Metallographische Präparation von thermischen Spritzschichten

Thermische Spritzbeschichtungen finden in vielen Anwendungen breite Verwendung – jedoch kann ihre Vorbereitung für metallographische Untersuchungen schwierig sein. Was sind die wichtigsten Herausforderungen bei der Vorbereitung von thermischen Spritzbeschichtungen und wie können Sie diese überwinden?
Haupteigenschaften von thermischen Spritzschichten
Thermische Spritzschichten werden auf ein Trägermaterial aufgebracht, um diesem bestimmte Oberflächenqualitäten zu verleihen, die es normalerweise nicht hat. Mit anderen Worten wird die Festigkeit eines Teils durch das Trägermaterial bestimmt, die Beschichtung wiederum verleiht der Oberfläche besondere Qualitäten, wie Beständigkeit gegenüber Korrosion, Verschleiß oder Wärme.
Thermische Spritzverfahren wurden Anfang des 20. Jahrhunderts erfunden, um Zink zum „Metallisieren“ von Substraten als Korrosionsschutz aufzubringen. Heutzutage werden die verschiedensten Spritzwerkstoffe verwendet, beispielsweise keramische Werkstoffe, Karbide, Verbundstoffe und Metalle. Thermische Spritzschichten sind gerade in der Raum- und Luftfahrtindustrie und bei der Stromerzeugung für sowohl neue als auch gebrauchte Teile weit verbreitet.
Metallographische Untersuchung von thermischen Spritzschichten
Die metallographische Untersuchung von thermischen Spritzschichten kann aus mehreren Gründen durchgeführt werden: Festlegen, Überwachen und Steuern der Spritzbedingungen für die Qualitätskontrolle, Fehleranalyse und Entwicklung neuer Produkte. Das Verfahren umfasst normalerweise das Beschichten eines Testcoupons, um das Verfahren für das zu behandelnde Teil festzulegen und zu optimieren. Dann werden Schliffe dieses Testcoupons metallographisch präpariert und auf Folgendes untersucht:
- Schichtdicke
- Größe und Verteilung der Poren
- Oxide und Risse
- Haftfestigkeit am Trägermaterial
- Verunreinigungen der Grenzfläche
- Vorhandensein von nicht geschmolzenen Partikeln
Da es viele verschiedene Beschichtungsmaterialien und manchmal ungewöhnliche Materialkombinationen gibt, ist es wichtig, die genauen Materialangaben der Beschichtung und des Trägermaterials zu kennen. Dadurch lässt sich leichter abschätzen, wie sich diese Werkstoffe unter dem Einfluss eines mechanischen Abtrags verhalten. Da unterschiedliche Spritzverfahren Beschichtungen mit unterschiedlichen Dichten und Gefügen ergeben, sollte auch das für eine bestimmte Probe verwendete Spritzverfahren bekannt sein, um die Porosität und den Oxidgehalt einordnen zu können.
Probleme bei der Präparation von thermischen Spritzschichten
Es ist nach wie vor umstritten, wie die wahre Porosität einer metallographisch präparierten Spritzschicht zu beurteilen ist, da unsachgemäßes Schleifen und Polieren Artefakte erzeugt, die nicht Teil des Gefüges sind.
So kann bei einer Beschichtung aus Metall oder Metall/Keramik das weichere Metall beim Schleifen in die Poren gedrückt werden und dadurch bei unsachgemäßem Polieren die wahre Porosität verschleiern. Keramikbeschichtungen wiederum sind so spröde, dass Partikel beim Schleifen aus der Oberfläche brechen können. Ohne sorgfältiges Polieren können Ausbrüche den Eindruck hoher Porosität vortäuschen.
Häufig auftretende Probleme bei der Vorbereitung thermischer Spritzschichten für die metallographische Analyse:
Trennen: Beim Einspannen von spritzbeschichteten Werkstücken können Risse in spröden Beschichtungen entstehen oder sehr weiche Beschichtungen können komprimiert werden.
Einbetten: Kalteinbettmittel mit hoher Schrumpfung können Schichten mit geringer Haftung vom Grundmaterial ablösen. Schrumpfspalte können auch zur Ablösung der Schicht führen, wenn diese während des Schleifens und Polierens nicht durch das Einbettmittel gestützt wird.
