冷間埋込方法
埋込前に幾つかの前提条件を考慮しなければなりません。次の条件は良好な埋込を得る上で必要不可欠です。
- 試料の洗浄。埋込媒体の試料への接着性を改善するために、埋込の前に試料を洗浄しなければなりません。洗浄にはアセトンまたは少なくともアルコールを使用してください。超音波浴での洗浄が必要になることもあります。試料を必ず良く乾燥させてください。試料を洗浄する際には手袋またはピンセットを使用してください。
- 試料サイズを埋込カップサイズに合わせて調整します

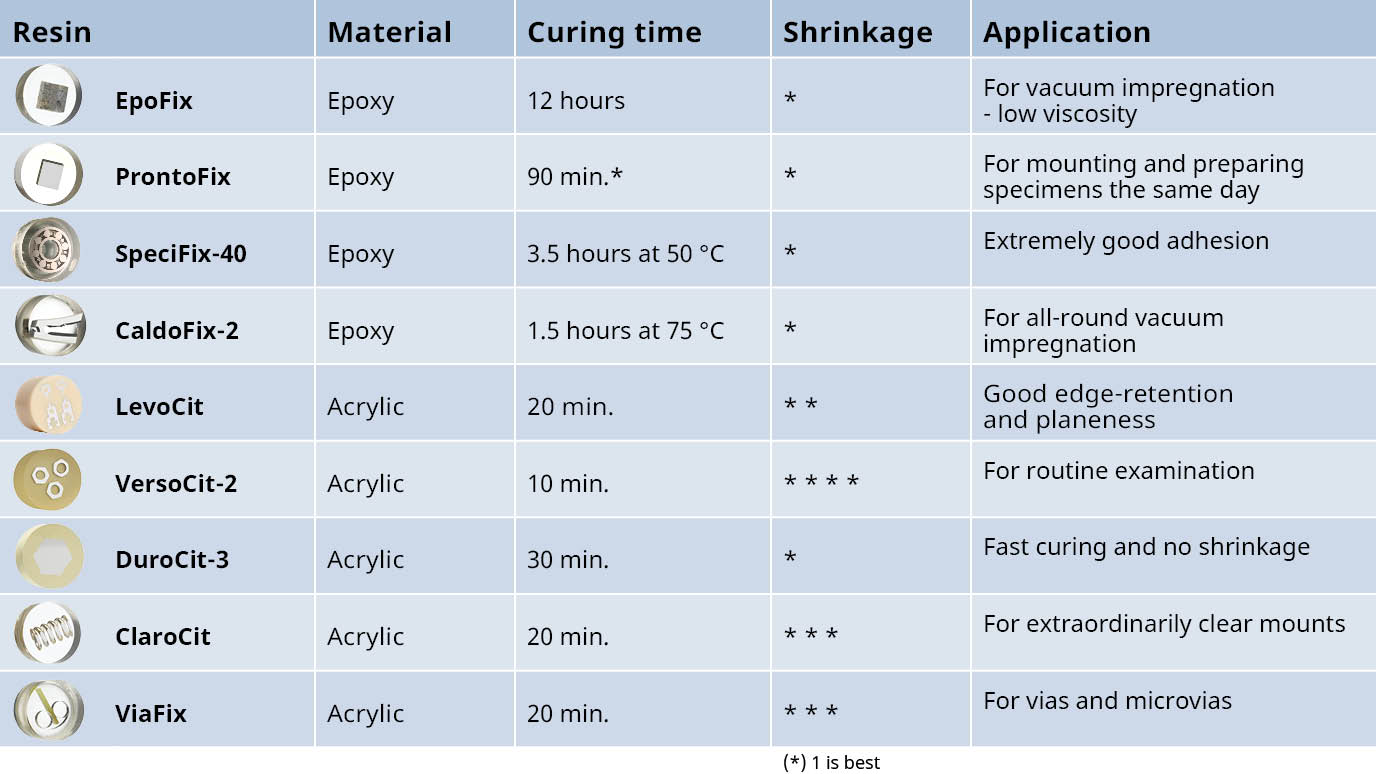
エポキシ樹脂はあらゆる種類の材料埋込に適しており、特に真空含浸に対して推奨されます。エポキシは全ての冷間埋込樹脂の中で最小の収縮率を備えています。硬化時間は比較的短い一方で、ほとんどの材料への接着性に優れています。エポキシは適切な割合で混合された後に化学反応により重合します。硬化したエポキシは架橋性プラスチックのため、中程度の熱または化学薬品に影響されません。Struersのエポキシシステムは、樹脂と硬化剤という2つの成分から構成されます。低蒸気圧、透明度、優れた接着性、低粘度、無収縮性などは全てエポキシ特有の特性です。化学量論的樹脂として、硬化剤の割合が決定的に重要です。最適な埋込結果を得るために樹脂と硬化剤の両方を計量してください。容量でのみ計量可能な場合、シリンジを使用して樹脂と硬化剤の量を計量してください
エポキシシステムの硬化は樹脂量に依存します。少量の場合、工程に化学反応で生成される過度の熱を除去するための好条件が存在するため、より長時間かかります。しかしながら、エポキシの量が増加すると、システムの低い伝熱特性に起因した蓄熱により、硬化工程を促進します。特定の条件下においては、約150~200°C/302~392°Fでピーク温度を経験する場合があります。こうしたことを防止し、より均一な埋込結果を達成するために、硬化工程中に温度を制御するためのドライボックスを使用できます。樹脂は重合により硬化します。重合とは熱を発生させる化学反応のことです。その熱は埋込媒体の種類や量によって異なります。埋込媒体によっては100 °Cをはるかに超える温度を発生させるものもあります。
