Préparation métallographique des aciers à outils fortement alliés

Un nombre toujours croissant d’aciers à outils fortement alliés sont produits pour répondre aux besoins d’applications spécifiques de clients. Les équipes de contrôle de la qualité doivent donc effectuer la préparation métallographique et l’analyse de volumes toujours plus importants d’aciers à outils fortement alliés. Quelles sont les considérations essentielles lors de la préparation et l’analyse métallographiques des aciers à outils fortement alliés ?
Principales caractéristiques des aciers à outils fortement alliés
Les aciers peuvent généralement être classés dans trois grandes catégories en fonction de leur composition chimique :
- Aciers au carbone
- Aciers faiblement alliés contenant de faibles quantités d’éléments d’alliage
- Aciers fortement alliés contenant > 6 % d’éléments d’alliage
Les aciers à outils sont des aciers fortement alliés contenant de grandes quantités d’éléments d’alliage tels que le chrome, le nickel, le vanadium, le tungstène ou le molybdène. Ces éléments d’alliage sont utilisés pour augmenter la résistance à l’usure, la ténacité, la résistance ou la dureté de l’acier, ou pour lui conférer des propriétés spécifiques, telles que la résistance à la corrosion et à la chaleur, la conservation de la dureté à haute température, la conservation de la résistance à basse température, etc.
Analyse métallographique pour la production des aciers à outils fortement alliés
Dans la production des aciers à outils fortement alliés, l’analyse métallographique est essentielle pour garantir un produit de qualité. L’analyse métallographique des aciers à outils fortement alliés est principalement utilisée pour :
- Déterminer la répartition et la taille des carbures des aciers à outils
- Détecter la décarburation des aciers durcis, puis trempés
- Détecter les micro-ségrégations et les taux d’inclusion
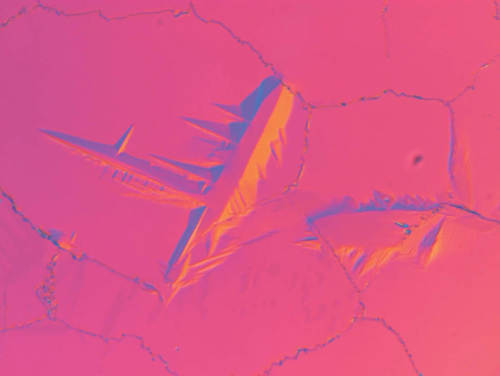
Fig. 1 : Moule en plastique d’acier attaqué avec du Picral à 5 %, révélant, à un grossissement élevé, la présence d’aiguilles et de plaques isolées dans une martensite autrement amorphe (grossissement : 1000x, DIC)
Relever les défis de la préparation métallographique des aciers à outils fortement alliés
Éviter les dommages thermiques
Le traitement thermique des aciers à outils fortement alliés est un critère de qualité, il est donc impératif d’éviter toute influence thermique durant le tronçonnage, afin de garantir une représentation fidèle de la microstructure réelle. Lors du tronçonnage de grandes sections, cette étape de la préparation doit être effectuée avec le plus grand soin.
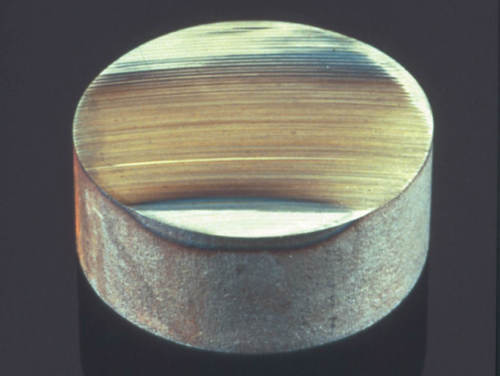
Fig. 2 : dommage thermique dû à de mauvaises conditions de tronçonnage
Préservation des carbures et des inclusions
La principale difficulté lors du prépolissage et du polissage des aciers à outils fortement alliés est de veiller à la préservation des carbures et des inclusions non métalliques. Dans les aciers à outils travaillés à froid, les carbures primaires sont très gros et se fracturent facilement pendant le prépolissage. Dans les aciers entièrement recuits, les carbures secondaires sont très fins et peuvent facilement être arrachés à la matrice plus tendre.