Schleifen und Polieren: Kantenabrundung kann zu einer ungleichmäßigen Politur führen, woraus sich eine falsche Interpretation der Porosität ergeben kann. Außerdem kann Relief zwischen Beschichtung und Substrat einen Schatten verursachen, der zu falschen Interpretationen führen kann.

Abb. 1: Keramikspritzschicht, unzureichend poliert
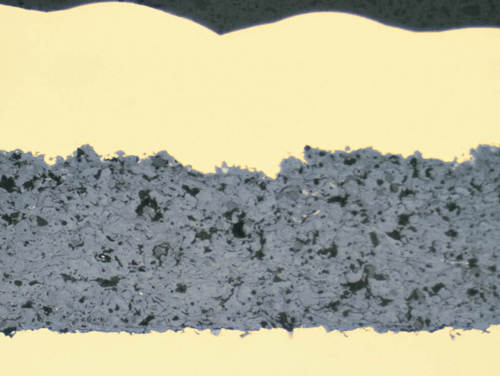
Abb. 2: Selbe Beschichtung wie Abb. 1, korrekt poliert
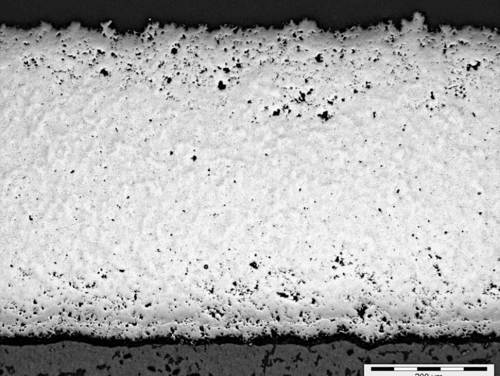
Abb. 3: Kantenabrundung kann zu ungleichmäßigem Polieren führen, woraus sich eine falsche Interpretation der Porosität ergeben kann. In diesem Fall täuscht ungenügendes Polieren weniger Porosität in der Mitte der Schicht vor
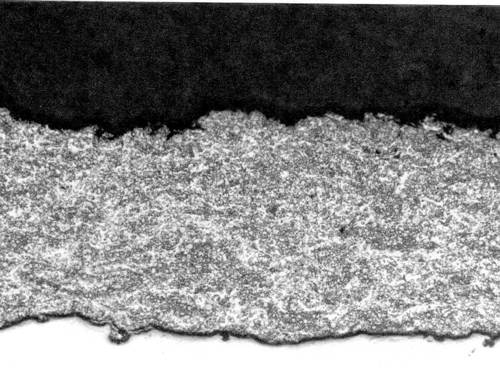
Abb. 4: Relief zwischen Beschichtung und Substrat verursacht einen Schatten, der zu falschen Interpretationen führen kann. In diesem Fall zeigt eine WC/Co-Spritzschicht mit Polierrelief eine dunkle Linie an der Grenzfläche Einbettmittel/Spritzschicht
Vorbereitung von thermischen Spritzbeschichtungen: Trennen und einbetten
Trennen thermischer Spritzschichten
Bei der Wahl der richtigen Trennscheibe ist das Substrat (in der Regel ein Metall) ausschlaggebend. Damit keine spröden Partikel aus der Beschichtung herausgebrochen werden, sollte eine Scheibe mit eher lockerer Bindung (weich) gewählt werden, insbesondere beim Trennen von Teilen mit Keramikbeschichtung. Die keramische Beschichtung hat aber nur einen geringen Anteil an der gesamten Querschnittsfläche und muss deswegen nicht zwangsläufig mit einer Diamanttrennscheibe getrennt werden. In der Regel ist Trennen mit einer weichen Aluminiumoxidscheibe möglich. Im Falle einer Keramikbeschichtung mit hoher Schichtdicke und Dichte bietet eine Diamanttrennscheibe mit Kunstharzbindung eine gute Alternative.
Nach dem Endpolieren sind möglicherweise beim Trennen entstandene Risse in der Beschichtung sichtbar. In diesem Fall muss die Probe erneut geschliffen und poliert werden. Wurde der Riss beim Trennen erzeugt, ist er danach in der Regel verschwunden. Ist der Riss jedoch kein beim Trennen entstandenes Artefakt, erscheint er wieder oder Risse sind in anderen Bereichen sichtbar.
Tipp: Schutz von spröden und sehr weichen Beschichtungen
Ein dünnes Stück Styropor oder eine Gummischeibe zwischen Spannsystem und Probe kann spröde und sehr weiche Beschichtungen vor Beschädigungen schützen.