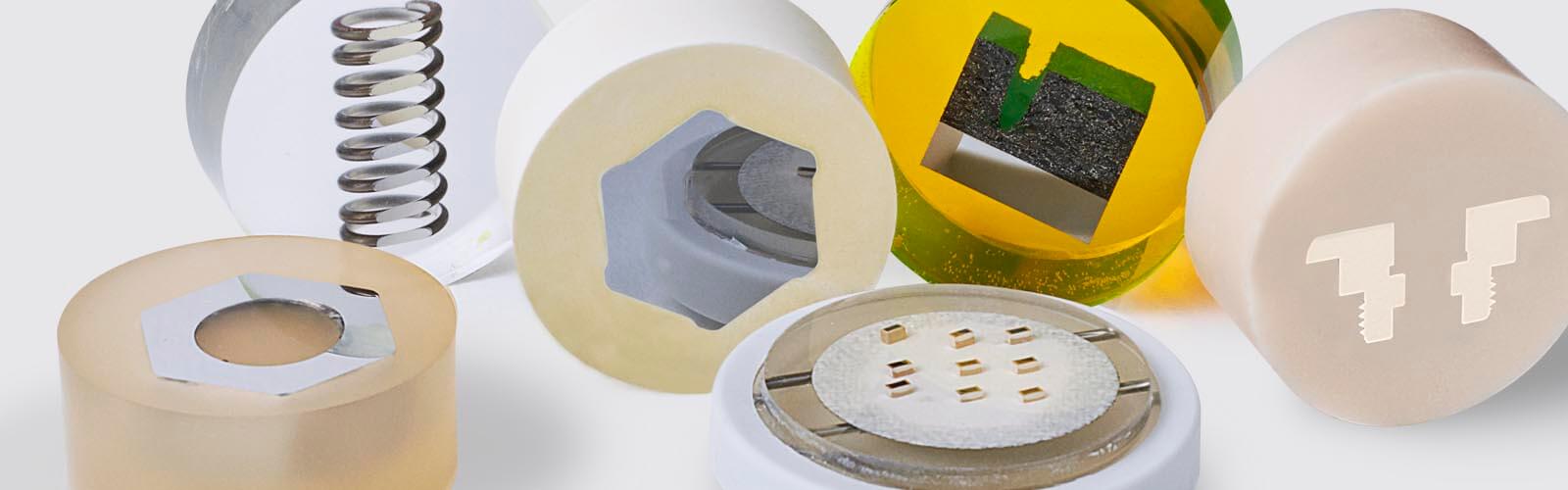
セラミックスやスプレー塗装などの多孔質材では真空含浸が必要です。真空含浸は真空室内で約0.1~0.15 barで実施されます。表面につながる全ての穴に樹脂が充填されます。その後、その樹脂が脆性質の材料を補強します。プルアウト、亀裂、開いていない孔などの準備痕の発生を最小限に抑えられます。真空含浸では、その低粘度と低蒸気圧のために、エポキシ樹脂のみを使用できます。充填された孔を蛍光により容易に特定できるようにするため、エポキシに蛍光塗料を混合することもできます。試料を埋込カップ中央に配置し、カップを真空室内に置きます。蓋を閉め、真空室を真空引きします。小さな穴や亀裂内に空気が残らないようにするために、真空引きには数分かかります。バルブを開き、真空室内にエポキシを吸引させます。試料が完全に埋込媒体で覆われたら、バルブを閉じ真空ポンプを切ります。気圧により穴と亀裂内にエポキシが押込まれます。


埋込カップを選択し、清潔で乾燥した試料をその中に置きます。適切な量の樹脂成分を容量または質量により慎重に計量します。各成分を十分に混合し、その樹脂混合物を試料上に注ぎ、充填された埋込カップを硬化させます。混合時間と硬化時間は高品質な埋込を得る上で重要なパラメータです。そのため、使用説明書に記載されている推奨事項に従ってください。
全ての冷間埋込媒体は一般的なエッチング液に対する耐性を持っています。しかしながら、アセトン、アルコールなどの有機溶剤に反応する冷間埋込媒体もあります。


本ガイドの目的は様々な冷間埋込材料に関する詳細な情報、ヒント、使用方法を提供することです。冷間埋込選定ガイドを見る。
e-shopで消耗品を見る。