热喷涂层的金相制备

热喷涂层广泛用于许多应用,但可能难以准备用于金相研究。制备热喷涂层时的主要挑战是什么,如何克服这些挑战?
热喷涂层的主要特点
对基材应用热喷涂层可使其具备原本没有的特定表面质量。 因此,零件的整体强度由基材决定,而涂层则可增强优异的表面质量,如耐腐蚀性、耐磨性和耐热性。
热喷涂发明于 20 世纪初,当时使用锌对基板进行“金属化”,以实现防腐蚀保护。 如今,人们使用多种不同的喷涂材料,如陶瓷、碳化物、复合材料和金属,而且热喷涂层广泛用于航空航天和发电行业进行构件和零件的新生产和翻新。
热喷涂层的金相
热喷涂层的金相有多种用途:用于定义、监控和控制喷涂条件以进行质量控制;用于失效分析;用于开发新产品。 过程通常涉及涂覆测试取样片,以定义和优化待喷涂零件的流程。 然后对该测试取样片的截面进行金相制备和检查,以评估:
- 涂层厚度
- 孔隙尺寸与分布
- 氧化物和裂缝
- 与基材的附着性
- 交界面污染
- 是否存在未熔颗粒
有很多不同的涂层材料,有时有不同寻常的组合。 因此,了解要制样进行分析的涂层和基材很重要,这样您才能估计材料在进行机械研磨时的表现。 由于不同喷涂工艺产生不同的涂层密度和结构,因此为了预估孔隙率和氧化物含量,了解在具体样品上使用的喷涂方法也将有所帮助。
制备热喷涂层样品的难点
对于以金相方式制备的喷涂层样品,如何评估真实的孔隙率仍然有争议,因为如果金相研磨和抛光执行不正确,可能引入涂层结构本身没有的人为瑕疵。
例如,在金属或金属/陶瓷涂层中,较软的金属在研磨过程中进入孔隙,如果未适当抛光,可能会掩盖真实的孔隙率。 相比之下,陶瓷涂层较脆,颗粒会在研磨过程中离开表面。 如果未彻底抛光,这些颗粒将给人留下孔隙率高的错误印象。
