Hardness Testing

Explore the world of hardness testing, where you can learn about the principles of hardness testing for metals and materials, including industry standards, theoretical background, the main hardness testing methods, and practical application tips.
Whether you are a professional in hardness testing or just starting out, you'll find useful resources, including free downloads of posters and application notes, as well as access to webinars, to support your testing and material analysis needs.
To delve deeper into the details of hardness testing, explore our comprehensive Hardness Tester brochure for more information.
What is the definition of hardness testing?
The application of hardness testing enables you to evaluate a material’s properties, such as strength, ductility and wear resistance, and so helps you determine whether a material or material treatment is suitable for the purpose you require.
The definition of hardness testing is ‘a test to determine the resistance a material exhibits to permanent deformation by penetration of another harder material.’ However, hardness is not a fundamental property of a material. Therefore, when drawing conclusions of a hardness test, you should always evaluate the quantitative value in relation to:
- The given load on the indenter
- A specific loading time profile and a specific load duration
- A specific indenter geometry
How does a hardness test work?
A hardness test is typically performed by pressing a specifically dimensioned and loaded object (indenter) into the surface of the material you are testing. The hardness is determined by measuring the depth of indenter penetration or by measuring the size of the impression left by an indenter.
- Hardness tests that measure the depth of indenter penetration include: Rockwell, Instrumented Indentation Testing, and Ball Indentation Hardness
- Hardness tests that measure the size of the impression left by the indenter include: Vickers, Knoop, and Brinell
We understand your hardness testing challenges
Verifying your material using the right hardness testing process is essential to ensure consistent product quality and stay within regulatory values. That is why you need to be sure of a perfect result, every time, with a solution that meets your needs for speed and accuracy.
It is important to understand the your challenges and what you want to achieve with your hardness testing to find the best solution for you:

The four most common indentation hardness tests

The Rockwell hardness test
Rockwell is a fast hardness test method developed for production control, with a direct readout, mainly used for metallic materials. The Rockwell hardness (HR) is calculated by measuring the depth of an indent after an indenter has been forced into the specimen material at a given load.
- Generally used for larger sample geometries
- A ‘quick test’ mainly used for metallic materials
- Can be used for advanced tests, such as the Jominy (end quench) test (HRC)

The Vickers hardness test
Vickers is a hardness test for all solid materials, including metallic materials. The Vickers Hardness (HV) is calculated by measuring the diagonal lengths of an indent in the sample material left by introducing a diamond pyramid indenter with a given load. The diagonals of the indent are measured optically in order to determine the hardness, using a table or formula.
- Used for hardness testing of all solid materials, including metallic materials
- Suitable for a wide range of applications
- Includes a sub-group of hardness testing of welds

The Knoop hardness test
Knoop (HK) is an alternative to the Vickers test in the micro hardness testing range. It is mainly used to overcome cracking in brittle materials, as well as to facilitate the hardness testing of thin layers. The indenter is an asymmetrical pyramidal diamond, and the indent is measured by optically measuring the long diagonal.
- Used for hard and brittle materials, such as ceramics
- Suitable for small elongated areas, such as coatings