Tipp: Vermeiden von Ablösungen
Beim Trennen von anderen Proben als Testcoupons ist darauf zu achten, dass die Trennscheibe erst die Beschichtung und dann das Substrat durchtrennt und nicht umgekehrt. Dadurch wird vermieden, dass die Beschichtung aufgrund der von der Trennscheibe ausgeübten Zugkraft abgelöst wird.
Tipp: Schutz von empfindlichen Beschichtungen
Eine Vakuumimprägnierung mit einem Epoxid-Einbettmittel zum Kalteinbetten vor dem Trennen schützt empfindliche oder dünne Beschichtungen beim Trennen. Die getrennten Teile können dann vor dem Schleifen und Polieren erneut eingebettet werden.
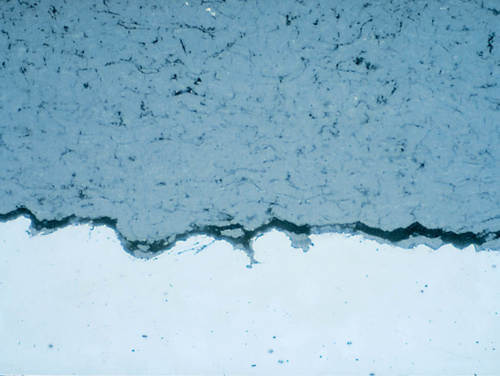
Abb. 5: Beim Trennen verursachter Riss zwischen Plasmaspritzschicht und Trägermaterial
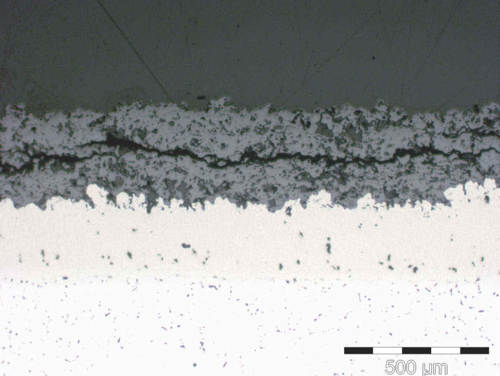
Abb. 6: Beim Trennen verursachte Risse
Für thermische Spritzschichten
Nicht empfehlenswert ist das Warmeinbetten, da die Spritzschichten dadurch leicht beschädigt werden. Stattdessen empfehlen wir das Kalteinbetten mit Epoxid-Einbettmittel (ProntoFix, EpoFix, CaldoFix-2). Dabei ist jedoch zu beachten, dass Kalteinbettmittel mit hoher Schrumpfung Schichten mit geringer Haftung vom Trägermaterial ablösen können.
Im Allgemeinen wird für alle Beschichtungen eine Vakuumimprägnierung empfohlen. Die Imprägnierungstiefe hängt von der Porosität und den Verbindungen zwischen den Poren ab. Sehr poröse Beschichtungen lassen sich leichter imprägnieren als dichtere Beschichtungen; liegt die Porosität unter 10 %, ist ein erfolgreiches Imprägnieren nicht möglich.
Tipp: Erkennung von Hohlräumen
Da es schwierig sein kann Gefügebestandteile von Hohlräumen zu unterscheiden, die mit transparentem Einbettmittel ausgefüllt sind, ist es hilfreich, einen fluoreszierenden Farbstoff (Epodye) in das Kalteinbettmittel zu mischen. Dadurch erscheinen die Hohlräume bei Betrachtung mit einem Blaufilter und einem Orangefilter gelb. (Diese Technik ist für Keramikbeschichtungen ungeeignet, da sie von Natur aus durchscheinend sind, sodass die gesamte Beschichtung fluoreszierend erscheint.)
