Metallographische Präparation von pulvermetallurgisch hergestellten Komponenten

Die größte Herausforderung bei der Präparation von pulvermetallurgischen Teilen für die metallographische Analyse besteht darin, nach dem Schleifen und Polieren die wirkliche Porosität des Materials deutlich zu machen. Erfahren Sie, wie Sie pulvermetallurgische Teile schnell und mit reproduzierbaren Ergebnissen für die Analyse präparieren.
Die Hauptmerkmale von pulvermetallurgischen Teilen
Pulvermetallurgie ist insbesondere in der Automobilindustrie eine relativ verbreitete Form der Teilefertigung, da sie die Massenproduktion kleiner und filigraner Formteile mit homogenem Gefüge ermöglicht. In der Pulvermetallurgie werden Mischungen von Metall- (und manchmal Nichtmetall-) Pulvern verdichtet und dann gesintert. Der Herstellungsprozess ist teuer, aber die Fertigteile haben spezifische Vorteile gegenüber Schmiede- oder Gussteilen.
Mit Pulvermetallurgie kann man:
- Legierungen von Metallen erzeugen, die sich normalerweise nicht leicht legieren lassen
- Eine Vielzahl von Legierungen mit unterschiedlichen Eigenschaften herstellen
- Feinkörnige homogene Gefüge erzeugen
- Komplizierte Formen herstellen
- Teile mit hervorragenden Oberflächenqualitäten produzieren
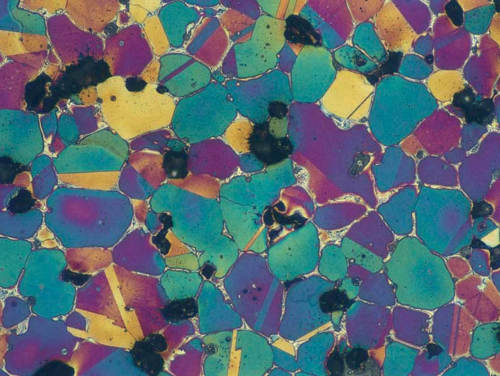
Abb. 1: Experimentelle Pulvermetallurgie mit Edelstahl, Farbätzung
Häufige Anwendungen der Pulvermetallurgie sind:
- Mechanische und strukturelle Teile wie Pleuel, Kettenzahnräder und Nocken
- Hochschmelzende Metalle, die schwer zu schmelzen und zu gießen sind
- Poröse Materialien, bei denen kontrollierte Porosität eine bestimmte Funktion hat
- Verbundwerkstoffe, die keine Legierungen bilden, wie z.B. Kupfer/Wolfram
- Spezielle Hochleistungslegierungen, wie Superlegierungen auf Nickel- und Kobaltbasis (verwendet für Triebwerksteile)
- Schnellarbeitsstähle mit isotropen Eigenschaften und einer gleichmäßigen Verteilung der Karbide
Die Metallographie von pulvermetallurgischen Teilen
Die Dichte eines gepressten und gesinterten Teils beeinflusst seine Festigkeit, Duktilität und Härte. Daher umfasst die Metallographie von pulvermetallurgischen Teilen in der Regel die Prüfung auf spezifische Porosität.
