Préparation métallographique des revêtements plasma

Les revêtements par projection thermique sont largement utilisés dans de nombreuses applications, mais leur préparation pour une étude métallographique peut s'avérer difficile. Quels sont les principaux défis liés à la préparation des revêtements par pulvérisation thermique et comment peut-on les surmonter ?
Les caractéristiques principales des revêtements par projection thermique
Les revêtements par projection thermique sont appliqués sur un substrat pour lui conférer une qualité de surface spécifique qu’il ne présente pas à l’origine. Par conséquent, la résistance globale d’une pièce est conférée par le substrat, tandis que le revêtement ajoute des propriétés de surface supérieures telles que la résistance à la corrosion, à l’usure ou à la chaleur.
La projection thermique a été inventée au début du 20ème siècle. On utilisait alors le zinc pour « métalliser » des substrats, afin de les protéger contre la corrosion. Aujourd’hui, une multitude de matériaux différents sont appliqués par projection (par exemple, les céramiques, les carbures, les composites et les métaux), et les revêtements par projection thermique sont largement utilisés, dans les industries aérospatiale et de la production d’énergie, pour des composants et des pièces neufs ou remis à neuf.
Métallographie des revêtements par projection thermique
La métallographie des revêtements par projection thermique peut être utilisée à différentes fins: définir, surveiller et contrôler les conditions de projection pour le contrôle de la qualité; permettre l’analyse des défaillances; et contribuer au développement de nouveaux produits. La procédure implique normalement de revêtir un coupon de test pour définir et optimiser le processus visant la pièce revêtue par projection. Des sections de ce coupon d’essai reçoivent ensuite une préparation métallographique et sont examinées pour évaluer:
- L’épaisseur du revêtement
- La taille et la répartition de la porosité
- La présence d’oxydes et de fissures
- L’adhérence au matériau de base
- La contamination de l’interface
- La présence de particules non fondues
Il existe de nombreux matériaux de revêtement différents, parfois avec des combinaisons inhabituelles. Il est donc important de savoir quel revêtement et quel matériau de substrat vous préparez pour l’analyse, car cela vous permettra d’estimer le comportement des matériaux sous l’effet de l’abrasion mécanique. Puisque différents procédés de projection produisent des revêtements présentant différentes densités et structures, il est également utile de connaître la méthode de projection utilisée sur un échantillon donné, afin d’estimer la porosité et la teneur en oxydes.
Difficultés dans la préparation des revêtements par projection thermique
L’estimation de la porosité réelle d’un revêtement par projection après préparation métallographique fait toujours débat, car si le prépolissage et le polissage ne sont pas exécutés correctement, ils peuvent introduire des artefacts étrangers à la structure du revêtement.
Par exemple, dans un revêtement métallique ou métallique/céramique, le métal plus tendre flue dans les pores pendant le prépolissage. Si le polissage n’est pas rigoureux, cela peut dissimuler la porosité véritable. À titre de comparaison, les revêtements céramiques sont fragiles, et des particules sont arrachées à la surface pendant le prépolissage. Si le polissage n’est pas rigoureux, ces particules peuvent susciter à tort une impression de porosité élevée.
En règle générale, les difficultés fréquemment constatées lors de la préparation des revêtements par projection thermique pour la préparation métallographique incluent notamment:
Tronçonnage: le bridage de pièces revêtues par projection pour le tronçonnage peut provoquer une fissuration des revêtements friables ou comprimer les revêtements très tendres.
Enrobage: les résines d’enrobage à froid avec un retrait élevé peuvent endommager les revêtements présentant une faible adhérence au substrat. En raison de la différence de retrait, le revêtement n’est pas retenu par la résine, ce qui peut entraîner une délamination du revêtement pendant le prépolissage et le polissage.
Prépolissage et polissage: l’arrondissement des bords peut compromettre l’homogénéité du polissage et entraîner une interprétation erronée de la densité du revêtement. Par ailleurs, les reliefs entre le revêtement et le substrat créent une ombre susceptible d’être incorrectement interprétée.