通常情况下,制备热喷涂层样品进行金相分析的常见困难包括:
切割: 夹持带有喷涂层的工件以将其切开可导致脆性涂层出现裂缝或压缩非常柔软的涂层。
镶样: 具有高收缩率的冷镶嵌树脂可导致涂层损坏且基板附着性较差;由于收缩间隙,树脂不支持涂层,从而可导致涂层在研磨和抛光过程中层离。
研磨和抛光: 倒角可能导致抛光不均匀,进而导致后续涂层密度的错误解读。 此外,涂层与基板之间的起伏会形成可能被错误解读的阴影。

图 1: 陶瓷喷涂层,抛光不足
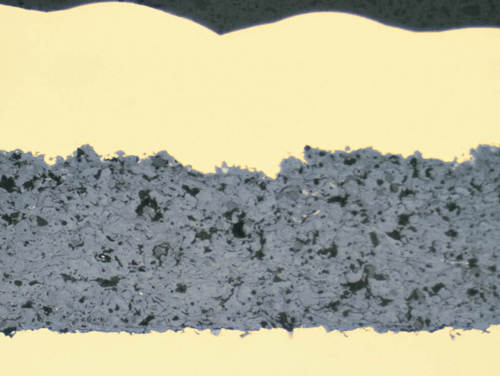
图 2: 与图 1 相同的涂层,但抛光正确
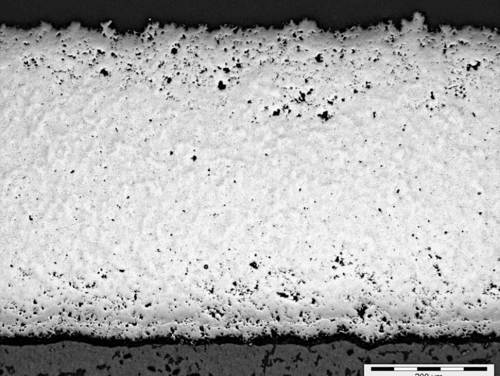
图 3: 倒角可能导致抛光不均匀,进而导致后续涂层密度的错误解读——这种情况下,不正确的抛光导致涂层中间的孔隙率较小
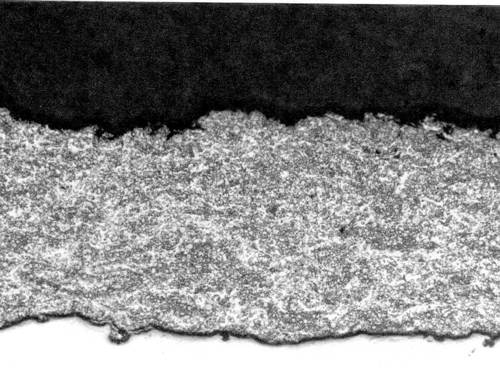
图 4: 涂层与基板之间的起伏会形成可能被错误解读的阴影——这种情况下,通过起伏抛光的 WC/Co 喷涂层在树脂/涂层交界面处出现暗线
热喷涂层样品的制备: 切割和镶样
切割热喷涂层
在选择切割轮时,主要考量因素是基材(通常是金属)。 但是,为了避免从涂层中拖出易碎的颗粒,应选择粘结松散(软)的切割轮,尤其是在切割有陶瓷涂层的零部件时。 即使涂层是陶瓷,由于它仅占全部横截面的一小部分,也不需要使用金刚石切割轮进行切割。 通常可以使用较软的氧化铝切割轮切开。 如果陶瓷涂层非常厚,可以使用密集的树脂粘结金刚石切割轮作为替代。
