Métallographie des composants nitrurés et nitrocarburés

Les composants nitrurés et nitrocarburés sont des produits métallographiques courants. Cette note d’application présente une méthode éprouvée pour la préparation rapide et précise de composants nitrurés et nitrocarburés, sans écaillage ni fissuration et avec une netteté des bords satisfaisante.
Qu’est-ce que la nitruration ?
La nitruration est un processus thermochimique au cours duquel la surface d’un métal ferreux, tel que l’acier, est enrichie en azote. Une couche de nitrure dure et résistante à l’usure est ainsi obtenue, et la résistance à la fatigue et à la corrosion se voit considérablement améliorée.
Il existe deux processus de nitruration courants :
- Nitruration : seul l’azote est utilisé pour enrichir le métal. Cette méthode est généralement utilisée sur les aciers faiblement alliés à faible teneur en carbone, ainsi que sur les alliages ferreux, le titane, l'aluminium et le molybdène.
- Nitrocarburation : en plus de l’azote, de petites quantités de carbone sont utilisées pour enrichir le métal. Cette méthode est le plus souvent utilisée sur les alliages ferreux.
Problèmes liés à la préparation de composants nitrurés et nitrocarburés
Pour les composants nitrurés et nitrocarburés, la métallographie est le plus souvent requise pour contrôler le processus de nitruration thermochimique pendant la fabrication, ainsi que pour l’analyse des défauts. Dans les deux applications, l’approche de la métallographie reste la même.
Le métallographe doit faire face à deux problèmes majeurs lorsqu’il prépare des composants nitrurés et nitrocarburés.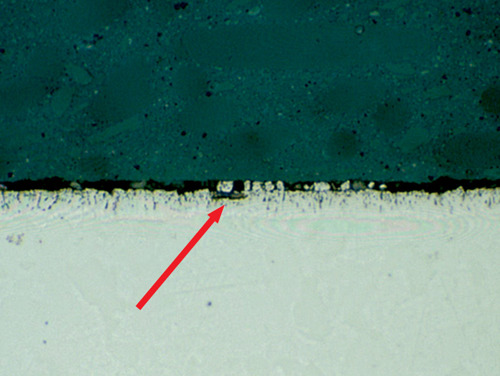
Fig. 1 : Une fente due au retrait entre l’échantillon et la résine d’enrobage risque de retenir les abrasifs et de provoquer l’écaillage de la couche de nitrure.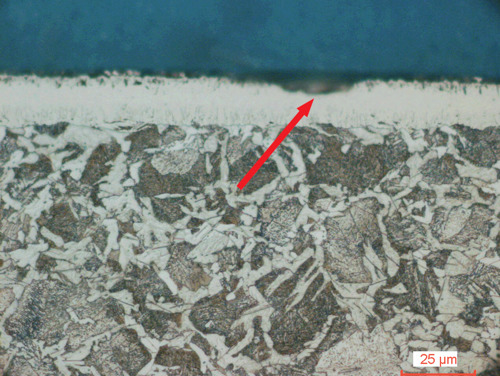
Fig. 2 : Arrondissement des bords : Une mauvaise netteté des bords peut affecter la mise au point lors de l'examen à fort grossissement.
Pour une description complète de la manière de remédier à ces problèmes, téléchargez la note d’application complète.
Composition de la couche nitrurée
La couche nitrurée se compose de deux tranches, une couche de combinaison et une zone de diffusion. L’épaisseur des deux couches dépend de différents paramètres, notamment de la composition du métal de base, de la durée du processus de nitruration thermochimique et de la température utilisée.
Composition de la couche de combinaison
La couche de combinaison se compose de deux phases de nitrure de fer : ε (Fe3N) et γ’ (Fe4N). Connue sous le nom de « couche blanche », car elle reste blanche après l'attaque au Nital, la couche de combinaison ne contient pas de métal. Il s’agit plutôt d’une phase non métallique formée par le fer et l’azote. Cette couche est relativement dure et la dureté augmente avec la profondeur de la couche cémentée. Une zone poreuse se trouve à l'extérieur de la couche de combinaison.