Bei der Prozesskontrolle wird die Metallographie von pulvermetallurgischen Teilen verwendet, um Porosität, nichtmetallische Einschlüsse und Kreuzkontaminationen zu überprüfen. Die Metallographie von pulvermetallurgischen Teilen spielt auch eine wichtige Rolle bei der Entwicklung neuer Produkte oder der Optimierung von Fertigungsprozessen.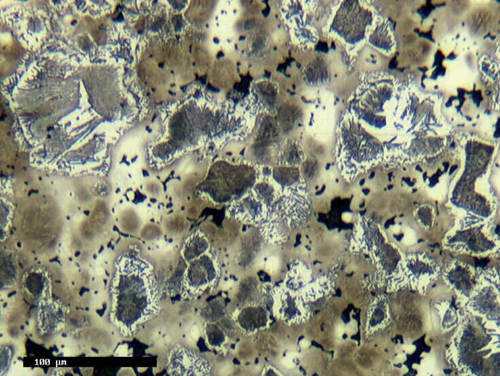
Abb. 2: Pulvermetallurgischer Stahl mit 0,5 % C, diffusionslegiert mit Ni, Cu und Mo. Geätzt mit Pikrinsäure, zeigt Bereiche mit feinem Perlit, umgeben von Ferrit, Martensit, Bainit und Ni-reichem Austenit
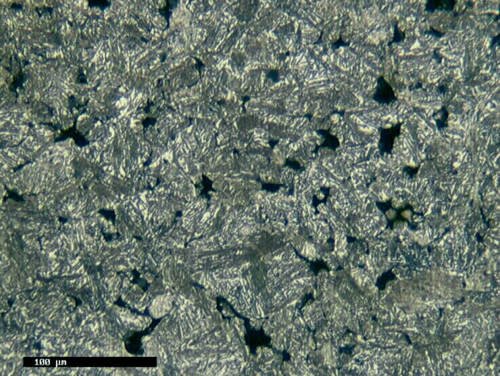
Abb. 3: Pulvermetallurgischer Stahl mit 0,8 % C, vorlegiert mit 1,5 % Mo. Mit Nital geätzt, zeigt dichten Bainit
Die Herstellung von pulvermetallurgischen Teilen
Viele verschiedene Metalle werden zur Herstellung von pulvermetallurgischen Teilen eingesetzt, darunter Eisen-, Kupfer- und Stahlpulver.
Herstellungsverfahren von Eisen- und Stahlpulvern
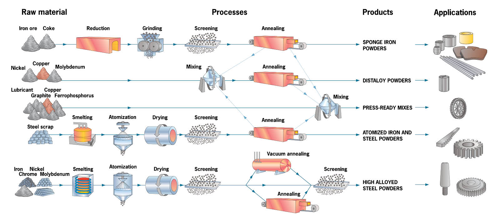
Pulverherstellung
Es gibt zwei übliche Verfahren für die Pulverherstellung: chemische Prozesse und Zerstäubung
- Chemisch: Das Metall wird bei einer Temperatur unterhalb des Schmelzpunktes von Erzoxiden direkt in Metallpulver umgewandelt.
- Zerstäubung: Die geschmolzene Metalllegierung fließt durch eine Düse und wird von einem Hochdruckwasser- oder Gasstrahl getroffen. Es bilden sich kleine Tröpfchen, die zu Partikeln erstarren.
Nach der Herstellung wird das Metallpulver gemischt. In diesem Stadium können weitere Elemente hinzugefügt werden, wie Schmiermittel, Kohlenstoff und/oder Legierungselemente.
Verdichten des Pulvers in einer Hartmetallmatrize
Zur Herstellung von Bauteilen werden die angemischten Pulver in einer Hartmetallmatrize unter hohem Druck verdichtet. In diesem Stadium ist das Teil wie das fertige Bauteil geformt, weist jedoch noch nicht die erforderliche Festigkeit auf. Solche Teile werden als „Grünlinge“ bezeichnet.
Sintern des Bauteils
Um die notwendigen mechanischen und physikalischen Eigenschaften zu erreichen, wird das Bauteil unter Schutzatmosphäre bei hoher Temperatur gesintert. Die Bindung erfolgt durch Diffusion zwischen benachbarten Partikeln.