Fig. 1: revêtement céramique par projection, polissage insuffisant
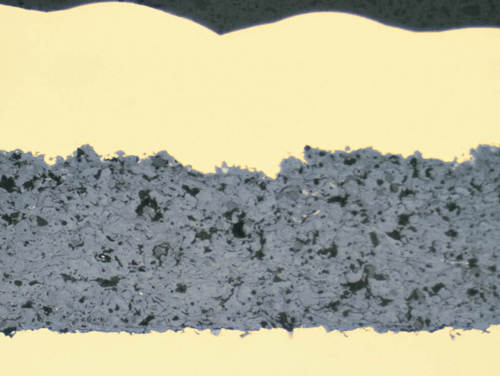
Fig. 2: même revêtement que la figure 1, polissage correct
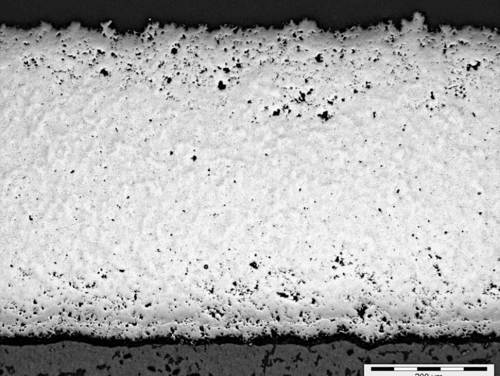
Fig. 3: l’arrondissement des bords peut entraîner un polissage inégal et une interprétation erronée de la densité du revêtement. Dans ce cas, un polissage incorrect suggère une porosité moindre au milieu du revêtement
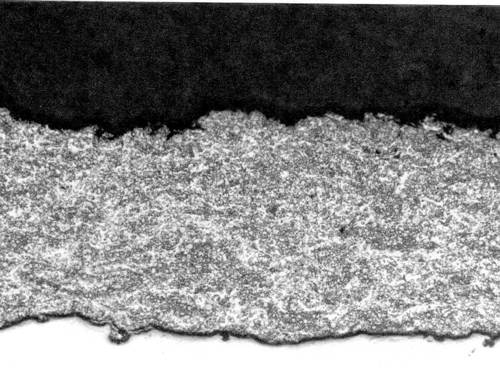
Fig. 4: les reliefs entre le revêtement et le substrat créent une ombre susceptible d’être incorrectement interprétée. Dans ce cas, un revêtement WC/Co par projection avec un polissage des reliefs présente une ligne sombre à l’interface résine/revêtement
Préparation des revêtements par projection thermique: tronçonnage et enrobage
Tronçonnage des revêtements par projection thermique
Lors du choix d’une meule de tronçonnage, la principale considération est le matériau du substrat (généralement métallique). Toutefois, pour éviter le transfert de particules fragiles du revêtement, choisissez une meule comportant un liant lâche (tendre), en particulier lors du tronçonnage de pièces avec un revêtement céramique. Même en présence d’un revêtement céramique, celui-ci ne constitue qu’un faible pourcentage de la surface totale de la section transversale, et l’utilisation d’une meule de tronçonnage diamantée n’est pas nécessaire. En général, le tronçonnage peut être effectué avec une meule d’oxyde d’aluminium doux. Si le revêtement céramique est très épais, une meule de tronçonnage diamantée avec liant résine dense peut également être utilisée.
Il est possible que des fissures causées par le tronçonnage apparaissent dans le revêtement après le polissage final. Si c’est le cas, prépolissez et polissez à nouveau l’échantillon. Si la fissure est due au tronçonnage, elle disparaîtra généralement. Si la fissure n’est pas due au tronçonnage, elle réapparaîtra, ou des fissures apparaîtront dans d’autres endroits.
Conseil: comment protéger les revêtements friables et très tendres
Placer un morceau fin de polystyrène ou de caoutchouc entre les brides et l’échantillon peut contribuer à protéger les revêtements fragiles et très tendres contre les dommages.
Conseil: comment éviter le délaminage
Lors du tronçonnage de pièces autres que des coupons d’essai, effectuez le tronçonnage du revêtement vers le substrat, et non du substrat vers le revêtement. Ceci permet d’éviter que le mouvement de la meule de tronçonnage n’entraîne une délamination du revêtement du substrat.