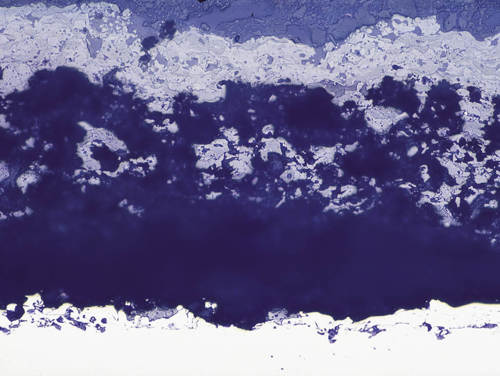
Abb. 7: Beschädigung einer Keramikspritzschicht durch Warmeinbetten
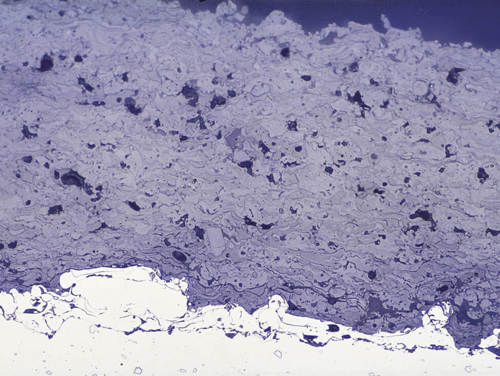
Abb. 8: Selbe Beschichtung wie in Abb. 9, in Kalteinbettung
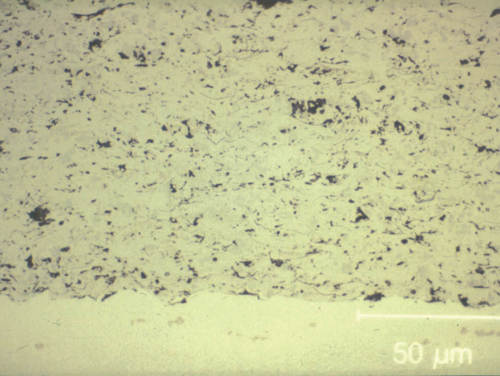
Abb. 9: WC/Co-Plasmaspritzschicht, im Hellfeld
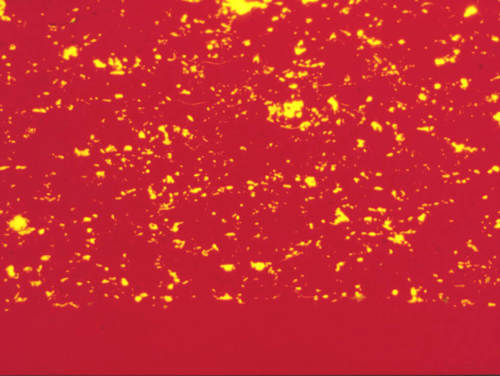
Abb. 10: Selbe Beschichtung wie Abb. 11, unter fluoreszierendem Licht
Weitere Informationen
- Mehr Informationen, Expertenwissen und Erfahrungen finden Sie in unserem Abschnitt über Trennen und Einbetten .
- Hier finden Sie einen Überblick über Trenn- und Einbettgeräte.
- Hier finden Sie Verbrauchsmaterialien und Zubehör zum Trennen sowie Verbrauchsmaterialien und Zubehör zum Einbetten.
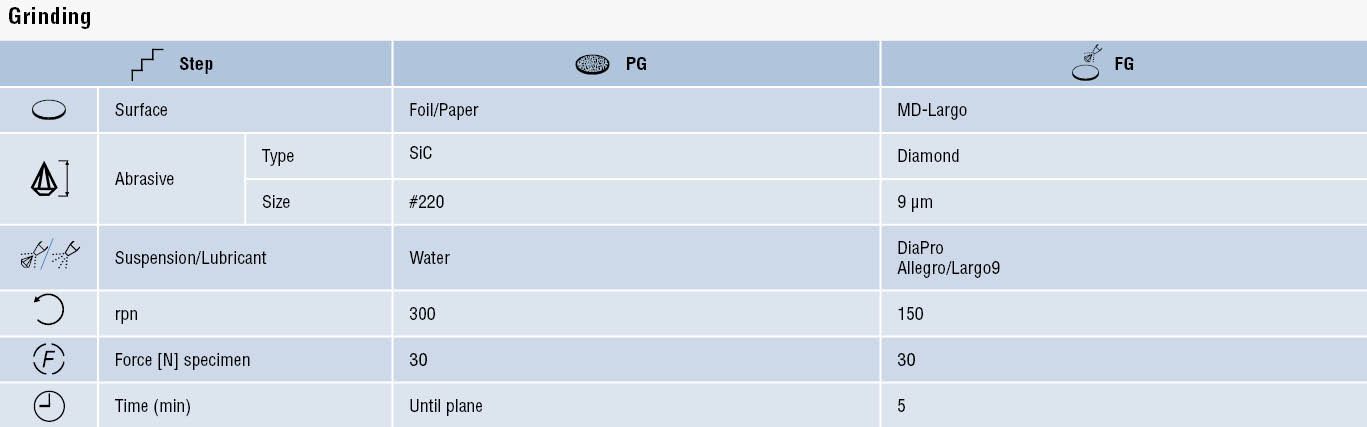
Vorbereitung von thermischen Spritzbeschichtungen: Schleifen und polieren
Planschleifen
Generell sollte das Planschleifen mit einer möglichst feinen Siliziumkarbidfolie/-papier beginnen. Dadurch wird eine künstliche Porosität durch Herausbrechen spröder Partikel vermieden.