最终抛光后,涂层中可能会出现切割引起的裂缝。 如果是这样,请重新研磨和抛光样品。 如果裂缝是切割造成的,它通常会消失。 如果裂缝不是切割造成的,它将会再次出现,或者可能在其他区域出现裂缝。
提示: 如何保护脆性和极软的涂层
夹具与样品之间有一片薄的聚苯乙烯泡沫或橡胶,有助于保护脆性和极软的涂层免遭损坏。
提示: 如何避免层离
在切割除测试取样片以外的工件时,应朝基板方向切入涂层,而不是从基板切入涂层,因为这样有助于避免切割轮的拖拽造成涂层粘结层从基板层离。
提示: 如何保护易脆的涂层
在切割前用冷镶嵌环氧树脂进行真空浸渍,可以在切割过程中保护易脆或薄的涂层。 然后,可以在研磨和抛光前,重新镶嵌切好的工件。
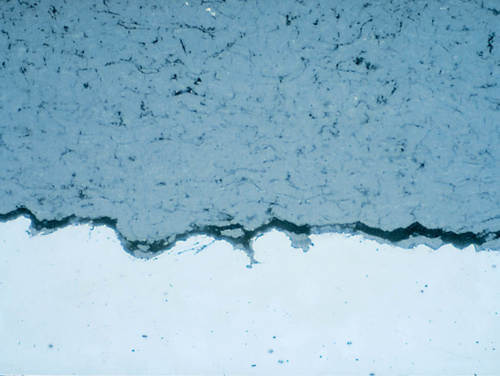
图 5: 由于切割造成的等离子涂层与基板之间的裂缝
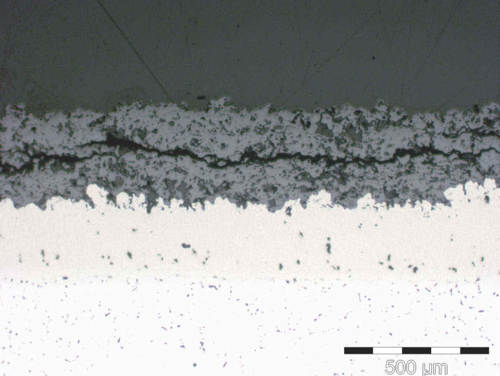
图 6: 切开时出现裂缝
镶嵌热喷涂层
不推荐使用热压缩镶样,因为这很容易损坏喷涂层。 相反,我们推荐使用环氧树脂(ProntoFix、EpoFix、CaldoFix-2)进行冷镶嵌。 但请注意,高收缩率的冷镶嵌树脂可能会损坏与基板附着力弱的涂层。
一般来说,建议对所有涂层进行真空浸渍。 由于孔隙度和孔洞之间相互连接程度不同,浸渍深度也不尽相同。 多孔涂层比高密度涂层更容易浸渍,而孔隙率小于 10% 的涂层无法成功浸渍。
提示: 如何区分空洞
可能很难区分填充了透明或半透明镶嵌树脂的空洞和涂层的结构元素。 解决方案是将荧光染料 (Epodye) 混合到冷镶嵌树脂中。 使用长通蓝色滤光器和短通橙色滤光器时,这将把空洞染成黄色。 (这种方法不适用于陶瓷涂层,因为陶瓷涂层是半透明的,而且整个涂层会发出荧光。)