Endbehandlung
Je nach Anwendung können einige Teile zusätzlichen Behandlungen unterzogen werden, darunter heißisostatisches Pressen, Ölimprägnieren, Oberflächenhärten oder Plattieren.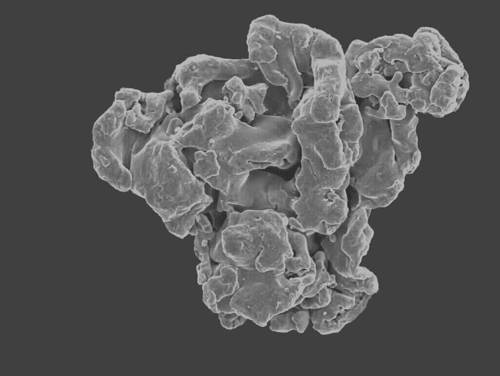
Abb. 4: Eisenschwammpulver, REM
Herausforderungen beim Präparieren pulvermetallurgischer Teile zur Analyse
Die größte Herausforderung beim Präparieren von pulvermetallurgischen Teilen für die metallographische Analyse besteht darin, die wahre Porosität des Materials nach dem Schleifen und Polieren zu erkennen. Dies kann bei weichen Werkstoffen oder Werkstoffen, bei denen weiche und harte Materialien gemischt wurden, besonders herausfordernd sein.
- Von weichen Metallen kann beim Schleifen Metallabrieb in die Poren gedrückt werden.
- Proben, bei denen harte und weiche Werkstoffe gemischt sind, neigen zu einem ausgeprägten Relief.
- Grünlinge: Verdichtete, aber noch nicht gesinterte Bauteile bedürfen einer besonderen Sorgfalt, da sie sehr zerbrechlich sind.
Empfehlungen für die Präparation von pulvermetallurgischen Teilen
Die weiteren Abschnitte auf dieser Seite beschreiben kurz, wie Sie diese Herausforderungen meistern können. Die Verfahren wurden erfolgreich in praktischen Laboranwendungen eingesetzt und haben reproduzierbare Ergebnisse erbracht.
Für eine detailliertere Beschreibung der hier beschriebenen Verfahrenladen Sie bitte die vollständige Anwendungsbeschreibung herunter.
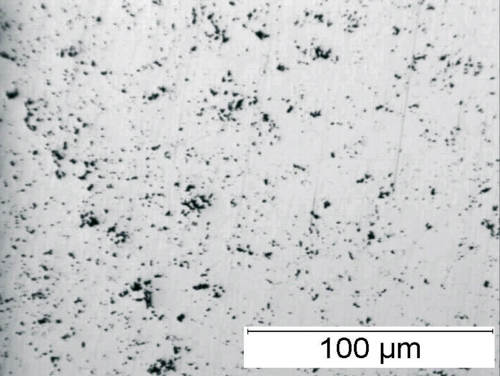
Abb. 5: Gleiche Probe wie Abb.1 nach 8 Minuten Diamantpolieren (3 μm)
Abb. 6: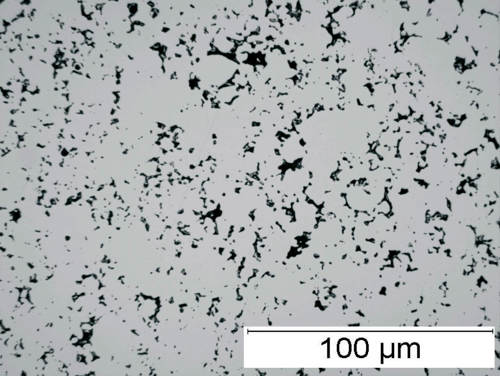
Porosität einer pulvermetallurgischen Stahlprobe nach 4 Minuten Diamantpolieren (3 μm)
Empfehlungen zum Trennen von pulvermetallurgischen Teilen
Pulvermetallurgische Teile können aus verschiedenen Werkstoffen hergestellt werden, darunter Eisen-, Kupfer- und Stahlpulver. Die Wahl der geeigneten Trennscheibe hängt von der Werkstoffart ab.
- Wählen Sie beim Trennen eines pulvermetallurgischen Teils aus einem einzigen Werkstoff eine für diesen Werkstoff geeignete Trennscheibe.