Diese Regel hat jedoch einige Ausnahmen:
- Bei Keramikbeschichtungen mit hoher Dichte oder Schichtdicke kann jedoch ein Planschleifen mit einer Diamantscheibe (z. B. MD-Piano 220, MD-Mezzo 220 oder MD-Molto 220) eine bessere Wirkung erzielen.
- Bei hohen Probendurchsätzen oder großen Teilen, die in ihrer Gesamtheit untersucht werden müssen, kann aufgrund der höheren Geschwindigkeit ein Planschleifen mit einem Schleifstein bevorzugt sein.
Gleichgültig, welches Verfahren gewählt wird, müssen im ersten Präparationsschritt beim Trennen entstandene Risse entfernt werden, ohne die Probe durch zu grobes Schleifen weiter zu beschädigen. Bei der Suche nach der optimalen Präparationsmethode kann das Schleifen mit Siliziumkarbid und Diamanten getestet werden, um festzustellen, welches das für den fraglichen Fall geeignetste Verfahren ist.
Feinschleifen
Das Feinschleifen erfolgt vorzugsweise mit Diamant auf einer Verbundmatrix-Feinschleifscheibe. Dadurch wird die Planheit erhalten und eine gute Abtragsrate gewährleistet.
- Keramikbeschichtungen: Feinschleifscheibe MD-Allegro
- Metallbeschichtungen: Feinschleifscheibe MD- Largo
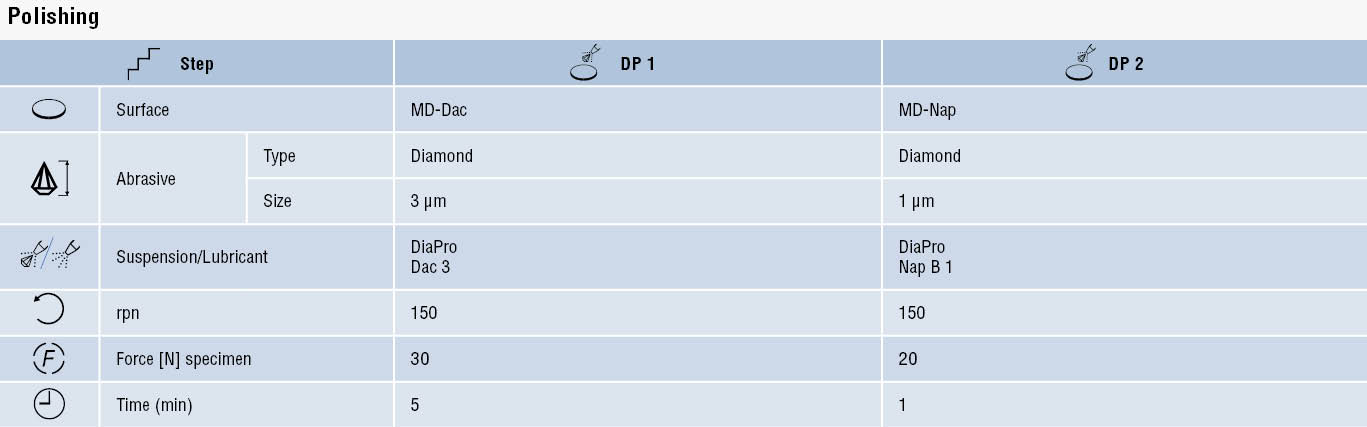
Polieren
Zum Entfernen von verschmiertem Metall wird die Probe sorgfältig mit einem Seidentuch (MD-Dur oder MD-DAC) poliert.