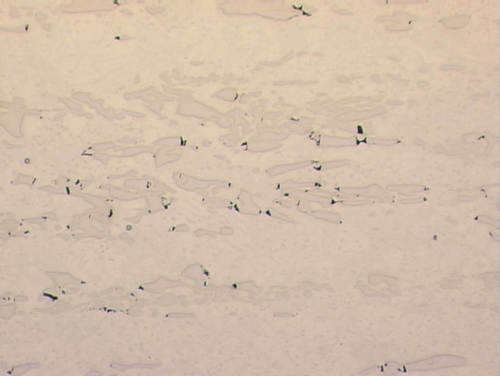
Fig. 3 : Carbures primaires fracturés (grossissement : 200x)
Traitement en grand volume d’aciers à outils fortement alliés
Pour les équipes de contrôle de la qualité impliquées dans la production d’aciers à outils fortement alliés, le traitement de grands volumes d’échantillons exige une organisation très efficace du flux de travail, des équipements automatiques et des procédures normalisées.
Recommandations pour le tronçonnage et l’enrobage d’aciers à outils fortement alliés
Tronçonnage
La majorité des échantillons d’aciers à outils fortement alliés sont tronçonnés dans des dimensions normalisées, par des moyens mécaniques grossiers, à partir de brames et de matériaux issus de laminoirs ébaucheurs. Les tronçonnages critiques d’échantillons de traitement thermique ou pour l’analyse des défaillances sont toujours réalisés avec une machine de tronçonnage métallographique.
Les aciers à outils fortement alliés sont extrêmement sensibles aux dommages thermiques :
- Un soin particulier doit être apporté au choix de la meule de tronçonnage appropriée.
- Le refroidissement doit être suffisant pour éviter les dommages thermiques.
- L’utilisation de meules de tronçonnage en oxyde d’aluminium tendre ou en nitrure de bore cubique avec un liant de résine est recommandé.
Enrobage
Les échantillons d’aciers à outils fortement alliés peuvent être laissés sans enrobage ou être enrobés à chaud ou à froid.
- Les échantillons avec traitement de surface nécessitant une bonne netteté des bords doivent être enrobés sous pression à chaud avec des résines renforcées en fibres (DuroFast).
- Les échantillons qui ne nécessitent pas de netteté des bords peuvent être laissés sans enrobage si leurs dimensions sont adaptées aux porte-échantillons.
- La normalisation des dimensions des échantillons peut être un avantage lors du traitement en grands volumes. Dans ce cas, l’utilisation de moules d’enrobage rectangulaires en silicone (FlexiForm) est recommandée. Il est également important d’utiliser une résine d’enrobage à froid offrant un retrait limité pour éviter toute contamination.
Pour en savoir plus
- Pour enrichir vos connaissances, votre expertise et votre savoir-faire dans ce domaine, veuillez vous reporter aux sections consacrées au prépolissage et au polissage.
- Découvrez notre gamme d’équipements de tronçonnage et d’enrobage.
- Trouvez des consommables et des accessoires de tronçonnage, ainsi que des consommables et des accessoires d’enrobage.
Recommandations pour le prépolissage et le polissage d’aciers à outils fortement alliés
Lors de la préparation d’aciers à outils fortement alliés pour l’analyse métallographique, la forme, la quantité et la taille des carbures doivent être représentées avec précision. En outre, les inclusions non métalliques doivent être conservées dans une matrice non déformée.
- Il est recommandé de traiter les grands volumes sur des machines de prépolissage et de polissage entièrement automatiques, qui garantissent un flux de travail rapide et efficace et des résultats reproductibles.
- Les aciers à outils sont durs. C’est pourquoi le prépolissage fin diamanté est plus efficace et plus économique que le prépolissage avec une feuille de carbure de silicium.
- Parfois, un polissage final aux oxydes peut permettre de contraster et d’identifier les carbures.

Tableau 1 : méthode de préparation des aciers à outils fortement alliés sur les grands équipements automatiques.
