Comment enrober à froid

Certaines étapes sont impératives avant de procéder à l’enrobage. Celles-ci sont essentielles pour l’obtention d’un bon enrobage :
- Nettoyer l’échantillon. L’échantillon doit être nettoyé avant d'être enrobé afin d'améliorer l’adhérence entre la résine d’enrobage et l’échantillon. Utiliser de l’acétone ou au moins de l’alcool. Le nettoyage dans un bac à ultrasons pourrait s'avérer nécessaire. Ne pas oublier de sécher l’échantillon. Le nettoyage des échantillons doit se faire en portant des gants ou à l’aide d'une pince.
- Ajuster la taille de l’échantillon à celle du moule d’enrobage.
Types d’enrobage à froid
Il existe deux types de résines d’enrobage à froid Les résines époxy et les résines acryliques

Résines époxy
Les résines époxy sont adaptées à l’enrobage de tous les types de matériaux et sont spécialement recommandées pour l’imprégnation sous vide. Les résines époxy présentent le taux de retrait le plus faible de toutes les résines d’enrobage à froid. Le temps de polymérisation est relativement long, mais l'adhérence à la plupart des matériaux est excellente. La polymérisation est une réaction chimique qui débute dès lors que les constituants sont mélangés dans les bonnes proportions. La résine époxy polymérisée est un duroplastique qui n’est affecté ni par l'exposition à une température modérée ni par les produits chimiques. Les résines époxy de Struers sont constituées de deux composants : une résine et un durcisseur. Les résines époxy présentent différentes propriétés parmi lesquelles une faible pression de vapeur, une transparence, une bonne adhésion, une faible viscosité et aucun retrait. Le dosage résine:durcisseur étant crucial; les deux éléments doivent être pesés avec soin afin d’obtenir le meilleur enrobage possible. Si vous ne pouvez doser qu'en volume, l'utilisation de seringues permet de déterminer avec précision les quantités de résine et de durcisseur.
Polymérisation
Le temps de polymérisation des résines époxy dépend de la quantité de résine. En présence de faibles quantités, le processus peut prendre plus de temps vu que ces conditions limitent la réaction exothermique générée lors de la polymérisation. Les quantités plus importantes d’époxy entraîneront une accélération du processus de polymérisation car la réaction exothermique sera favorisée. Dans certaines conditions, il est possible d’atteindre des températures de pointe d’environ 150-200 °C/302-392 °F. Pour éviter cela et obtenir des résultats d’enrobage plus uniformes, une unité de séchage peut être utilisée pour contrôler la température pendant le processus de durcissement. La résine durcit lors de la réaction de polymérisation. La polymérisation est une réaction chimique générant de la chaleur. La chaleur variera en fonction du type et de la quantité de résine. Certaines résines d’enrobage auront des pics de température bien supérieurs à 100 °C.
Imprégnation sous vide
Les matériaux fragiles et poreux, tels que la céramique ou les revêtements plasma, nécessitent une imprégnation sous vide. L'imprégnation sous vide s’effectue dans un compartiment à vide à environ 0,1-0,15 bar. Toutes les porosités débouchantes en surface sont remplies de résine. La résine permet ainsi de renforcer ces matériaux fragiles. Cela permet aussi de minimiser les artefacts de préparation tels que les arrachements, fissures ou porosités bouchées. Seules les résines époxy peuvent être utilisées pour l'imprégnation sous vide en raison de leur faible viscosité et de leur faible pression de vapeur. Un colorant fluorescent peut être ajouté à l’époxy afin d’identifier facilement tous les porosités à la lumière fluorescente. Placer l’échantillon au centre du moule d'enrobage et le positionner dans la chambre à vide. Fermer le couvercle et laisser évacuer la chambre. Le dégazage dure quelques minutes afin de s’assurer qu’il n’y ait plus d’air dans les porosités et les fissures. Ouvrir la vanne permettant de faire pénétrer, par dépression, la résine époxy dans le compartiment. Une fois l’échantillon complètement recouvert de résine, fermer la vanne et couper la pompe à vide. Sous l’effet de la pression atmosphérique, l’époxy s'introduira dans les porosités et les fissures.