The Brinell hardness test
The Brinell hardness test is used for hardness testing larger samples in materials with a coarse or inhomogeneous grain structure. The Brinell hardness test (HBW) indentation leaves a relatively large impression, using a tungsten carbide ball. The size of the indent is read optically.
- Used for materials with a coarse or inhomogeneous grain structure
- Used for larger samples
- Suitable for forgings and castings where the structural elements are large
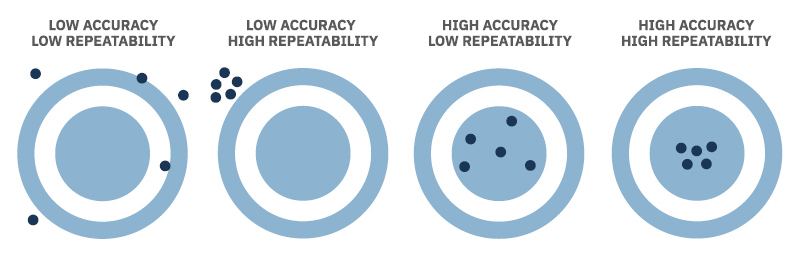
How to ensure accuracy and repeatability in hardness testing
The correct application of hardness testing requires careful preparation and execution. However, once you have the basics in place, most hardness tests offer good accuracy and repeatability.
Factors that influence hardness testing
A number of factors influence hardness tests results. As a general rule, the lower the load you use in the hardness test, the more factors that need to be controlled to ensure an accurate conclusion of the hardness test.
Here are a few of the most important factors to consider to ensure an accurate conclusion from a hardness test.
- External factors such as light, dirt, vibrations, temperature, and humidity should be controlled
- The tester and stage should be secured on a solid horizontal table, and the sample should be clamped or held in a holder or anvil
- The indenter should be perpendicular to the tested surface
- Illumination settings should be constant during the test when using Vickers, Knoop, or Brinell
- The tester should be recalibrated/verified every time you change the indenter or objective lens
Definition of hardness testing loads
Officially, hardness testing loads are expressed in Newton (N). However, historically, loads were expressed in kilogram-force (kgf), gram-force (gf), or pond (p). The correlation between kgf, kp, and N is: 1.0 kgf = 1,000 gf = 1.0 kp = 9.81 N.
- The term micro hardness testing is usually used when indentation loads are below or equal to 1 kgf
- The term macro hardness testing is used when loads are higher than 1 kgf
If standards permit, use the highest possible load/force for largest indent to ensure the most accurate results.
The loads used by each of the four methods for hardness testing of metallic materials comply with the different ISO and ASTM standards.
| HARDNESS TESTING METHOD | STANDARD | LOAD RANGE | |
| VICKERS |
ISO 6507 |
1 gf - > 100 kgf |
(0.00981 - > 980.7 N) |
| KNOOP |
ISO 4545 |
1 gf - 1 kgf |
(0.0098 -≤ 9.807 N) |
| BRINELL |
ISO 6506 |
1 kgf - 3000 kgf |
(9.807 - 29420 N) |
| ROCKWELL |
ISO 6508 |
15 kgf - 150 kgf |
(147.1 - 1471 N) |

Hardness Tester increases efficiency
MAN Energy Solutions, one of the world’s leading suppliers of marine industry engines, wanted to boost the efficiency of hardness testing of thermal spray-coated cast iron parts. The solution was to automate hardness testing with a Struers hardness tester.
The result was a faster and more efficient process performed on one machine.
Product: Hardness Tester Duramin-40
Company: MAN Energy Solutions
Challenge: Efficiently hardness test thermal spray-coated cast iron parts.

Hardness testing posters
At present we have three different posters about hardness testing – all suitable for any lab. Download all posters now.
Hardness Conversion
Hardness Comparison
Metallic materials

Webinars about hardness testing
Upgrade your preparation skills and watch our recorded webinars with our application specialists about hardness testing.
Visual Analysis Inspection & Maintenance
Calibration & Certification Requirements
Sample Preparation and Parameters Influencing Results
Problem-solving for hardness tests
Selecting the right hardness test method
How to select the test method
The hardness test you choose should be determined by the microstructure – e.g. the homogeneity – of the material you are testing, as well as the type of material, the size of the part and its condition.
In all hardness tests, the material under the indent should be representative of the whole microstructure (unless you attempting to ascertain the different constituents in the microstructure). Therefore, if a microstructure is very coarse and heterogeneous, you need a larger impression than for a homogeneous material.
There are four main hardness tests, each with their own set of benefits and requirements. There are different standards for these tests, which explain the procedures and application of the hardness test in detail.
When selecting a hardness test method, important considerations include:
- The type of material to be hardness tested
- Whether compliance with a standard is required
- The approximate hardness of the material
- The homogeneity/heterogeneity of the material
- The size of the part
- The number of samples to be tested