans la Fig. 10 montrant un polissage insuffisant sur une surface d'acier en métal pulvurélent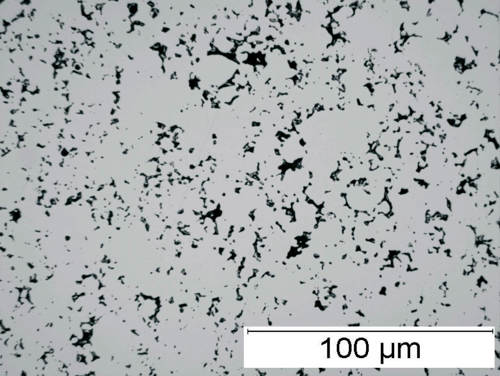
Fig. 12: Même échantillon que dans la fig. 11 après un polissage plus long montrant une porosité correcte.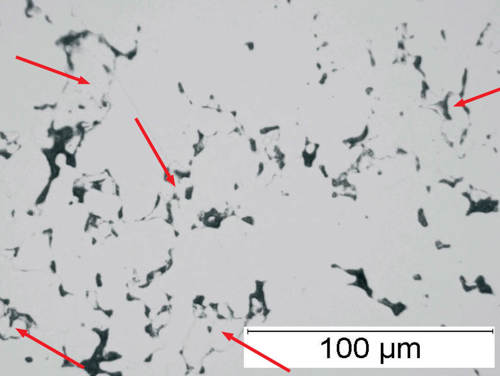
Fig. 13: Grossissement de la surface de la figure. 11, montrant les « recouvrements » métalliques sur les pores.
Nettoyage et séchage des pièces en métal pulvérulent
Après le polissage, les échantillons de métal pulvérulent doivent être nettoyés avec un mélange d'eau et de détergent pour éliminer les restes de la suspension de polissage et du lubrifiant. L'échantillon doit ensuite être rincé à l'eau, avant d'être soigneusement rincé à l'isopropanol.
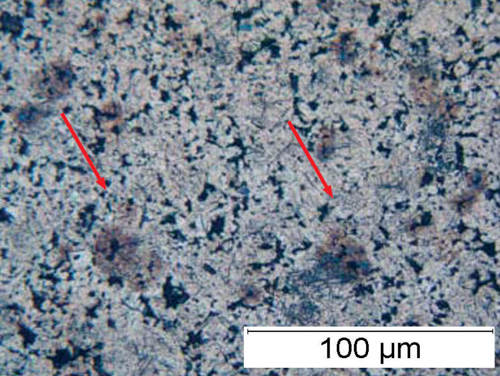
Fig. 14 : Les taches d'eau dues au nettoyage peuvent entraîner une mauvaise interprétation de la structure.
En savoir plus
- Pour enrichir votre savoir-faire, vos connaissances et votre expertise, reportez-vous à notre section consacrée au prépolissage et au polissage .
- Voir notre gamme d'équipements et de produits de prépolissage et de polissage
- Trouvez des consommables et des accessoires de prépolissage et de polissage métallographiques.
Recommandations pour l'attaque de pièces en métal pulvérulent
Lors de l'analyse d'échantillons de métal pulvérulent, il est important de connaître la densité théorique afin de la comparer à la porosité.
Nous recommandons d'examiner d'abord l'échantillon non attaqué pour vérifier la densité, la forme et la taille des pores, l'oxydation et les inclusions, les cols de frittage et le graphite libre (voir les figures 15 et 16). L'échantillon doit ensuite être attaqué immédiatement pour éviter les traces de séchage.
La procédure d'attaque recommandée pour les échantillons en métal pulvérulent :
- Mouillez la surface avec de l'isopropanol, immergez l'échantillon face vers le haut dans le réactif d'attaque et agitez légèrement.
- Lorsque le temps d'attaque approprié s'est écoulé, retirez l'échantillon du réactif d'attaque et rincez-le avec de l'isopropanol ou de l'eau selon le réactif d'attaque.
- Séchez avec un courant d'air chaud.
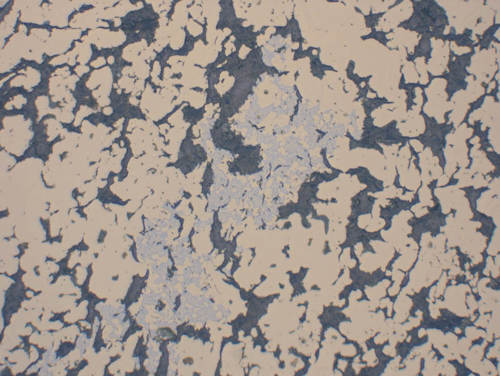
Fig. 15 : Bronze en métal pulvérulent, non attaqué, contenant du graphite (gris), et de l'eutectoïde α-δ (bleu) 500x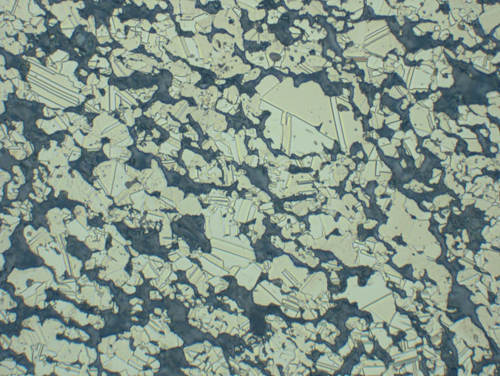
Fig. 16: Identique à la fig.15, attaqué avec du chlorure de fer-III, montrant la structure du grain du bronze 500x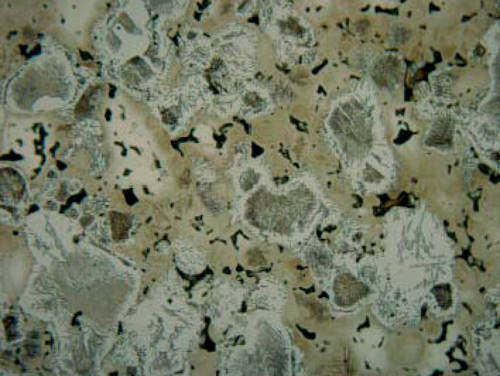
Fig. 17: Un échantillon qui n'a pas été attaqué suffisamment longtemps - il est difficile de distinguer les différentes phases.