- Wenn Sie ein Teil aus verschiedenen Werkstoffen trennen, wählen Sie eine Trennscheibe, die für den Hauptwerkstoff geeignet ist.
- Verwenden Sie für Hartmetalle eine kunstharzgebundene Diamanttrennscheibe.
Abb. 7: Hartmetall (WC/Co), geätzt nach Murakami, 1500x
Empfehlungen für das Einbetten von pulvermetallurgischen Teilen
Um eine gute Haftung zwischen Einbettharz und Probenmaterial zu gewährleisten, sollte die Probe vor dem Einbetten gründlich mit Aceton oder Toluol entfettet werden.
Wie beim Trennen hängt die beste Methode vom Werkstoff ab, mit dem Sie arbeiten.
- Für gesinterte Teile (eingebettete Proben):
- Beim Warmeinbetten entweder Phenolharz (MultiFast) oder Harze mit härterem Füllstoff (DuroFast oder LevoFast) verwenden.
- Beim Kalteinbetten können Acrylharze mit Füllstoff (DuroCit-3 oder LevoCit) verwendet werden. - Grünlinge müssen nach dem Trennen unter Vakuum kalt mit einem Epoxidharz (CaldoFix-2, EpoFix oder SpeciFix-40) nachimprägniert werden..
- Pulver können eingebettet werden, indem eine kleine Menge Pulver mit einem langsam aushärtenden Epoxidharz vermischt wird. Die Mischung kann direkt in die Einbettform gegossen werden.
- Harte Metallpulver können durch Mischen mit einem feinkörnigen Einbettharz (DuroFast) warm eingebettet werden.. Schütten Sie die Mischung in den Einbettylinder und füzllen Sie mit Phenolharz auf.
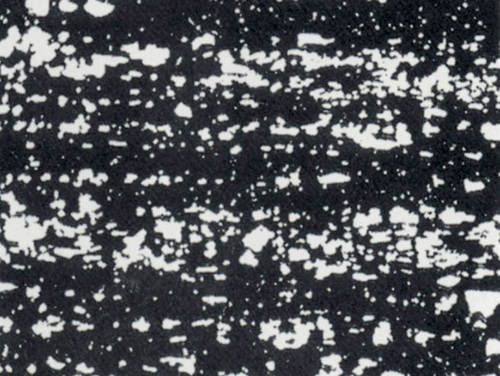
Abb. 8: Karbidverteilung in herkömmlich hergestelltem Stahl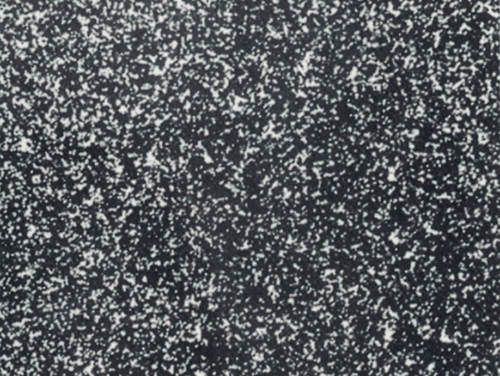
Fig. 9: Karbidverteilung in pulvermetallurgisch hergestelltem Stahl
Weitere Informationen
- Mehr Informationen, Expertenwissen und Erfahrungen finden Sie in unserem Abschnitt über Trennen und Einbetten .
- Hier finden Sie einen Überblick über Trenngeräte und Verbrauchsmaterialien.
- Hier finden Sie einen Überblick über Einbettgeräte und Verbrauchsmaterialien
Empfehlungen zum Schleifen und Polieren von pulvermetallurgischen Teilen
Grundsätzlich sollten Sie beim Schleifen, Feinschleifen und Polieren von Pulvermetallen die gleichen Vorgehensweisen wie bei Proben aus dem gleichen Werkstoff anwenden.