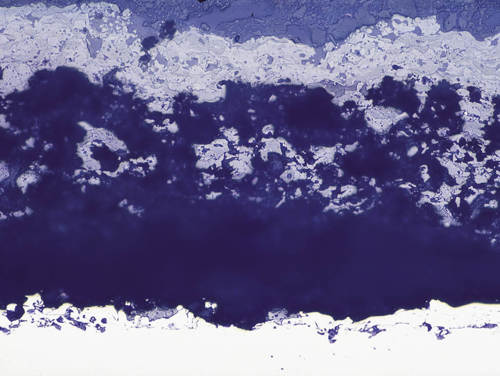
图 7: 由于热压缩镶样对陶瓷喷涂层造成的损坏
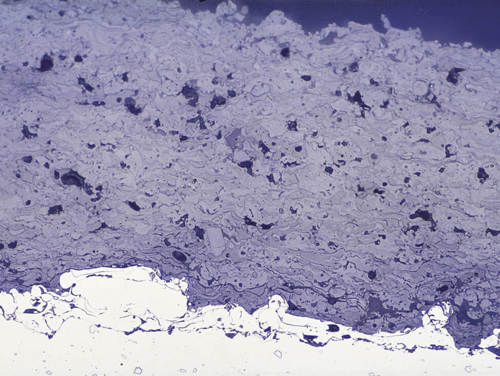
图 8: 与图 9 相同的涂层,冷镶嵌
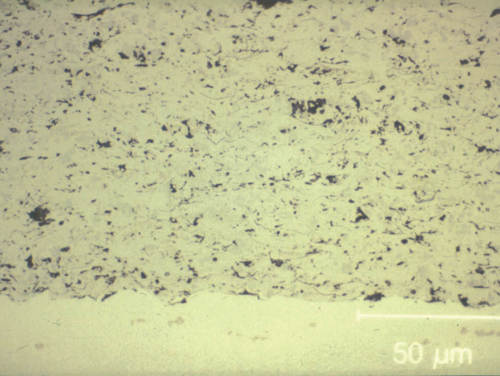
图 9: 明场中的 WC/Co 等离子涂层
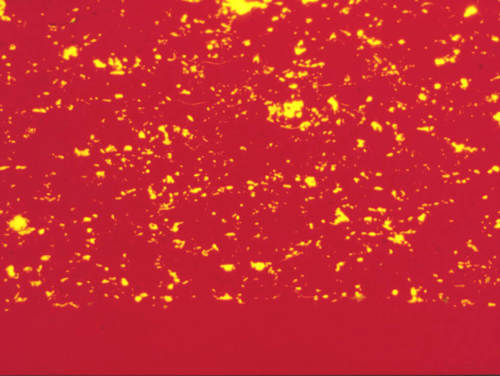
图 10: 与图 11 相同的涂层,在荧光灯下
了解更多
热喷涂层样品的制备: 研磨与抛光
平面研磨
一般情况下,平面研磨应首先使用尽可能精细的碳化硅箔/砂纸。 这样可以避免因脆性颗粒破裂而形成人为孔隙。
但是,也有例外:
- 很密或很厚的陶瓷涂层采用金刚石(如 MD-Piano 220、MD-Mezzo 220 或 MD-Molto 220)进行平面研磨更有效
- 大批量样品或需要作为整体进行检查的大型零件可以用石头进行平面研磨,因为这样更快
无论使用哪种方法,第一个制备步骤的目的都是去除因切割产生的裂缝,且不会因为平面粗磨造成新的损伤。 在进行测试以确定最佳制备方法时,可以尝试使用碳化硅和金刚石两种研磨方法,看哪种方法在这种特定情况下最适合。
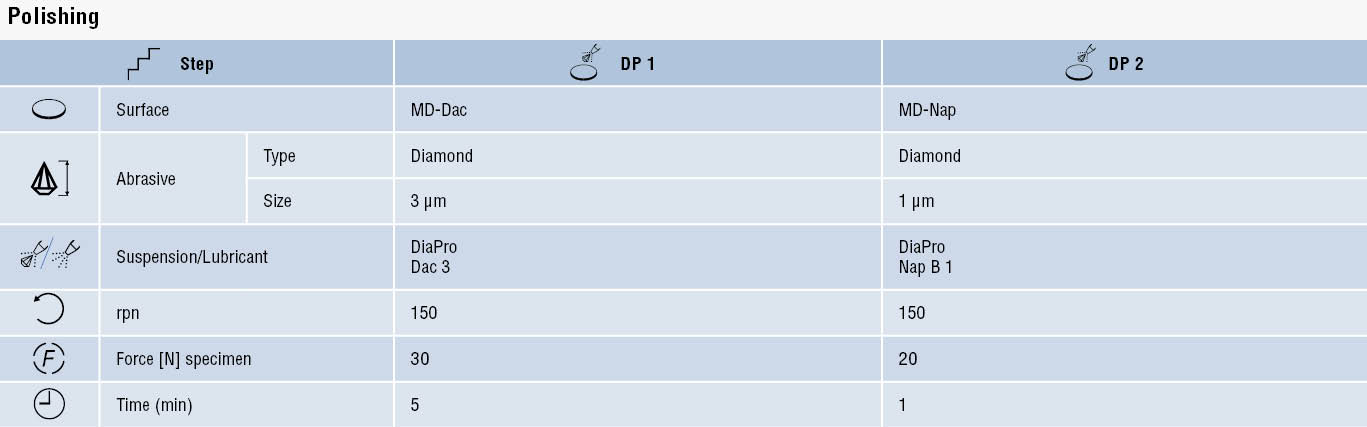
精磨
优选使用金刚石在复合精磨盘上进行精磨。 这样既能保持平整,又能得到良好的材料磨削率。
- 对于陶瓷涂层:使用精磨盘 MD-Allegro