Conseil: comment protéger les revêtements fragiles
Pour protéger les revêtements fragiles ou fins pendant le tronçonnage, effectuez une imprégnation sous vide avec une résine époxy d’enrobage à froid avant le tronçonnage. Les pièces tronçonnées peuvent ensuite être enrobées à nouveau, avant d’être prépolies et polies.
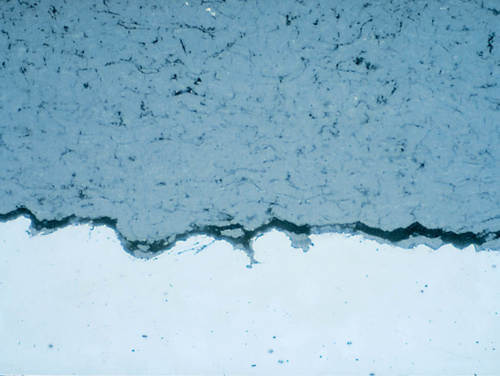
Fig. 5: fissure due au tronçonnage entre un revêtement par projection plasma et le substrat
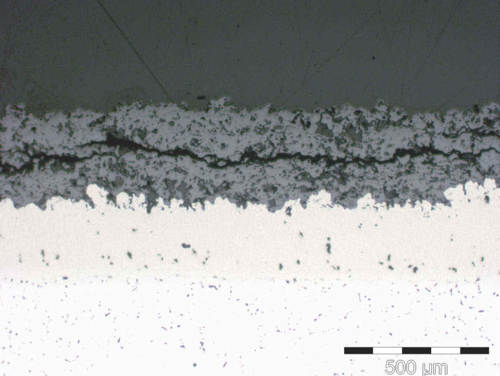
Fig. 6: fissures causées par le tronçonnage
Enrobage des revêtements par projection thermique
L’enrobage à chaud sous pression n’est pas recommandé, car il endommage facilement les revêtements par projection. Au lieu de cela, nous recommandons l’enrobage à froid avec une résine époxy (ProntoFix, EpoFix, CaldoFix-2). Toutefois, veuillez noter que les résines d’enrobage à froid avec un retrait élevé peuvent endommager les revêtements présentant une faible adhérence au substrat.
En règle générale, l’imprégnation sous vide est recommandée pour tous les revêtements. La profondeur d’imprégnation dépend du degré de porosité et des interconnexions entre les pores. L’imprégnation des revêtements très poreux est plus facile que celle des revêtements plus denses, tandis que l’imprégnation des revêtements dont la porosité est inférieure à 10% n’est pas possible.
Conseil: comment distinguer les vides
Il peut être difficile de distinguer les vides remplis de résines d’enrobage transparentes ou translucides et les éléments structurels du revêtement. La solution consiste à mélanger un colorant fluorescent (Epodye) à la résine d’enrobage à froid. Ceci aura pour effet de colorer les vides en jaune lors de l’utilisation d’un filtre passe-haut bleu et d’un filtre passe-bas orange. (Cette technique ne fonctionne pas sur les revêtements céramiques, car ceux-ci sont translucides, et l’ensemble du revêtement semble fluorescent.)