Planschleifen
- Das Planschleifen großer Probenmengen mit >150 HV kann auf einer Diamantschleifscheibe (MD-Piano) durchgeführt werden. Edelstähle können auf einer Korund-Schleiffläche (MD-Alto) plangeschliffen werden..
- Werkstoffe <150 HV können auf Siliziumkarbidfolie oder -papier plangeschliffen werden.
Feinschleifen
- Zum Feinschleifen von Werkstoffen mit >150 HV Diamantsuspension auf MD-Allegroverwenden..
- MD-Largo mit Diamantsuspension eignet sich zum Feinschleifen von Werkstoffen mit <150 HV.
Diamantpolieren
Beim metallographischen Schleifen wird Metallabrieb in die Poren gedrückt. Wenn die nächsten Polierschritte nicht richtig ausgeführt werden, bleiben (insbesondere bei weichen Werkstoffen) „Deckel“ aus Restmetall über den Poren zurück. Wenn diese nicht entfernt werden, verfälschen sie die Auswertung.
Daher sollte nach dem Feinschleifen eine sorgfälltige Diamantpolitur erfolgen. Es ist wichtig, dass der Diamantpolierschritt lang genug durchgeführt wird, um die tatsächliche Porosität des Werkstoffs sichtbar zu machen (siehe unten Abb. 10-13).
Präparationsmethode für pulvermetallurgische Bronze
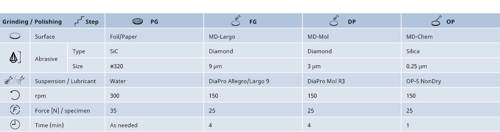
Tabelle 1: Präparationsmethode für 6 eingebettete Proben aus P/M-Bronze, Ø 30 mm im Gesamtprobenhalter, mit halbautomatischem Tegramin, Ø 300 mm.
Als Alternative zuDiaPro können polykristalline Diamantsuspension P mit 9 µm, 3 µm und 1 µm zusammen mit rotem, grünem oder blauem Schmiermittel verwendet werden.
Präparationsmethode für pulvermetallurgischen Stahl
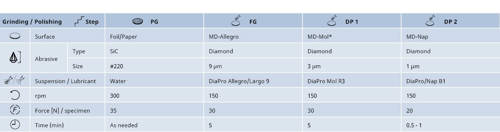
Tabelle 2: Präparationsmethode für 6 eingebettete P/M-Stahlproben, Ø 30 mm im Gesamtprobenhalter, mit halbautomatischem Tegramin, Ø 300 mm.
Als Alternative zur DiaPro können polykristalline Diamantsuspension P 9 µm, 3 µm und 1 µm zusammen mit grünem oder blauem Schmiermittel verwendet werden.
*Alternativ kann auch MD-Dac/DiaPro Dac 3 verwendet werden.
Präparationsmethode für Hartmetalle
Tabelle 3: Präparationsmethode für 6 eingebettete Proben aus Hartmetall, Ø 30 mm im Gesamtprobenhalter, mit halbautomatischem Tegramin, Ø 300 mm.
Als Alternative zu DiaPro können polykristalline Diamantsuspension P 9 µm und 3 µm zusammen mit grün/blauem Schmiermittel verwendet werden.