- 对于金属涂层:使用精磨盘 MD-Largo
抛光
为清除污迹金属,采用绸布(MD-Dur 或 MD-DAC)彻底打磨样品。
最终抛光
可使用 1 μm 的金刚石或硅胶(OP-U 不干型悬浮液)在软布上对金属涂层进行精细抛光。 不建议使用气相硅胶 OP-S 不干型悬浮液抛光金属喷涂层,因为会产生过多起伏。 但是,OP-S 不干型悬浮液适合对陶瓷涂层进行最终抛光,因为能够与结构形成良好对比。
在进行测试以确定最佳制备方法时,可以尝试使用碳化硅和金刚石两种研磨方法。 在某些情况下,1 µm 的金刚石可能比硅胶更好。
了解更多
- 在我们的研磨和抛光部分获得更多知识、专家意见和见解。
- 查看我们的研磨和抛光机器与设备系列。
- 获取金相研磨和抛光的耗材 和配件 。
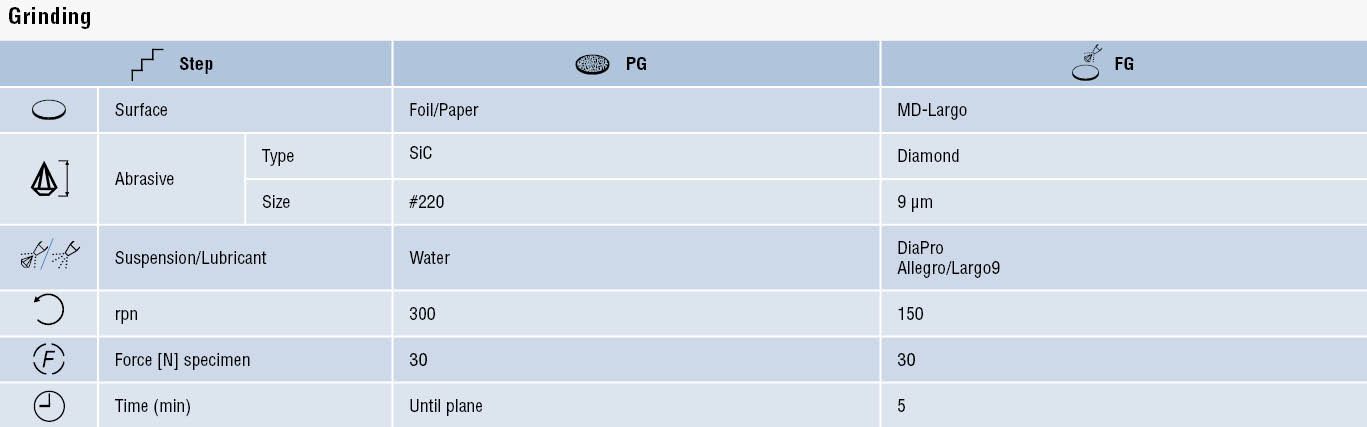
示例 1: 金属喷涂层
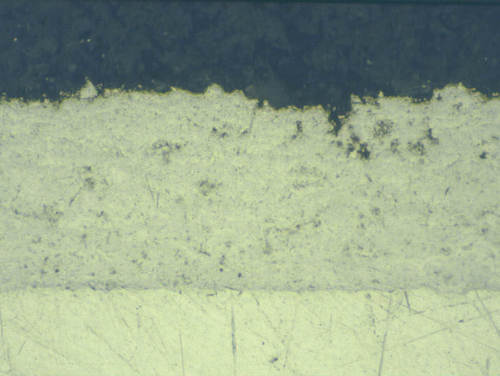
图 11: 示例 1: 金属喷涂层。 精磨之后
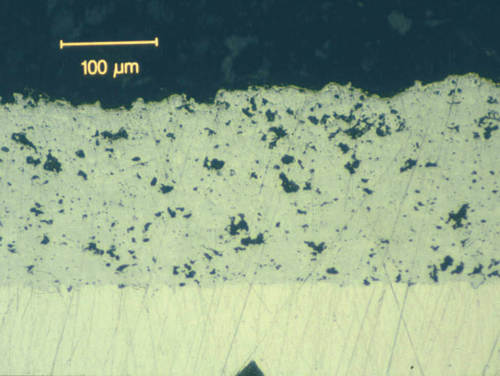
图 12: 示例 1: 金属喷涂层。 使用 3 µm 磨料抛光
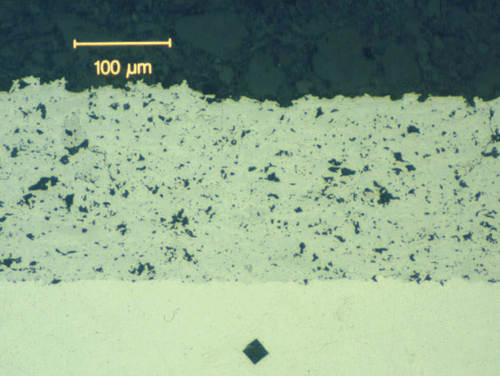
图 13: 示例 1: 金属喷涂层。 最终抛光之后
示例 2: 陶瓷喷涂层
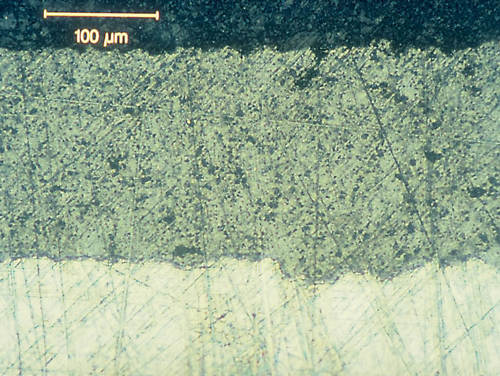
图 14: 示例 2: 陶瓷喷涂层。 精磨之后
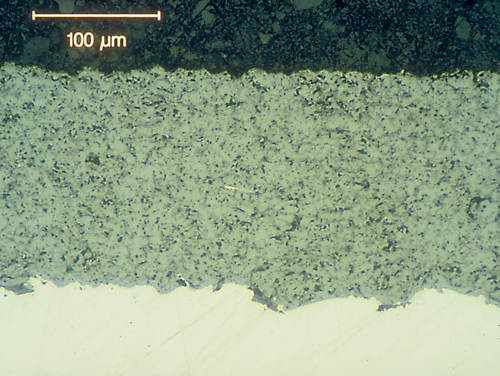