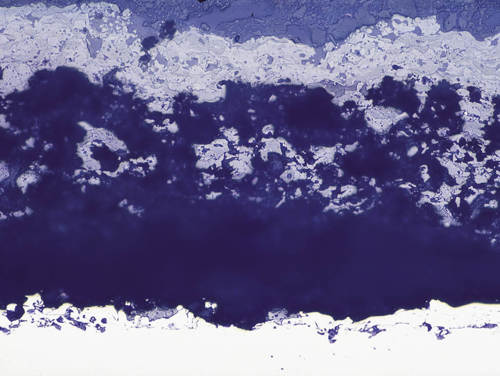
Fig. 7: endommagement d’un revêtement céramique par projection dû à un enrobage à chaud sous pression
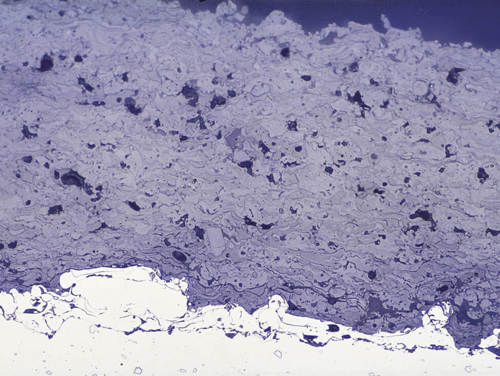
Fig. 8: même revêtement que la figure 9, enrobage à froid
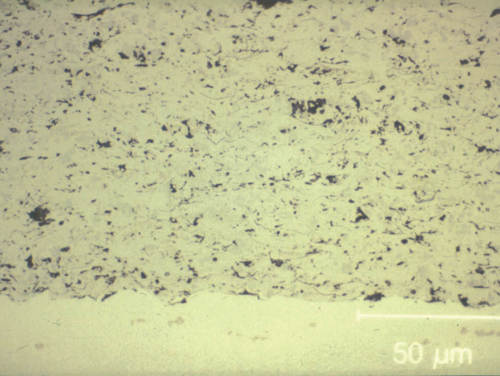
Fig. 9: revêtement WC/Co par projection plasma en champ clair
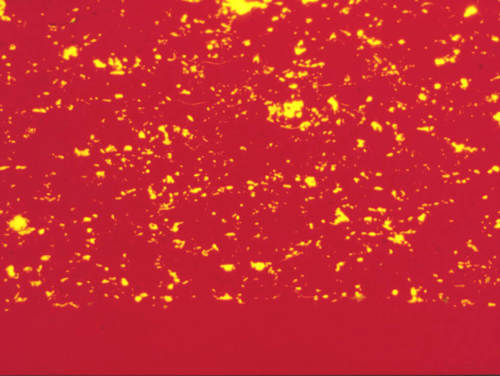
Fig. 10: même revêtement que la figure 11, lumière fluorescente
Pour en savoir plus
- Pour enrichir vos connaissances, votre expertise et votre savoir-faire, reportez-vous aux sections consacrées au tronçonnage et à l’enrobage .
- Découvrez notre gamme d’équipements de tronçonnage et d’enrobage.
- Trouvez des consommables et des accessoires pour le tronçonnage, ainsi que des consommables et des accessoires pour l’enrobage.
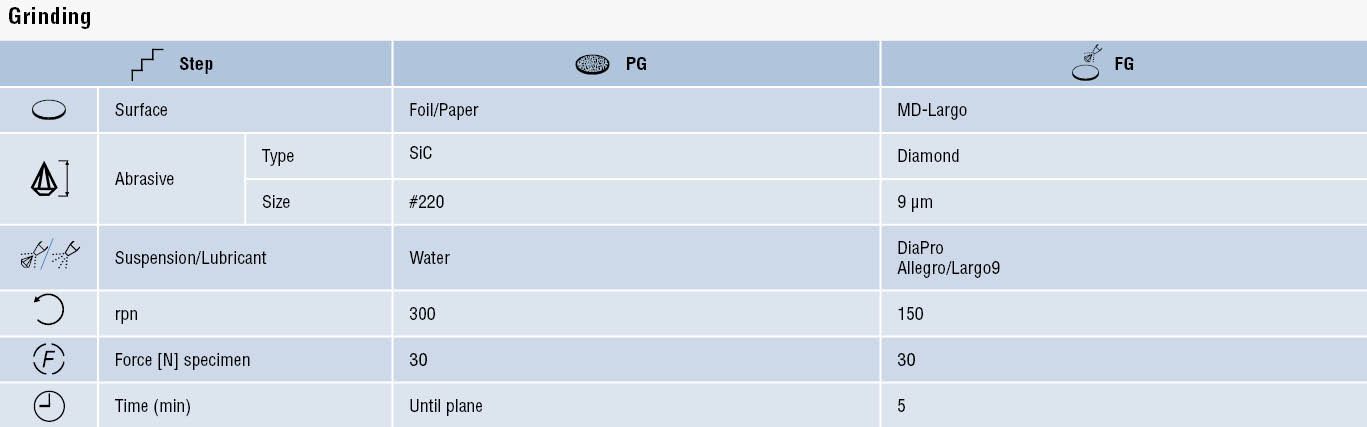
Préparation des revêtements par projection thermique: Prépolissage et polissage
Prépolissage plan
En règle générale, commencez le prépolissage plan avec une feuille/du papier de carbure de silice aussi fin(e) que possible. Ceci évite de créer une porosité artificielle due à la fracturation des particules fragiles.