*Optionaler Schritt.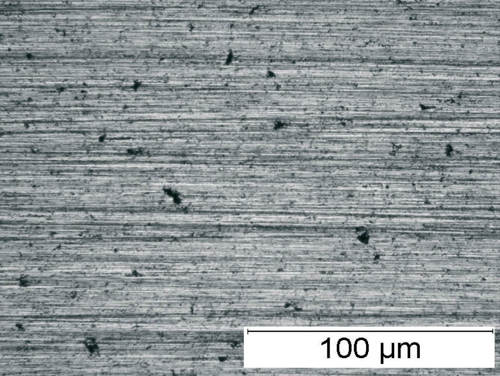
Abb. 10: Oberfläche von pulvermetallurgischem Stahl nach dem Feinschleifen auf MD-Allegro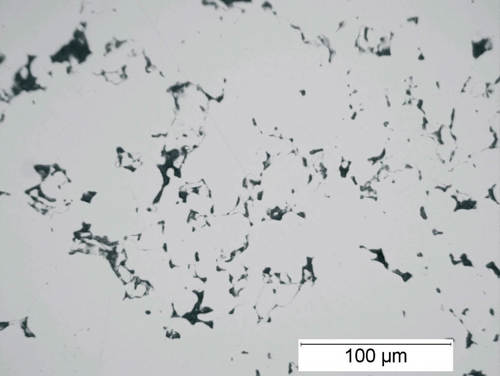
Abb. 11: Gleiche Probe wie in Abb. 10 mit unzureichender Politur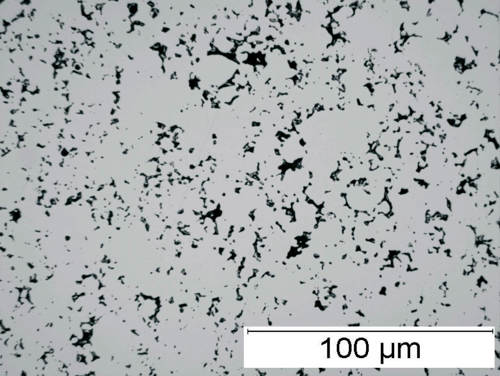
Abb. 12: Gleiche Probe wie in Abb. 11 nach längerer Politur mit korrekter Porosität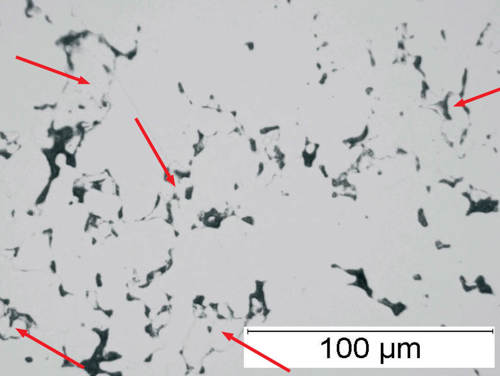
Abb. 13: Größere Vergrößerung der Oberfläche aus Abb. 11, zeigt noch durch eingedrücktes Metall verschlossene Poren
Reinigen und Trocknen von pulvermetallurgischen Teilen
Nach dem Polieren sollten pulvermetallurgische Proben mit einem Wasser/Spülmittel-Gemisch gereinigt werden, um Reste der Poliersuspension und des Schmiermittels zu entfernen. Die Probe sollte dann mit Wasser gespült werden, bevor sie gründlich mit Isopropanol gespült wird.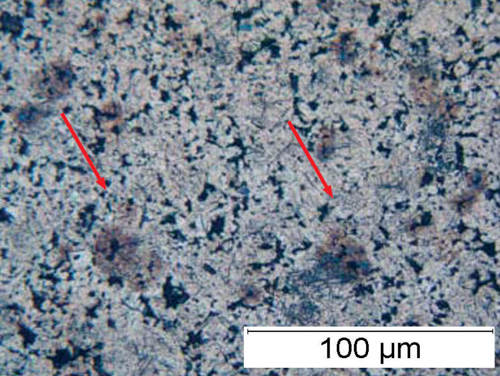
Abb. 14: Wasserflecken beim Reinigen können zu Fehlinterpretationen des Gefüges führen
Weitere Informationen
- Mehr Informationen, Expertenwissen und Erfahrungen finden Sie in unserem Abschnitt über Schleifen und Polieren.
- Hier finden Sie unser Angebot an Schleif- und Poliergeräten und die dazugehörigen Produkte.
- Bestellen Sie Verbrauchsmaterialien und Zubehör für das metallographische Schleifen und Polieren.