图 15: 示例 2: 陶瓷喷涂层。 使用 3 µm 磨料抛光
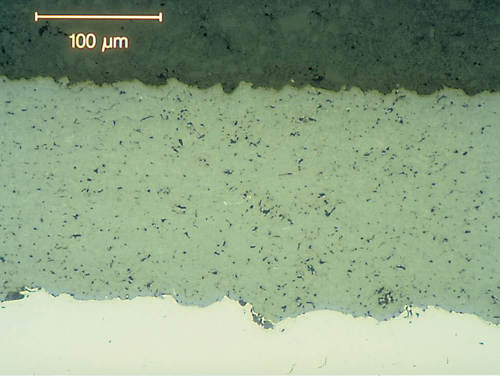
图 16: 示例 2: 陶瓷喷涂层。 最终抛光之后
热喷涂层的蚀刻
蚀刻不常用于热喷涂层,因为最终抛光后可以看到主要结构。 但是,如果必须进一步研究金属结构,可能有必要进行蚀刻。
一般来说,推荐用于特定材料的蚀刻剂也可用于由相同材料制成的热喷涂层。 通常情况下,如果基板与涂层材料相似,蚀刻侵蚀将会更均匀。
在受控大气条件下喷涂的涂层含有很少或不含氧化物,这会使其难以识别涂层结构。 因此,这些涂层需要通过化学蚀刻进行对比。
镍基和钴基超级合金上的真空喷涂层可使用与基板相同的溶液进行蚀刻,或使用 10% 的草酸溶液进行电解蚀刻。
含钼涂层可以使用以下蚀刻剂展示:
- 50 ml 水
- 50 ml 过氧化氢 (3%)
- 50 ml 氨水
总结
热喷涂层广泛用于各种行业,能够为基板提供特定的表面质量或功能——通常用于提高基板的耐腐蚀性、耐热性或耐磨性。 金相常用于预估孔隙率、氧化物和未熔颗粒,以及与基板的附着性。
制备热喷涂层样品进行金相分析的重要建议包括:
- 不正确的研磨和抛光程序可能会影响分析,因此请系统地制备材料样品以使结果可重复。
- 在精密切割中使用正确的切割轮以避免涂层中出现裂缝很重要。 这之后应进行环氧树脂镶嵌。
- 由于涂层很容易被粗磨破坏, 因此,研磨应使用最精细的磨料。
- 应使用金刚石在刚性研磨盘上进行精磨(以避免出现起伏),然后使用金刚石在绸布上进行彻底抛光。
深入了解其他材料
要详细了解其他材料的材相特性,请查看我们的材料页面。