Composition de la zone de diffusion
La zone de diffusion se trouve directement sous la couche de combinaison. Elle contient de l’azote en solution solide, ainsi que des nitrures métalliques stables formés par les éléments d’alliage et apparaissant sous forme d’aiguilles, tels que l’aluminium, le molybdène, le chrome et le tungstène. Ces aiguilles de nitrure peuvent être attaquées pour que la zone de diffusion devienne visible et que son épaisseur puisse être mesurée.
Pour en savoir plus sur la composition, l’épaisseur et la dureté de la couche de nitrure, téléchargez la note d’application complète.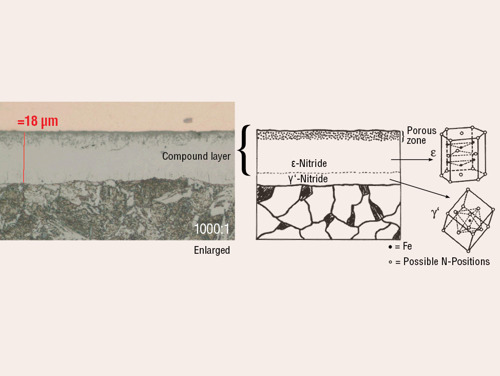
Fig. 3 : Composition de la couche de nitrure.
Processus de nitruration thermochimique
Il existe trois processus de nitruration communément utilisés. La méthode choisie dépend de l’application spécifique des composants nitrurés finaux.
Les processus de nitruration sont décrits brièvement ci-dessous. Pour obtenir une description détaillée des processus et de la manière dont chacun affecte les propriétés des composants ou pièces nitrurés, téléchargez la note d’application complète.
Nitrocarburation en bain de sel
Après le préchauffage, les composants sont immergés dans un bain de sel composé de cyanate alcalin et de carbonate alcalin. Par oxydation et réaction thermique, le cyanate alcalin dégage de l’azote et du carbone qui se diffusent dans la surface du métal.
Après la carbonitruration en bain de sel, le composant est trempé dans un bain de sel oxydant. Cela produit un oxyde de fer noir (Fe3O4) qui remplit les pores de la couche de combinaison et agit comme une protection supplémentaire contre la corrosion.
- Applications types : Pièces pour l’industrie automobile, telles que les tiges de piston, les arbres à cames et les engrenages, et les pièces utilisées dans les industries aéronautique et offshore ainsi que dans le génie mécanique.
Nitruration et carbonitruration gazeuses
Dans la nitruration gazeuse, le composant est placé dans un four de nitruration à cloche hermétique. Lorsque la température de nitruration est atteinte, de l’ammoniac est introduit dans le four. Lorsque l’ammoniac réagit avec le métal, il se décompose et libère de l’azote frais qui se diffuse dans la surface du métal. Lors de la nitrocarburation, du carbone est ajouté au gaz.
- Applications types : Broches de machine, corps de pompe en fonte ductile, mécanismes de verrouillage de porte, composants de pompe à eau et pistons pour compresseurs de gaz.
Nitruration et nitrocarburation ioniques
La nitruration ionique est réalisée dans une atmosphère azote/hydrogène. Le plasma est produit dans un compartiment à vide sous haute tension. Dans un tel environnement, le composant métallique agit comme une cathode et le compartiment à vide comme une anode. Le processus de nitrocarburation ionique est identique, mais des gaz contenant du carbone sont ajoutés.
- Applications types : Comme la nitruration ionique permet d'obtenir une vaste gamme de couches de nitrure, les composants peuvent être utilisés pour de nombreuses applications différentes. Il s’agit notamment des arbres à cames et des vilebrequins dans les moteurs haute performance, des broches de machines, des matrices de découpe pour carrosserie, des soupapes de moteur résistantes à la corrosion et des outils de découpe de l'acier à grande vitesse.