Endpolieren
Zum Feinpolieren von Metallbeschichtungen eignen sich insbesondere Diamanten mit einer Korngröße von 1 μm oder kolloidales Siliziumdioxid (OP-U NonDry) auf einem weichen Tuch. Eine Suspension aus pyrogener Kieselsäure OP-S NonDry ist zum Polieren von Metallspritzschichten nicht empfehlenswert, da dadurch zu viel Relief verursacht wird. OP-S NonDry eignet sich jedoch zum Endpolieren von Keramikbeschichtungen, da dadurch ein guter Kontrast des Gefüges erreicht wird.
Bei der Suche nach der optimalen Präparationsmethode kann das Schleifen mit Siliziumkarbid und Diamanten getestet werden. In einigen Fällen können Diamanten mit einer Korngröße von 1 μm besser geeignet sein als kolloidales Siliziumdioxid.
Weitere Informationen
- Mehr Informationen, Wissen und Know-how finden Sie in unserem Abschnitt über Schleifen und Polieren.
- Hier finden Sie unser Angebot an Schleif- und Poliermaschinen.
- Bestellen Sie Verbrauchsmaterialien und Zubehör für das metallographische Schleifen und Polieren.
Beispiel 1: Metallspritzschicht
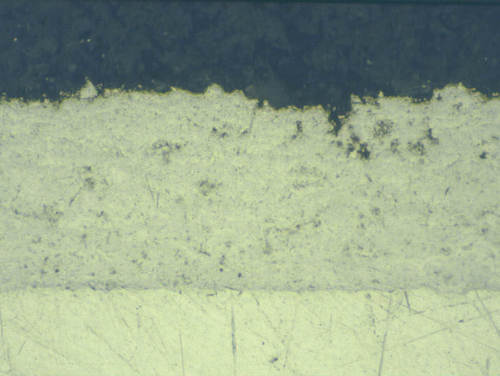
Abb. 11: Beispiel 1: Metallspritzschicht Nach dem Feinschleifen
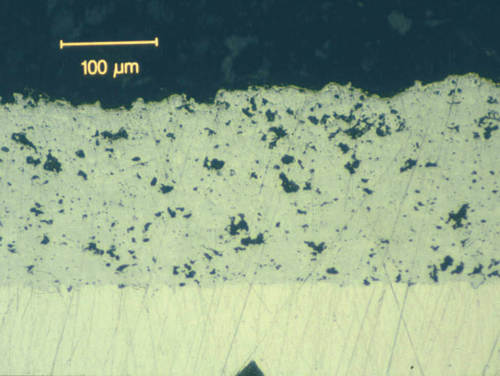
Abb. 12: Beispiel 1: Metallspritzschicht Poliert mit 3 µm
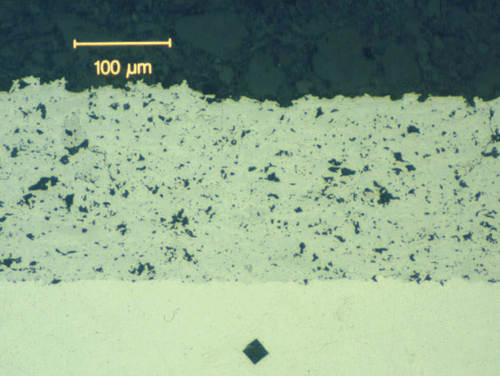
Abb. 13: Beispiel 1: Metallspritzschicht Nach dem Endpolieren
Beispiel 2: Keramikspritzschicht
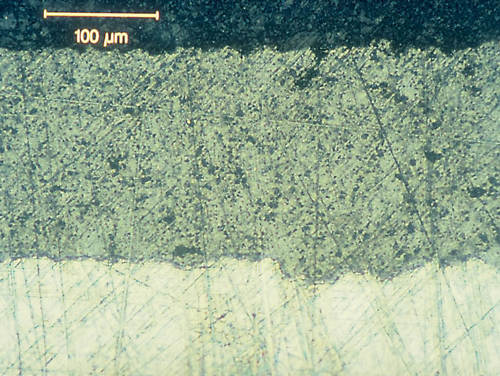
Abb. 14: Beispiel 2: Keramikspritzschicht Nach dem Feinschleifen
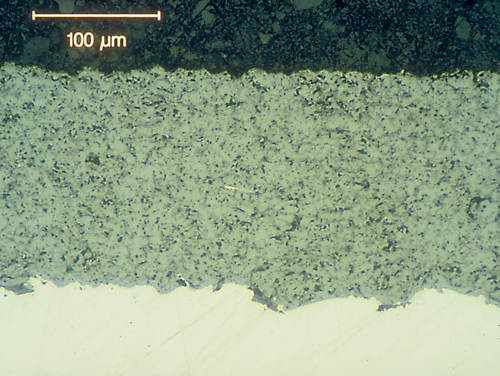
Abb. 15: Beispiel 2: Keramikspritzschicht Poliert mit 3 µm
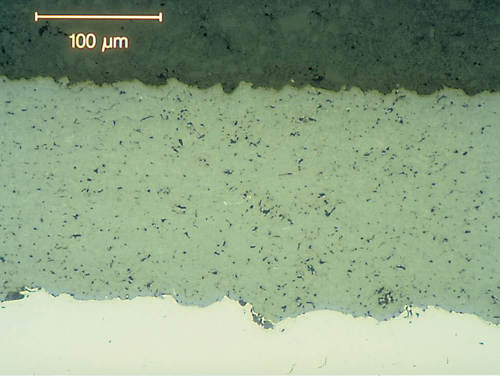
Abb. 16: Beispiel 2: Keramikspritzschicht Nach dem Endpolieren
Ätzen von thermischen Spritzschichten
Thermische Spritzschichten werden selten geätzt, da deren Hauptgefüge nach dem Endpolieren gut erkennbar ist. Soll jedoch das Metallgefüge weiter untersucht werden, kann sich ein Ätzen als notwendig erweisen.
Generell gilt, dass für Spritzschichten aus einem bestimmten Werkstoff die Ätzmittel geeignet sind, die für diesen Werkstoff empfohlen werden. Normalerweise ist der Ätzangriff einheitlicher, wenn das Trägermaterial dem Beschichtungsmaterial ähnlich ist.