Les suspensions diamantées DiaPro peuvent être remplacées par la suspension diamantée DP-Diamond P, comme suit : Pour l’étape FG à 9 μm, DP 2 à 1 μm avec lubrifiant DP bleu/vert.

Tableau 2 : méthode de préparation des aciers à outils fortement alliés sur les équipements semi-automatiques d’établi.
Les suspensions diamantées DiaPro peuvent être remplacées par la suspension diamantée DP-Diamond P, comme suit : Pour l’étape FG 1 à 9 μm, DP 1 à 3 μm, DP 2 à 1 µm avec lubrifiant DP bleu/vert.
Pour en savoir plus
- Pour enrichir vos connaissances et votre expertise dans ce domaine, veuillez vous reporter à notre section consacrée au prépolissage et au polissage.
- Découvrez notre gamme de machines et d’équipements de prépolissage et de polissage.
- Procurez-vous des consommables et des accessoires pour le prépolissage et le polissage métallographiques.
Recommandations pour l’attaque d’aciers à outils fortement alliés
En règle générale, les échantillons d’aciers à outils fortement alliés sont examinés sans attaque, afin d’identifier les inclusions, ainsi que les formations et la taille des carbures. Pour révéler la microstructure, on utilise différentes concentrations de Nital ou de Picral.
Par exemple, pour révéler la distribution des carbures dans un acier travaillé à froid, une attaque avec du Nital à 10 % permet d’obtenir une matrice foncée, sur laquelle ressortent les carbures primaires blancs. Pour une perlite globulaire fine, une brève immersion dans de l’acide picrique suivie d’une attaque avec du Nital à 2 % produit de bons contrastes et évite la formation de taches.
Solution d’attaque au Nital :
100 ml d’éthanol
2-10 ml d’acide nitrique (attention : ne pas dépasser 10 % de la solution, car celle-ci deviendrait explosive !)
Solution d’attaque au Picral :
100 ml d’éthanol
1-5 ml d’acide hydrochlorique
1-4 g d’acide picrique
Fig. 5 : aciers à outils travaillé à froid, attaque avec du Nital à 10 % ; les carbures primaires ressortent en blanc.

Fig. 6 : aciers à outils travaillés à chaud, attaque avec du Picral et du Nital, perlite globulaire (grossissement : 500x)
Interprétation des microstructures des aciers à outils fortement alliés
En règle générale, les aciers fortement alliés comportent les mêmes phases structurelles que les alliages fer-carbone classiques : ferrite, perlite, martensite et austénite. Cependant, la solution solide peut absorber une certaine quantité d’éléments d’alliage.
Répartition du carbone
Le carbone forme des carbures complexes avec certains éléments d’alliage tels que le chrome, le tungstène et le vanadium. Par ailleurs, la solubilité du carbone dans le fer change.
- L’ajout d’éléments d’alliage tels que le silicium, le chrome, le tungstène, le molybdène et le vanadium augmente la surface alpha du diagramme d’équilibre fer-carbone.
- L’ajout de nickel et de manganèse élargit la surface gamma.
Ces caractéristiques influencent la transformation temps-température, qui est particulièrement importante pour le traitement thermique des aciers à outils fortement alliés.
La répartition homogène des carbures des aciers à outils fortement alliés peut être améliorée par un procédé de métallurgie des poudres suivi d’une compression isostatique à chaud. Le résultat est un acier homogène, exempt de ségrégation, particulièrement adapté aux géométries d’outils non conventionnelles, dont la production mécanique serait coûteuse.
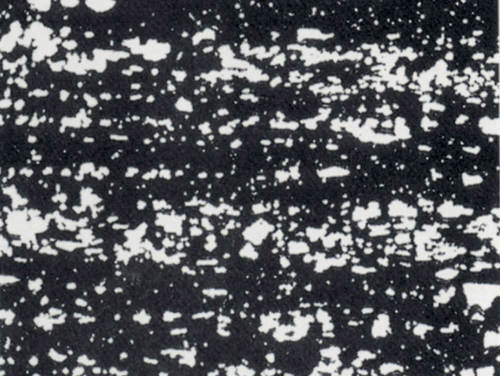
Fig. 7 : répartition des carbures dans un acier conventionnel
Fig. 8 : répartition des carbures dans un acier pulvérulent
Aciers à outils fortement alliés travaillés à froid
La structure primaire des aciers à outils travaillés à froid est une lédéburite. La structure grossière est transformée, par laminage à chaud ou forgeage, en matrice ferritique-perlitique avec de grands carbures primaires. Un processus de recuit complet permet ensuite de façonner les carbures secondaires fins.