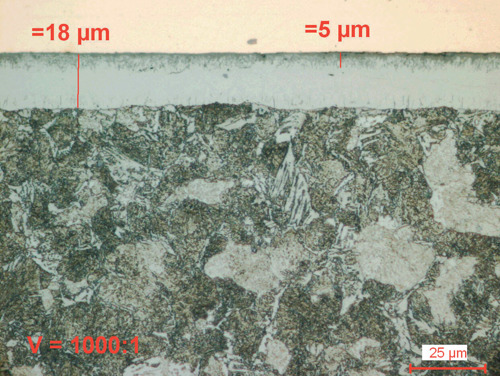
Fig. 4 : Alliage d’acier nitrocarburé en bain de sel (16MnCr5), attaqué au Nital 1 %. La zone de diffusion devient sombre après l'attaque et laisse apparaître une couche de combinaison blanche avec une zone poreuse.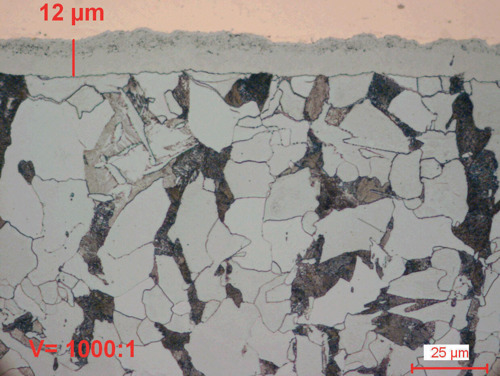
Fig. 5 : Acier au carbone nitrocarburé au gaz (580 °C pendant 1,5 heure).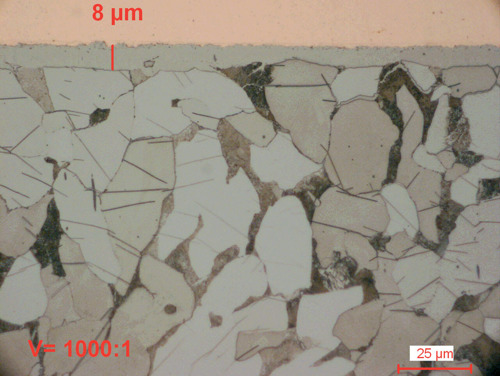
Fig. 6 : Acier au carbone nitrocarburé au plasma (570 °C pendant 6 heures). Les deux couches de nitrure sont dépourvues de zone poreuse et présentent un très beau fini de surface.
Préparation métallographique des composants nitrurés et nitrocarburés
Les principaux problèmes rencontrés lors de la préparation des composants nitrurés et nitrocarburés sont l’écaillage (de la zone poreuse) et la fissuration (de la zone de combinaison) lors de la première étape de prépolissage. De plus, un enrobage inadapté et un polissage excessif réalisé avec des draps doux peuvent donner lieu à des bords arrondis, ce qui complique la mesure et l’évaluation de l’épaisseur lors d'un examen à fort grossissement.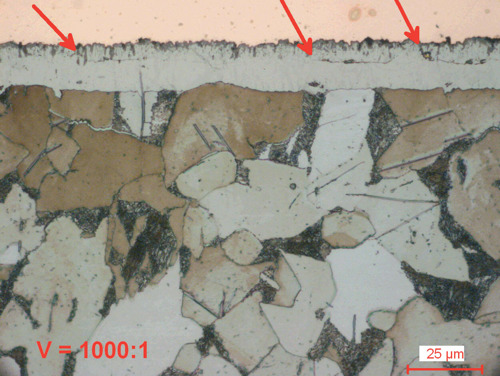
Fig. 7 : Fissures dans le revêtement apparues au cours de la préparation.