Toutefois, il existe certaines exceptions:
- le prépolissage plan des revêtements céramiques très denses ou épais est plus efficace avec une suspension diamantée (par exemple, MD-Piano 220, MD-Mezzo 220 ou MD-Molto 220)
- Les grands volumes d’échantillons ou les pièces de grande taille devant être examinées dans leur ensemble peuvent subir un prépolissage plan avec une meule de rectification, qui offre un gain de temps.
Quelle que soit la méthode utilisée, la première étape de la préparation consiste à éliminer les fissures causées par le tronçonnage, toutefois sans causer de nouveaux dommages dus à un prépolissage plan grossier. Lors de la recherche d’une méthode de préparation optimale, essayez à la fois le prépolissage au carbure de silicium et le prépolissage diamanté, afin de déterminer quelle méthode est la plus appropriée dans ce cas précis.
Prépolissage fin
Le prépolissage fin doit, de préférence, être effectué avec une suspension diamantée sur un disque de prépolissage fin composite. Cette approche permet de préserver la planéité, tout en assurant un taux d’enlèvement de matière satisfaisant.
- Pour les revêtements céramiques: utilisez le disque de prépolissage fin MD-Allegro
- Pour les revêtements métalliques: utilisez le disque de prépolissage fin MD-Largo
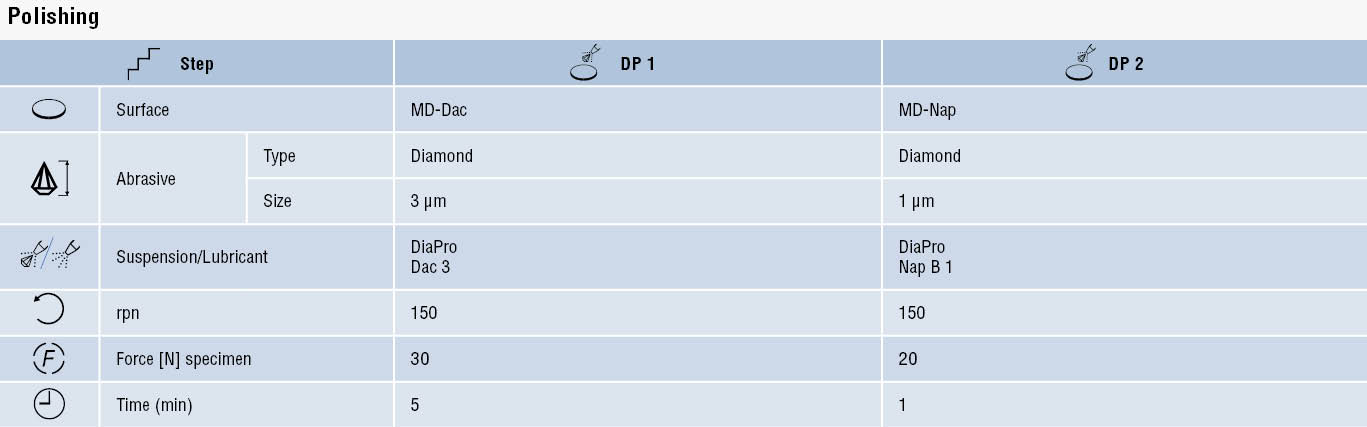
Polissage
Pour éliminer le métal flué, polissez soigneusement l’échantillon avec un drap de soie (MD-Dur ou MD-DAC).