Fig. 9 : aciers à outils travaillés à froid après formage à chaud initial, légèrement contrastés par un bref polissage final aux oxydes, présentant des carbures primaires de grande taille dans une matrice ferritique-perlitique (grossissement : 200x)
Fig. 10 : aciers à outils travaillés à froid avec traitement thermique complet, présentant des carbures secondaires très finement dispersés et des carbures primaires blancs de petite taille (grossissement : 200x)
Aciers à outils fortement alliés travaillés à chaud
Les aciers à outils travaillés à chaud avec un traitement thermique complet présentent idéalement une matrice martensitique trempée contenant une perlite globulaire très fine. Une composition chimique inégale peut entraîner des problèmes de corrosion. Il est donc important que les ségrégations de la structure primaire soient homogénéisées autant que possible par un traitement thermique.
Fig. 11 : aciers à outils travaillés à chaud présentant des ségrégations (grossissement : 100x)
Acier pour moule d’injection plastique
L’acier pour moule d’injection plastique est un acier à outils résistant à la corrosion, qui présente une martensite « amorphe » avec des veines de carbures avant le traitement thermique. Après recuit, il présente des carbures finement dispersés.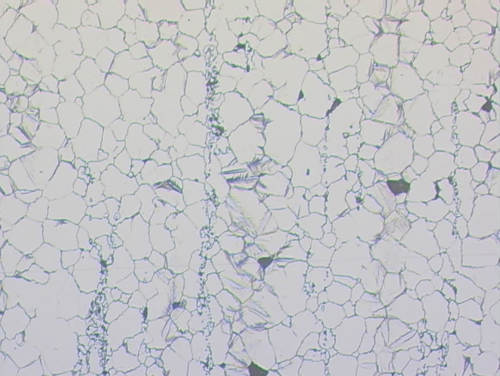
Fig. 12 : acier pour moule d’injection plastique, attaque avec du Picral 5 %, martensite amorphe avec veines de carbures primaires (grossissement : 100x)
Fig. 13 : l’acier pour moule d’injection plastique après recuit présente des carbures très fins (grossissement : 500x)
TÉLÉCHARGEZ LA NOTE D’APPLICATION INCLUANT LES MÉTHODES DE PRÉPARATION
Résumé
L’inspection métallographique, de la coulée initiale aux produits finaux avec traitement thermique, est un outil indispensable pour contrôler les procédés de fabrication et de traitement thermique des aciers fortement alliés.
Les principaux défis en matière de préparation métallographique sont la gestion du grand volume d’échantillons et l’obtention de finis de surface constamment excellents. La taille, la forme et la répartition des carbures et des inclusions sont les principaux indicateurs de qualité des aciers à outils fortement alliés, il donc est essentiel qu’ils soient conservés durant la préparation.
- Le prépolissage et le polissage automatiques, avec utilisation de suspensions diamantées pour le prépolissage fin et le polissage, offrent des résultats satisfaisants et reproductibles.
- L’utilisation d’une méthode de préparation applicable à tous les types d’aciers à outils rend la manipulation plus facile et plus efficace.
Apprenez-en davantage sur d’autres matériaux
Pour en savoir plus sur la matérialographie d’autres métaux et matériaux, veuillez vous reporter à notre page consacrée aux matériaux.
Procurez-vous la note d’application complète
Vous souhaitez lire la note d’application intégrale consacrée à la préparation métallographique des aciers à outils fortement alliés ? Téléchargez-la ici.

Toutes les images ont été fournies par Kelsey Torboli, spécialiste d'application aux États-Unis
Pour plus d’informations sur la préparation métallographique des aciers à outils, veuillez contacter nos spécialistes d'application.