Résines acryliques
Les résines acryliques sont faciles à mettre en œuvre et présentent des temps de polymérisation courts, un retrait très limité et d’excellentes propriétés d’enrobage. Elles sont adaptées à la fois à l’enrobage en série d'échantillons de forme irrégulière pour le contrôle de routine ou aux échantillons individuels. Les résines acryliques sont disponibles avec et sans charge minérale. Elles peuvent être colorées lorsqu'une identification par la couleur est requise. Lors du mélange des résines acryliques, il est recommandé d’ajouter la poudre au liquide (durcisseur) afin d’obtenir une résine plus uniforme.
Choix du moule d'enrobage
Il faut tenir compte du type et de la taille du moule.
Taille
Le moule doit garantir une distance de 5 mm entre l'échantillon et le bord de l’enrobage final afin de minimiser le risque de fissures. Un moule beaucoup trop grand par rapport à la taille de l'échantillon entraînera une génération excessive de chaleur pouvant endommager l’échantillon. Le retrait augmentera également si la quantité de résine est trop importante par rapport à l’échantillon.
Matériau
Un durcisseur époxy abîmera les moules en silicone, réduira leur durée de vie ainsi que la transparence de l’enrobage. En ce qui concerne le type de moule pour les résines acryliques, cette restriction ne s'applique pas.
Processus d’enrobage
Choisir un moule d'enrobage et y installer l’échantillon propre et sec. Déterminer les quantités précises des constituants de la résine, soit en volume, soit en poids. Mélanger soigneusement les constituants, verser la résine mélangée sur l'échantillon et laisser polymériser dans le moule. Les temps de mélange et de polymérisation sont des paramètres importants pour obtenir un enrobage de qualité supérieure. Les recommandations mentionnées dans la notice d'utilisation doivent absolument être respectées.
Résistance aux produits chimiques courants
Tous les résines d’enrobage à froid sont résistantes aux réactifs d’attaque courants. Cependant, certaines résines d’enrobage à froid réagissent avec les solvants organiques tels que l’acétone, l’alcool, etc.



Maintien des échantillons
Des clips (en métal ou en plastique) permettent de maintenir les plaques, feuilles et câbles minces. Un scotch double face peut être utilisé pour maintenir les échantillons de forme irrégulière. Les adhésifs liquides peuvent réagir avec certaines résines d’enrobage à froid. Les échantillons qui sont trop petits pour être maintenus au moyen d’un clip (par ex. certains composants électroniques) peuvent être mis en position verticale pendant l’enrobage en les fixant au fond du moule à l’aide d’une goutte de colle à prise rapide.
Choix de la résine / Guide de sélection
Le choix de la résine d’enrobage est important afin d’obtenir le résultat requis et de répondre aux exigences de vos échantillons.
L’objectif de ce guide est de fournir des informations, conseils et astuces détaillés concernant les différentes résines d’enrobage à froid. Accédez au Guide de Sélection des Résines à Froid
Résine acrylique
| Applications spéciales | Netteté des bords/utilisation générale | ||||
| Nom de la résine |
ViaFix*
|
ClaroCit
|
LevoCit
|
VersoCit-2
|
DuroCit-3
|
| Application |
Vias et microvias Caractéristiques idéales pour le remplissage des vias et microvias, en raison de sa faible viscosité. |
Extrême transparence Enrobages transparents pour une utilisation universelle. Utilisable pour la préparation des cibles. La polymérisation sous pression améliorera la transparence. |
Netteté des bords et basse température Idéal pour les métaux non ferreux et les métaux ferreux tendres, ainsi que pour les échantillons sensibles à la chaleur. |
Rapidité - Routine Examen de routine de matériaux tendres à moyennement durs. |
Netteté des bords Rétrécissement minimal et très bonne rétention des bords sur les métaux ferreux durs et moyennement durs ainsi que sur la céramique, les carbures, etc. |
| Niveau de retrait | Moyen | Moyen | Faible | Élevé | Très faible |
| Netteté des bords | Correcte | Correcte | Bonne | Correcte | Bonne |
| Taux d’enlèvement de matière | Élevé | Élevé | Moyen | Élevé | Faible |
| Dureté de l’enrobage | 83 Shore D | 85 Shore D | 84 Shore D | 82 Shore D | 85 Shore D |
| Temps de polymérisation** | 20 min | 20 min | 20 min | 10 min | 30 min |
| Pic de température | 115 °C/239 °F | 90 °C/194 °F | 75 °C/167 °F | 100 °C/212 °F | 138 °C/280 °F |
| Viscosité | Faible | Moyenne | Moyenne | Moyenne | Moyen |