Vous trouverez ci-dessous quelques recommandations pour remédier à ces problèmes. Pour obtenir une description plus détaillée de la façon de préparer des composants nitrurés et nitrocarburés de manière précise et rapide pour l’analyse métallographique, téléchargez la note d’application complète.
Tronçonnage/coupe : Comment éviter d’endommager la couche de nitrure
- Tronçonnez les composants nitrurés et nitrocarburés à l'aide d'une tronçonneuse refroidie par eau.
- Utilisez une meule de tronçonnage en oxyde d’aluminium. Choisissez votre meule de tronçonnage en fonction de la dureté du composant.
Enrobage : Comment éviter les fentes dues au retrait sur les échantillons nitrurés et nitrocarburés
- L’enrobage à chaud avec une résine renforcée en fibres, telle que la DuroFast, est recommandé.
- Pour améliorer la netteté des bords, enveloppez l’échantillon découpé dans une fine feuille de cuivre pur avant l’enrobage.
En outre, la couleur du cuivre améliore également le contraste du revêtement avec la résine d’enrobage, ce qui est particulièrement utile lors de l’utilisation de composants oxydés.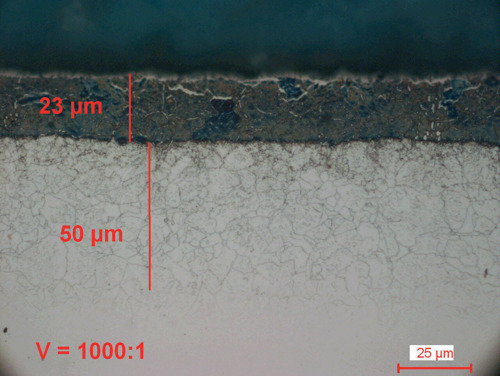
Fig. 8 : Acier fortement allié (X45CrSi9V) nitrocarburé en bain de sel, oxydé et attaqué au Nital 1 %. La zone de diffusion attaquée devient sombre. La couche de combinaison ne peut pas être distinguée de la résine d’enrobage.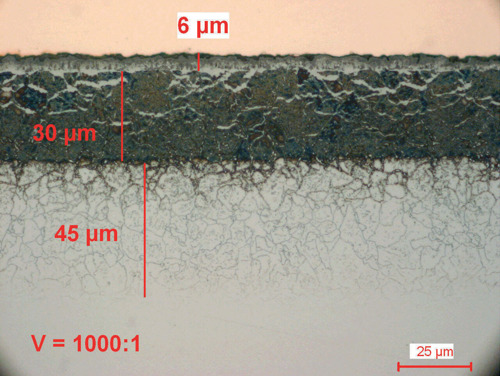
Fig. 9 : Identique à la Fig. 8, enrobée avec une feuille de cuivre. La couche de combinaison est clairement visible sur la feuille de cuivre et peut être mesurée.
En savoir plus sur le tronçonnage et l’enrobage
- Pour enrichir vos connaissances, votre expertise et votre savoir-faire dans ce domaine, reportez-vous aux sections consacrées au tronçonnage et à l’enrobage.
- Découvrez notre gamme d'équipements, d'accessoires et de consommables destinés au tronçonnage.
- Découvrez notre gamme d’équipements et de consommables destinés à l'enrobage.
Prépolissage et polissage Comment garantir une netteté des bords satisfaisante sur les échantillons nitrurés et nitrocarburés
- Le prépolissage plan doit être effectué avec une feuille/du papier de carbure de silicium.
- Pour garantir une netteté des bords satisfaisante :
- Procédez à un prépolissage fin avec un diamant sur un disque rigide (MD-Largo).
- Poursuivez avec un polissage diamanté sur un drap en acétate satiné tissé (MD-Dac).
- Terminez par un bref polissage avec 1 μm de diamant ou de silice colloïdale.