Polissage de finition
Les revêtements métalliques peuvent recevoir un polissage fin, soit avec une suspension diamantée 1 μm ou de la silice colloïdale (OP-U NonDry) appliquée sur un drap doux. L’utilisation de la suspension de silice fumée OP-S NonDry n’est pas recommandée pour le polissage des revêtements métalliques par projection, car elle produit trop de reliefs. Toutefois, la solution OP-S NonDry convient pour polissage final des revêtements en céramique, car elle confère de bons contrastes à la structure.
Lorsque vous réalisez des tests pour déterminer la méthode de préparation optimale, essayez à la fois le carbure de silicium et les suspensions diamantées. Dans certains cas, une suspension diamantée 1 µm peut être préférable à la silice colloïdale.
Pour en savoir plus
- Pour enrichir vos connaissances, votre expertise et votre savoir-faire, consultez la section consacrée au prépolissage et au polissage.
- Découvrez notre gamme de machines et d’équipements de prépolissage et de polissage.
- Trouvez des consommables et des accessoires de prépolissage et de polissage métallographiques.
Exemple 1: revêtement métallique par projection
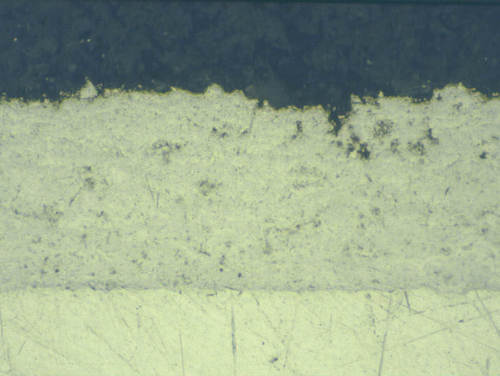
Fig. 11: Exemple 1: revêtement métallique par projection. Après prépolissage fin
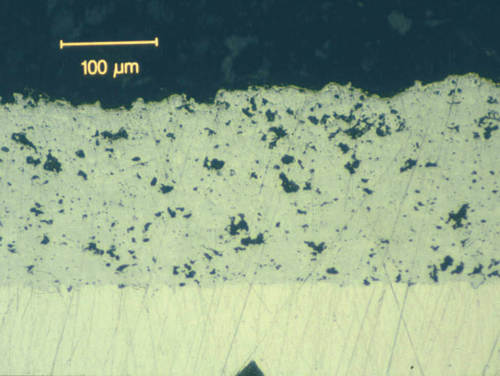
Fig. 12: Exemple 1: revêtement métallique par projection. Polissage avec suspension 3 µm
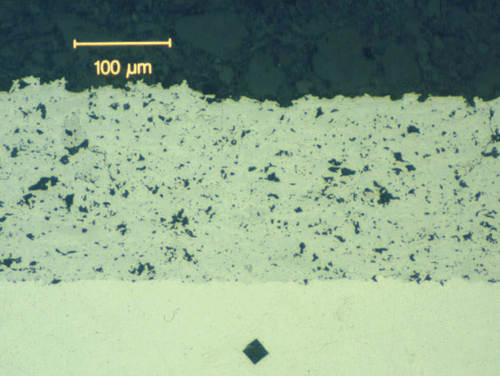
Fig. 13: Exemple 1: revêtement métallique par projection. Après polissage final
Exemple 2: revêtement par projection céramique
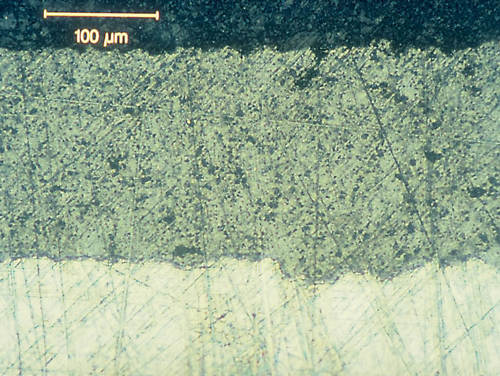
Fig. 14: Exemple 2: revêtement par projection céramique. Après prépolissage fin
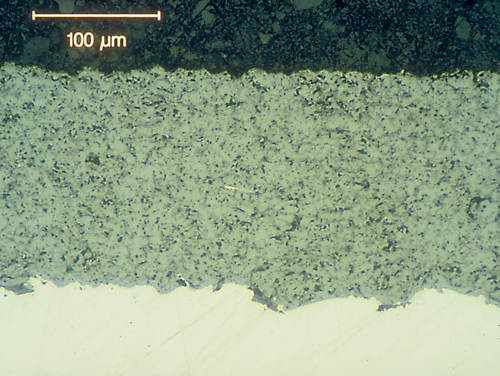
Fig. 15: Exemple 2: revêtement par projection céramique. Polissage avec suspension 3 µm
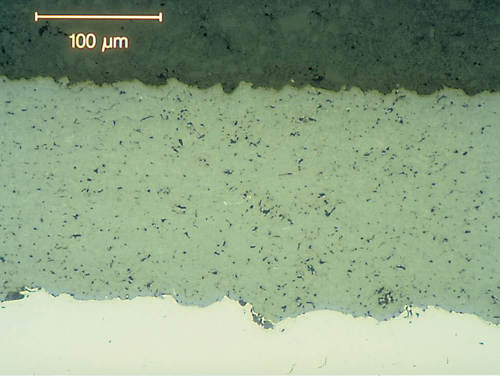
Fig. 16: Exemple 2: revêtement par projection céramique. Après polissage final
Traitement par attaque des revêtements par projection thermique
Le traitement par attaque est rarement utilisé sur les revêtements par projection thermique, car la structure principale est visible après le polissage final. Cependant, si la structure métallique doit être étudiée plus en détail, un traitement par attaque peut être nécessaire.
En règle générale, les réactifs d’attaque recommandés pour un matériau spécifique peuvent également être utilisés pour les revêtements par projection constitués du même matériau. Généralement, l’attaque sera plus homogène si le substrat est similaire au matériau du revêtement.