Empfehlungen für das Ätzen von pulvermetallurgischen Teilen
Bei der Analyse von pulvermetallurgischen Proben ist es wichtig, die theoretische Dichte zu kennen, um diese mit der Porosität vergleichen zu können.
Wir empfehlen, zunächst die ungeätzte Probe auf Dichte, Form und Größe der Poren, Oxidation und Einschlüsse, Sinterstege und freien Graphit zu prüfen (siehe Abb. 15 und 16). Die Probe sollte dann sofort geätzt werden, um Trocknungsflecken zu vermeiden.
Das empfohlene Ätzverfahren für pulvermetallurgische Proben:
- Benetzen Sie die Oberfläche mit Isopropanol, tauchen Sie die Probe mit der Oberfläche nach oben in das Ätzmittel und bewegen Sie es leicht.
- Nach Ablauf der entsprechenden Ätzzeit Probe aus dem Ätzmittel nehmen und je nach Ätzmittel mit Isopropanol oder Wasser spülen.
- Mit einem warmen Luftstrom trocknen.
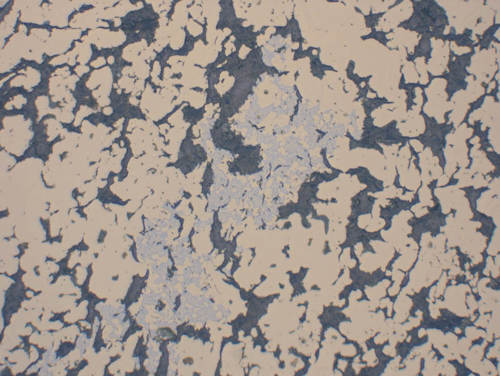
Abb. 15: Pulvermetallurgische Bronze, ungeätzt, mit Graphit (grau) und α-δ-Eutektoid (blau) 500x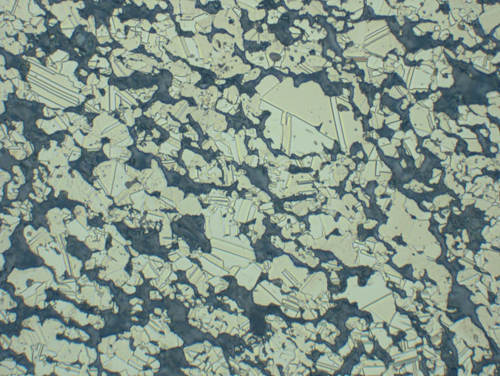
Abb. 16: Wie Abb.15, geätzt mit Eisen-III-Chlorid, mit Korngefüge der Bronze 500x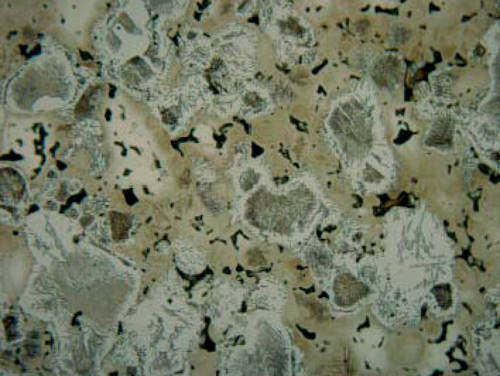
Abb. 17: Eine Probe, die nicht lange genug geätzt wurde – es ist schwierig, die verschiedenen Phasen zu unterscheiden.