En savoir plus sur le prépolissage et le polissage
- Pour enrichir votre savoir-faire, vos connaissances et votre expertise, reportez-vous à notre section consacrée au prépolissage et au polissage.
- Découvrez notre gamme d'équipements et de produits destinés au prépolissage et au polissage.
- Trouvez des consommables et des accessoires destinés au prépolissage et au polissage métallographiques.
Recommandations pour le prépolissage et le polissage des revêtements nitrurés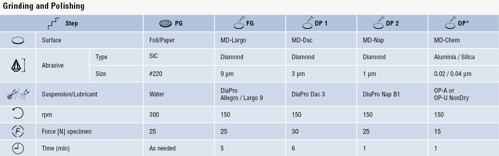
Attaque : Comment attaquer des échantillons nitrurés et nitrocarburés
- Pour l'évaluation de la zone poreuse, le revêtement en nitrure est d’abord examiné avant l’attaque de l’échantillon de métal nitruré.
- L’attaque au Nital 1-3 % laisse apparaître une couche de combinaison blanche. Dans les aciers alliés nitrurés, la zone de diffusion sera également sombre.
- Pour identifier la zone de diffusion dans les aciers nitrurés à faible teneur en carbone, chauffez l’échantillon à 300 °C pendant 45 minutes, puis attaquez-le avec du Nital 1 %.
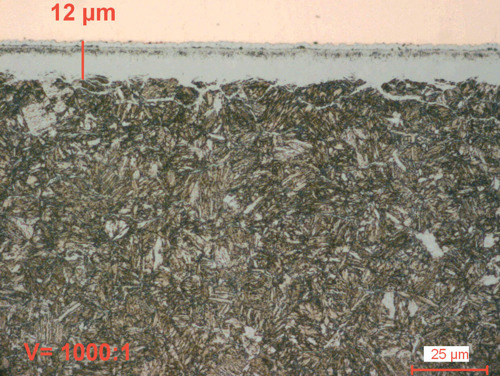
Fig. 10 : Acier allié (42CrMo4), nitruré au gaz (510 °C pendant 36 heures) et attaque au Nital 1 %. La zone de diffusion sombre, la couche de combinaison blanche et la zone poreuse sont visibles.
Téléchargez la note d’application complète pour obtenir une méthode de préparation étape par étape éprouvée pour les composants nitrurés et nitrocarburés.
La matérialographie des composants nitrurés et nitrocarburés
Le processus de nitruration thermochimique améliore la résistance à l’usure et à la corrosion des composants métalliques en enrichissant la surface avec de l’azote et, dans certains cas, de petites quantités de carbone. Il existe trois processus de nitruration qui donnent tous une surface de nitrure très dure, composée d’une couche de combinaison et d’une zone de diffusion.
La métallographie des composants nitrurés et nitrocarburés est principalement utilisée pour contrôler la qualité du processus de nitruration et pour l’analyse des défauts.
Les métallographes doivent faire face à deux problèmes majeurs lorsqu’ils travaillent sur des composants nitrurés et nitrocarburés : Les couches de nitrure peuvent s'écailler ou se fissurer pendant le tronçonnage et le prépolissage ; et un enrobage et un polissage inadaptés peuvent donner des bords arrondis. Pour remédier à ce problème, les métallographes doivent suivre une méthode spécifiquement conçue pour les composants nitrurés et nitrocarburés, comme décrit dans cette note d’application.
Téléchargez la note d’application complète ici.
Fig. 11 : Fonte nodulaire ferritique, nitrurée au gaz, attaquée au Nital 3 % (500x).
Apprenez-en davantage sur d’autres matériaux
En savoir plus sur la matériallographie d'autres métaux et matériaux. Consultez notrepage sur les matériaux.
Toutes les images ont été fournies par Chary Zeng, spécialiste application, Chine
Pour des informations spécifiques sur la préparation métallographique des pièces en métal pulvérulent, contactez nos spécialistes application.