Les revêtements appliqués par projection sous atmosphère contrôlée contiennent peu d’oxydes, voire n’en contiennent pas. Il est donc difficile de déterminer la structure du revêtement. C’est pourquoi ces revêtements doivent être contrastés au moyen d’un traitement par attaque chimique.
Les revêtements appliqués par projection sous vide sur des superalliages à base de nickel et de cobalt peuvent être traités par attaque avec les mêmes solutions que celles utilisées pour le substrat, ou être traités par attaque électrolytique avec une solution aqueuse d’acide oxalique à 10%.
Les revêtements contenant du molybdène peuvent être révélés avec l’agent d’attaque suivant:
- 50 ml d’eau
- 50 ml de peroxyde d’hydrogène (3%)
- 50 ml d’ammoniaque
TÉLÉCHARGEZ LA NOTE D’APPLICATION INCLUANT LES MÉTHODES DE PRÉPARATION
Résumé
Les revêtements par projection thermique sont communément utilisés dans différentes industries pour conférer une qualité de surface ou une fonction spécifique à un substrat – généralement, pour améliorer la résistance du substrat à la corrosion, la chaleur ou l’usure. La métallographie est souvent utilisée pour estimer la porosité, la présence d’oxydes et de particules non fondues, ainsi que l’adhérence au substrat.
Les principales recommandations concernant la préparation des revêtements par projection thermique pour la préparation métallographique incluent notamment :
- Des procédures de prépolissage et de polissage incorrectes peuvent influencer l’analyse ; la préparation des matériaux doit donc être systématique, afin de rendre les résultats reproductibles.
- Il est important d’utiliser des meules de tronçonnage de précision adéquates, afin d’éviter toute fissuration du revêtement. Cette opération doit être suivie d’un enrobage avec une résine époxy,
- car les revêtements peuvent facilement être endommagés par un prépolissage grossier. Par conséquent, le prépolissage doit être effectué avec le grain le plus fin possible.
- Le prépolissage fin doit être effectué avec une suspension diamantée sur un disque rigide (afin d’éviter la formation de reliefs), suivi d’un polissage minutieux avec une suspension diamantée sur un drap de soie.
Apprenez-en davantage sur d’autres matériaux
Pour en savoir plus sur la matérialographie d’autres matériaux, consultez notre page consacrée aux matériaux.