Ätzlösungen
Übliche chemische Ätzlösungen für die entsprechenden Metalle oder Legierungen können verwendet werden. Bei der Arbeit mit Chemikalien sind die üblichen Sicherheitshinweise zu beachten.
| Ätzmittel für Kupferpulvermetalle und Kupferpulverlegierungen | |
| 100 ml Wasser 20 ml Salzsäure 5 g Eisen-III-Chlorid |
10–20 Sekunden ätzen Spülen mit Wasser, gefolgt von Isopropanol |
| 100 ml Wasser 10 g Ammoniumpersulfat (nur frisches verwenden) |
Spülen mit Wasser gefolgt von Isopropanol |
| Ätzmittel für Stahlpulvermetalle | |
| 1–3 % Nital für Eisen-Kohlenstoff-Legierungen, Eisen-Kohlenstoff-Kupfer-Legierungen und vorlegiertes Eisen-Molybdän: |
Je nach Kohlenstoffgehalt 10–60 Sekunden ätzen. Spülen mit Isopropanol |
| Ätzmittel für Edelstahlpulvermetalle | |
45 ml Glycerin 15 ml Salpetersäure 30 ml Salzsäure |
30 Sekunden bis 5 Minuten ätzen Gründlich mit Wasser spülen, gefolgt von Isopropanol |
| Ätzmittel für Wolframkarbid-Pulvermetalle | |
100 ml Wasser 10 g Kalium- oder Natriumhydroxid 10 g Kaliumferricyanid |
Ätzen durch Eintauchen oder Wischätzung Gründlich mit Wasser spülen, gefolgt von Isopropanol |
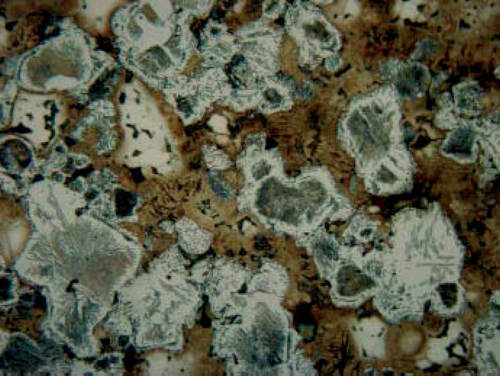
Abb. 18: Zu lange geätzt
Abb.19: Korrekt geätzt
Laden sie die vollständigen anwendungshinweise mit präprationsmethoden herunter
Zusammenfassung
Pulvermetallurgie wird verwendet, um Bauteile aus Metallen herzustellen, die sich normalerweise nicht leicht legieren lassen. Übliche Materialien sind Eisen-, Kupfer- und Stahlpulver.
Die Dichte eines pulvermetallurgischen Teils bestimmt seine Festigkeit, Duktilität und Härte. Daher ist die metallographische Kontrolle der Porosität ein wesentlicher Bestandteil der Qualitätskontrolle.
Beim metallographischen Schleifen und Feinschleifen kann Metall in die Poren gedrückt werden und verbleibende Metall-„Deckel“ hinterlassen, die die Auswertung verfälschen. Daher ist ein sorgfältiges Schleifen und Polieren mit Diamanten unerlässlich, um die Darstellung des wahren Gefüges zu gewährleisten.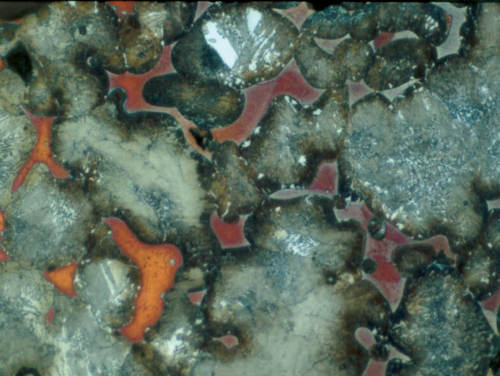
Abb. 20: Pulvermetallurgischer Stahl mit Kupferinfiltration
Erfahren Sie mehr über andere Werkstoffe
Weitere Informationen über die Materialographie anderer Metalle und Werkstoffe. Besuchen Sie unsere Werkstoffseite

Alle Bilder von Birgitte Nielsen, Applikationsspezialistin, Dänemark.
Für weitergehende Informationen zur metallografischen Präparation von pulvermetallurgischen Teilen kontaktieren Sie unsere Applikationsspezialisten.