Schichten, die unter Schutzgas gespritzt wurden, haben nur wenig oder gar keine Oxide, wodurch das Gefüge schwer zu erkennen ist. Diese Beschichtungen müssen deswegen mithilfe von chemischem Ätzen kontrastiert werden.
Unter Vakuum aufgebrachte Beschichtungen aus Nickelbasis- und Kobaldbasis-Superlegierung lassen sich mit denselben Lösungen ätzen, die auch für das Substrat verwendet werden, oder elektrolytisch mit 10%iger wässriger Oxalsäure.
Molybdän enthaltende Beschichtungen können mit dem folgenden Ätzmittel dargestellt werden:
- 50 ml Wasser
- 50 ml Wasserstoffperoxid (3 %)
- 50 ml Ammoniak
LADEN SIE DIE APPLICATION NOTE MIT PRÄPARATIONSMETHODEN HERUNTER
Zusammenfassung
Thermische Spritzschichten sind in den verschiedensten Industriezweigen weit verbreitet, um einem Trägermaterial eine bestimmte Oberflächenqualität oder Funktion zu verleihen. In der Regel wird dadurch die Widerstandsfähigkeit des Trägermaterials gegenüber Korrosion, Wärme oder Verschleiß verbessert. Bei der metallographischen Untersuchung werden Porosität, Oxide und nicht geschmolzene Partikel sowie die Haftung am Trägermaterial beurteilt.
Wichtige Empfehlungen für die Vorbereitung thermischer Spritzschichten für die metallographische Präparation:
- Die Beurteilung kann durch unsachgemäßes Schleifen und Polieren beeinflusst werden, was im Umkehrschluss bedeutet, dass die Werkstoffe systematisch präpariert werden müssen, um die Reproduzierbarkeit der Ergebnisse zu gewährleisten.
- Wichtig hierbei ist die Verwendung der korrekten Trennscheibe beim Präzisionstrennen, um Risse in der Beschichtung zu vermeiden. Danach sollte die Probe in Epoxid eingebettet werden.
- Da Beschichtungen beim Grobschleifen schnell beschädigt werden können sollte das Schleifen mit der kleinstmöglichen Korngröße durchgeführt werden.
- Um Reliefs zu vermeiden, wird für das Feinschleifen Diamant auf einer starren Scheibe empfohlen gefolgt von einem sorgfältigen Polieren mit Diamanten und Seidentuch.
Erfahren Sie mehr über andere Werkstoffe
Weitere Informationen über die Materialographie anderer Werkstoffe finden Sie auf unserer Seite über Werkstoffe.