Résine époxy :
| Netteté des bords/utilisation générale | Vitesse optimisée | ||||
| Nom de la résine |
EpoFix
|
SpeciFix-40
|
CaldoFix-2
|
ProntoFix standard
|
ProntoFix accelerated
|
| Application |
Sous vide et basse température Très faible retrait et idéal pour l’imprégnation sous vide des pores et des fissures. Idéal pour les échantillons sensibles à la chaleur et couverture de tous les matériaux. |
Haute adhérence Enrobages très clairs qui durcissent relativement vite. Polymérisation dans un four ou une Drybox, tout en conservant un faible retrait. |
Imprégnation sous vide Temps de polymérisation court et faible viscosité pour une imprégnation optimale. L’enrobage époxy de Struers le plus dur disponible. |
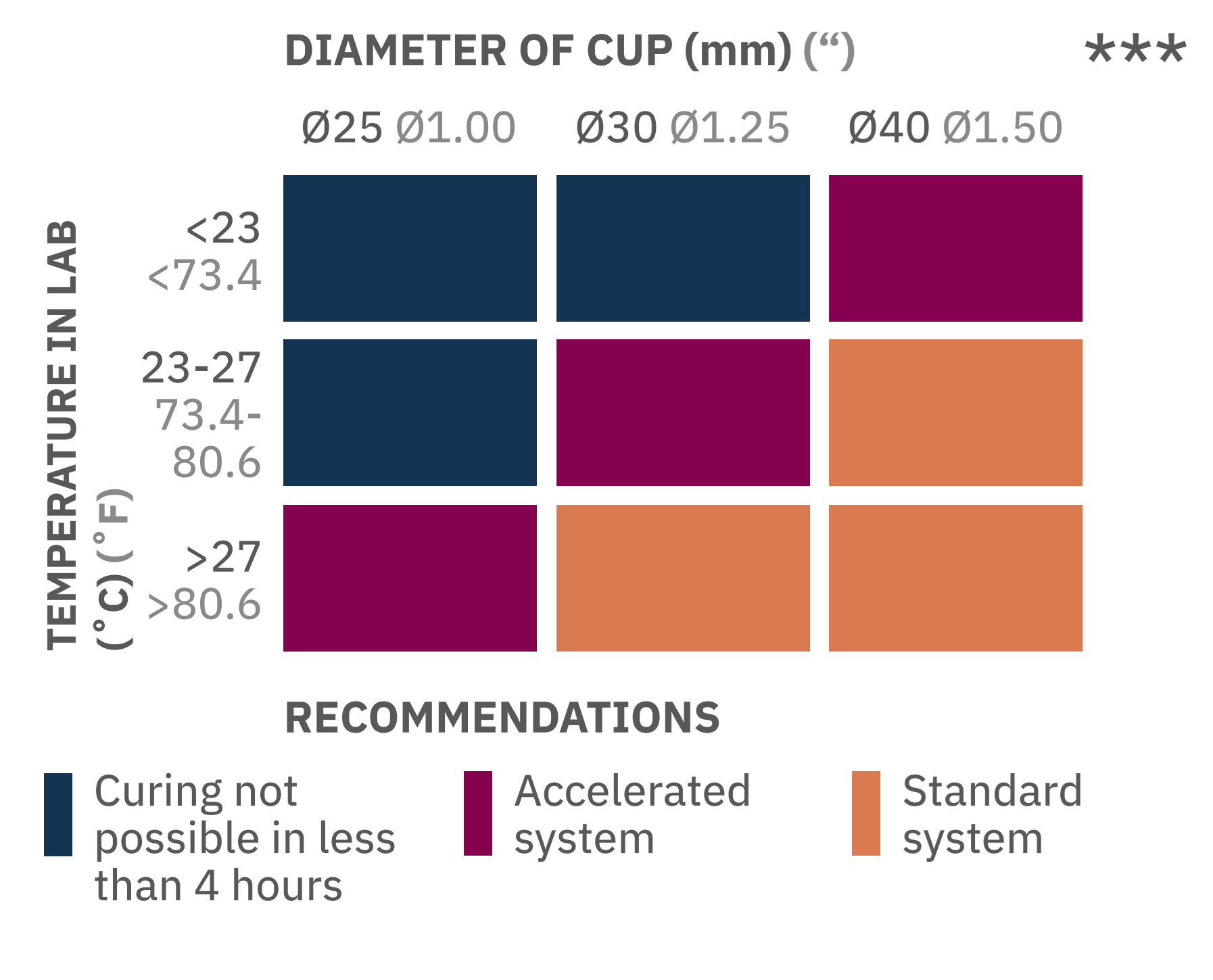
Rapide sans four Résine époxy avec temps de polymérisation optimisé. Excellente adhérence et pénétration optimale dans les fissures et les pores lors de l’imprégnation sous vide. L’utilisation de la version standard ou accélérée dépend du diamètre de la coupelle d’enrobage et de la température du laboratoire – voir le tableau : |
|
| Niveau de retrait | Très faible | Très faible | Très faible | Très faible | |
| Netteté des bords | Bonne | Bonne | Bonne | Bonne | |
| Taux d’enlèvement de matière | Élevé | Élevé | Élevé | Élevé | |
| Dureté de l’enrobage | 78 Shore D | 82 Shore D | 85 Shore D | 83 Shore D | |
| Polymérisation | 12 heures* | 3,5 heures* (four à 50 °C/122 °F) |
90 min* (four à 75 °C/167 °F) |
90 min. * | 90 min. * |
| Pic de température | 40 °C/104 °F | 100 °C/212 °F | 170 °C/338 °F | 140 °C/284 °F | 140 °C/284 °F |
| Viscosité | Faible | Faible | Faible | Très faible |




Diagnostic - enrobage à froid, époxy
Diagnostic - enrobage à froid, acrylique
Vous recherchez des consommables ?
Commandez vos consommables directement sur notre Webshop.