Solutions d’attaque
Les solutions d'attaque chimique courantes pour le métal ou les alliages pertinents peuvent être utilisées. Respectez toujours les précautions de sécurité standard lorsque vous travaillez avec des produits chimiques.
| Réactifs d'attaque pour métaux pulvérulents de cuivre et alliages de cuivre pulvérulent | |
| 100 ml d'eau 20 ml d’acide chlorhydrique 5 g de chlorure de fer-III |
Attaque pendant 30 secondes à 5 minutes Rincer abondamment à l'eau puis à l'isopropanol |
| 100 ml d'eau 10 g persulfate d'ammonium (utiliser uniquement du frais) |
Rincer à l'eau puis à l'isopropanol |
| Réactifs d'attaque pour les métaux pulvérulents d'acier | |
| 1-3% de Nital pour les alliages fer-carbone, les alliages fer-carbone-cuivre et les pré-alliages fer-molybdène : |
Attaque pendant 10-60 secondes selon la teneur en carbone Rincer avec de l'isopropanol |
| Réactifs d'attaque pour les métaux pulvérulents d'acier inoxydable | |
45 ml de glycérol 15 ml d'acide nitrique 30 ml d'acide chlorhydrique |
Attaque pendant 30 secondes à 5 minutes Rincer abondamment à l'eau puis à l'isopropanol |
| Réactifs d'attaque pour métaux en poudre de carbure de tungstène | |
100 ml d'eau 10 g de potassium ou hydroxyde de sodium 10 g de ferricyanure de potassium |
Attaque par immersion ou par écouvillon Rincer abondamment à l'eau puis à l'isopropanol |
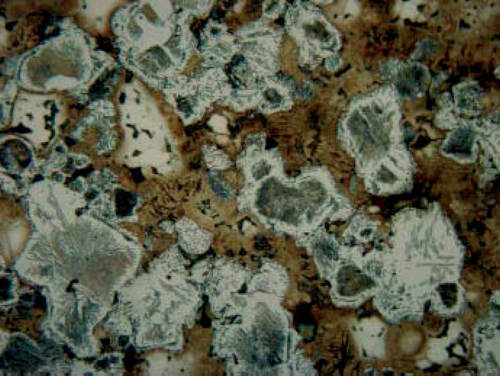
Fig. 18 : Attaque trop longue
Fig.19: Réactif d'attaque approprié
Téléchargez la note d’application incluant les méthodes de préparation
Résumé
Le métal pulvérulent est utilisé pour produire des composants à partir de métaux qui, normalement, ne s'allient pas facilement. Les matériaux courants sont les poudres de fer, de cuivre et d'acier.
La densité d'un composant en métal pulvérulent affecte sa résistance, sa ductilité et sa dureté. Le contrôle métallographique de la porosité fait donc partie intégrante du contrôle de la qualité.
Lors du prépolissage métallographique et du prépolissage fin, le métal peut être poussé dans les pores, laissant des « recouvrements » métalliques résiduels qui obstruent l'évaluation. Il est donc essentiel de procéder à un prépolissage et à un polissage minutieux avec des diamants pour garantir une représentation fidèle de la structure du matériau.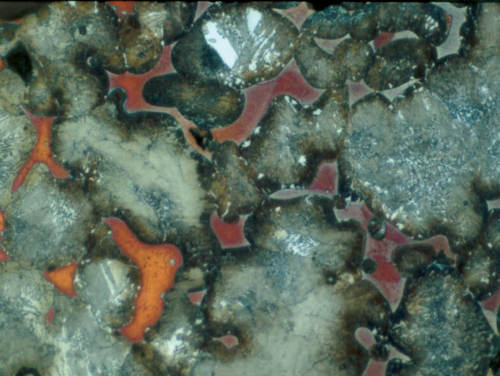
Fig. 20 : Acier en métal pulvérulent avec infiltration de cuivre
Apprenez-en davantage sur d’autres matériaux
En savoir plus sur la matériallographie d'autres métaux et matériaux. Consultez notrepage sur les matériaux

Toutes les images sont de Birgitte Nielsen, spécialiste applications, Danemark.
Pour des informations spécifiques sur la préparation métallographique des pièces en métal pulvérulent, contactez nos spécialistes applications.